Изобретение относится к литейному производству, в частности к заливке металлом литейных форм на литейно-роторных линиях.
Цель изобретения - повышение производительности за счет обеспечения непрерывной заливки форм.
Способ заливки металлом литейных форм заключается в том, что пополнение раздаточного секторного ковша жидким металлом производят при возвращении его в исходное положение после выдачи дозы, при этом объем вливаемого жидкого металла в ковщ в два раза превышает объем выдаваемой дозы, что позволяет осуществить пополнение секторного ковша расплавленным металлом, не прекращая заливку расплавленного металла в формы.
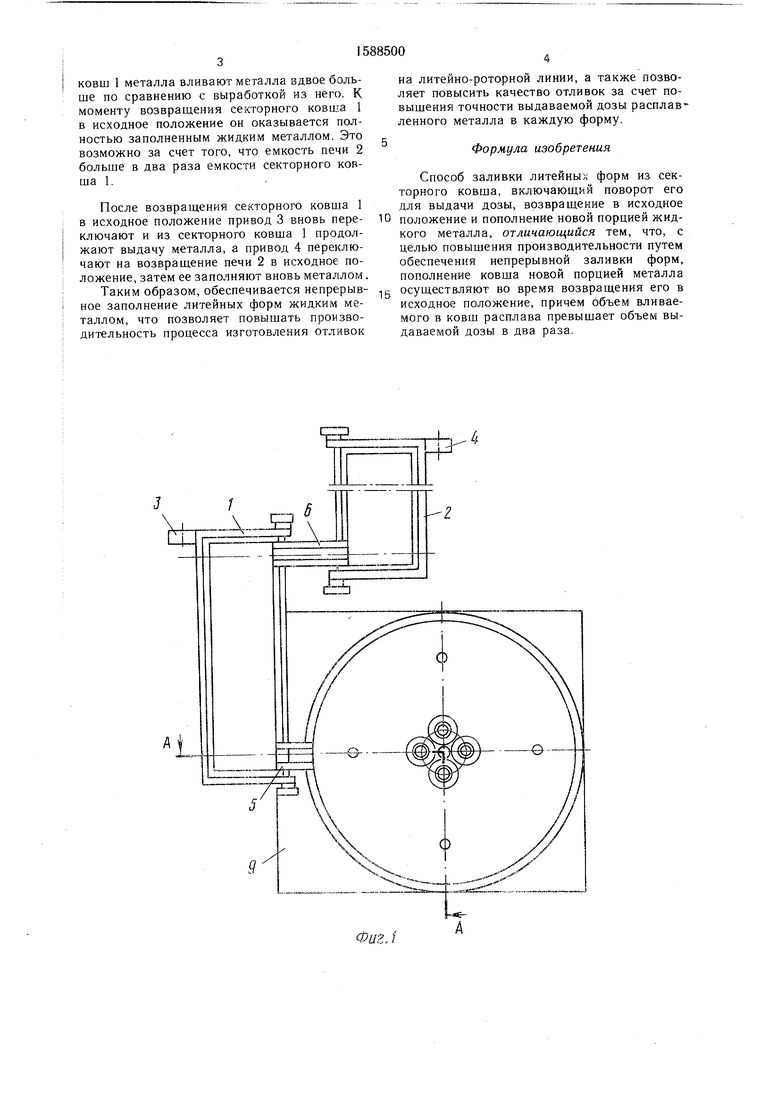
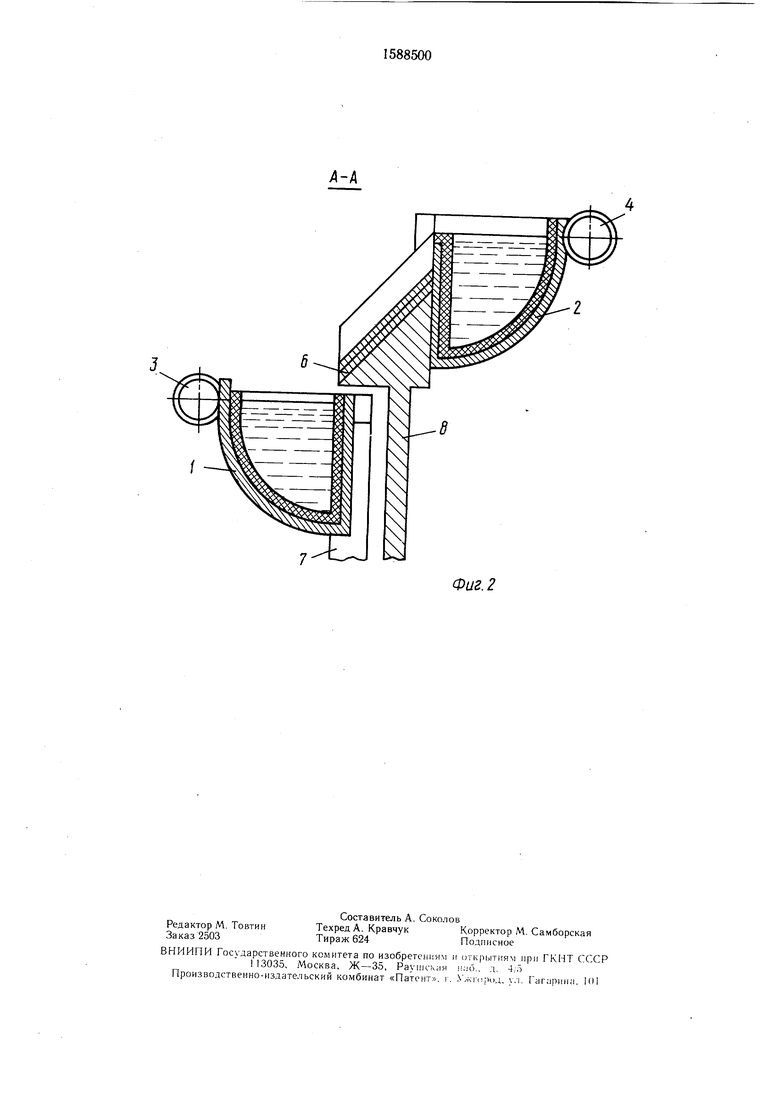
На фиг. 1 изображен литейно-роторный комплекс, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Литейио-роторный комплекс содержит секторный ковш 1, печь 2, имеющую емкость в два раза бо.льшую, чем ковш 1, которая может быть использована как промежуточная разда :-очная, или как плавильная печь, пр ;воды их поворота 3, 4, желобы 5, 6, зак- релленныо на стойках 7 и 8, и ротор 9 с литейными формами.
Способ заливки осуществляется следующим образом.
При повороте ковша приводом 3 по часовой стрелке с постоянной угловой скоростью осуществляется непрерывная выдача из секторного ковша 1 жидкого металла через хелоб 5 и поочередные заполнения жияким металлом матриц литейных форм. Одновременно с выдачей металла из секторного ковша 1 в печь 2 доливают жидкий металл или подготавливают в ней расплав.
После поворота секторного ковша 1 на 90° привод поворота 3 переключают и поворачивают секторный ковш 1 с такой же угловой скоростью против часовой стрелки в исходное положение; одновременно с переключением ггркзода 3 включают привод поворота 4. обеспечивая выдачу расплавленного металла из печи 2 (переливание расплав- леииого металла из печи 2 в секторный ковш 1). {|ри этом в единицу времени в секторный
S
(Л
сд
с
СХ)
ел
ковш 1 металла вливают металла вдвое больше по сравнению с выработкой из него. К моменту возвраш,ения секторного ковша 1 в исходное положение он оказывается полностью заполненным жидким металлом. Это возможно за счет того, что емкость печи 2 больше в два раза емкости секторного ковша 1.
После возвращения секторного KOBuia 1
на литейно-роторной линии, а также позволяет повысить качество отливок за счет повышения точности выдаваемой дозы расплавленного металла в каждую форму.
Формула изобретения
Способ заливки литейных форм из секторного ковша, включаюш,ий поворот его для выдачи дозы, возвраш,ение в исходное
в исходное положение привод 3 вновь пере- 10 положение и пополнение новой порцией жидкого металла, отличающийся тем, что, с целью повышения производительности путем обеспечения непрерывной заливки форм, пополнение ковша новой порцией металла
Таким образом, обеспечивается непрерыв- g осуществляют во время возвращения его в ное заполнение литейных форм жидким ме-исходное положение, причем объем вливаемого в ковш расплава превышает объем выдаваемой дозы в два раза.
ключают и из секторного ковша 1 продолжают выдачу металла, а привод 4 переключают на возвращение печи 2 в исходное положение, затем ее заполняют вновь металлом
таллом, что позволяет повышать производительность процесса изготовления отливок
на литейно-роторной линии, а также позволяет повысить качество отливок за счет повышения точности выдаваемой дозы расплавленного металла в каждую форму.
Формула изобретения
Способ заливки литейных форм из секторного ковша, включаюш,ий поворот его для выдачи дозы, возвраш,ение в исходное
положение и пополнение новой порцией жид
| название | год | авторы | номер документа |
|---|---|---|---|
| Заливочно-дозирующее устройство | 1982 |
|
SU1046016A1 |
| Заливочно-дозирующее устройство | 1984 |
|
SU1196130A1 |
| Линия для изготовления биметаллических заготовок втулок | 1979 |
|
SU899262A1 |
| Установка для заливки форм на конвейере | 1990 |
|
SU1785801A1 |
| Захватный орган манипулятора для заливки металла | 1981 |
|
SU988454A1 |
| Устройство для управления установкой центробежного литья | 1982 |
|
SU1052321A1 |
| Дозатор жидкого металла | 1979 |
|
SU806252A1 |
| Устройство для заливки литейных форм установленных на тележках пульсирующего конвейера | 1983 |
|
SU1131595A1 |
| Устройство для периодической заливки металла | 2022 |
|
RU2786275C1 |
| ЛИТЕЙНАЯ УСТАНОВКА | 2015 |
|
RU2686132C1 |
Изобретение относится к литейному производству, в частности к заливке металлом литейных форм на литейно-роторных комплексах. Цель изобретения - повышение производительности за счет обеспечения непрерывной заливки форм. Указанная цель достигается за счет того, что пополнение расплавленным металлом раздаточного секторного ковша производят при возвращении его в исходное положение, при этом объем вливаемого в него металла в два раза превышает объем выдаваемой дозы, что и позволяет осуществить непрерывную заливку литейных форм. 2 ил.
Фиг,.
Фаг. 2
| Устройство для заливки и дозирования жидкого металла | 1983 |
|
SU1109258A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
