СП
;о оо
4:
;о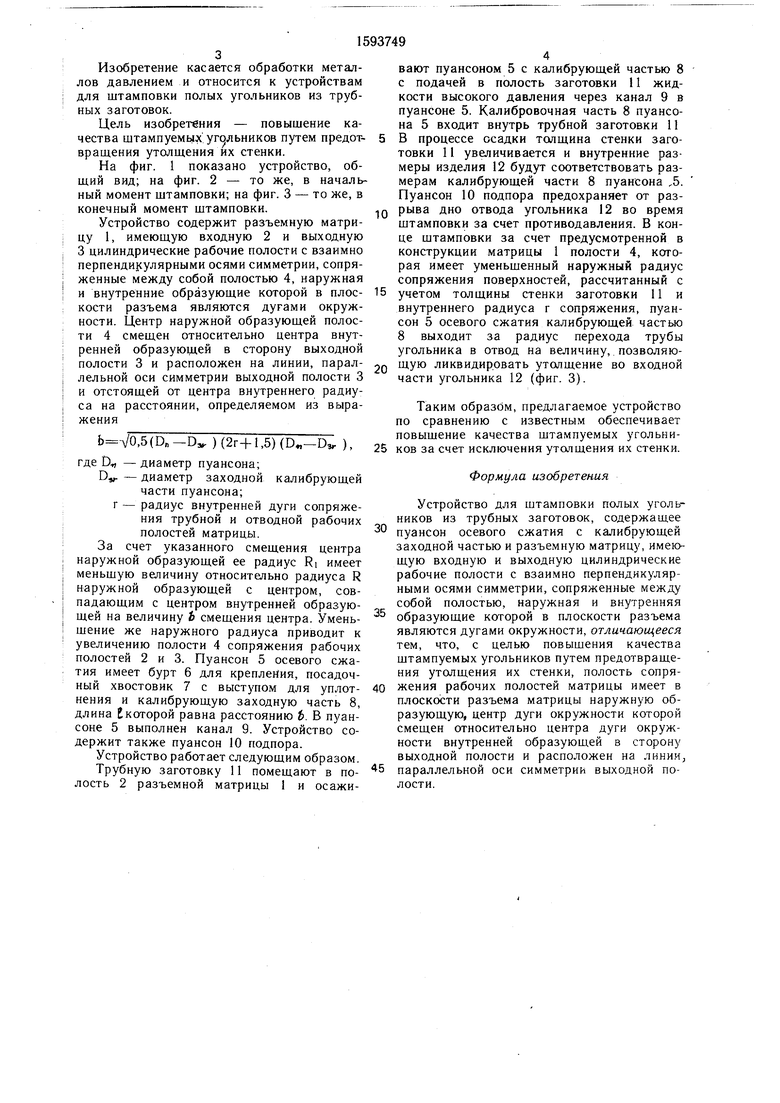
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон для штамповки-вытяжки сферических днищ | 1975 |
|
SU558737A1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
| Способ штамповки сферических неотбортованных днищ из листовых заготовок | 1980 |
|
SU899204A1 |
| Штамп для безоблойной штамповки | 1980 |
|
SU996033A1 |
| Штамп для вытяжки без прижима коробчатых деталей из прямоугольных заготовок со скругленными углами | 1980 |
|
SU997911A1 |
| Способ изготовления полых тонкостенных изделий | 1984 |
|
SU1292862A1 |
| Инструмент для деформирования трубных заготовок | 1990 |
|
SU1761350A1 |
| Инструмент для деформирования трубных заготовок | 1976 |
|
SU621427A1 |
| СПОСОБ ОТРЕЗКИ ЗАГОТОВОК ОТ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА ДЛЯ ШТАМПОВКИ КРУПНЫХ ПАНЕЛЕЙ (ВАРИАНТЫ) | 2014 |
|
RU2594055C2 |
| Устройство для штамповки утолщений на цилиндрической оболочке | 1981 |
|
SU984581A1 |
Изобретение относится к обработке металлов давлевлением и может быть использовано в машиностроении при штамповке полых угольников из трубных заготовок. Цель изобретения - повышение качества штампуемых угольников путем предотвращения утолщения их стенки. Полость 4 сопряжения рабочих полостей 2 и 3 матрицы 1 имеет в плоскости разъема наружную образующую, центр дуги окружности которой смещен относительно центра дуги окружности внутренней образующей в сторону выходной полости 3 и расположен на линии, параллельной оси симметрии выходной полости 3. В процессе штамповки пуансон 5 калибрующей частью 8 выходит за радиус перехода трубы угольника в отвод на величину, позволяющую ликвидировать утолщение во входной части угольника. 3 ил.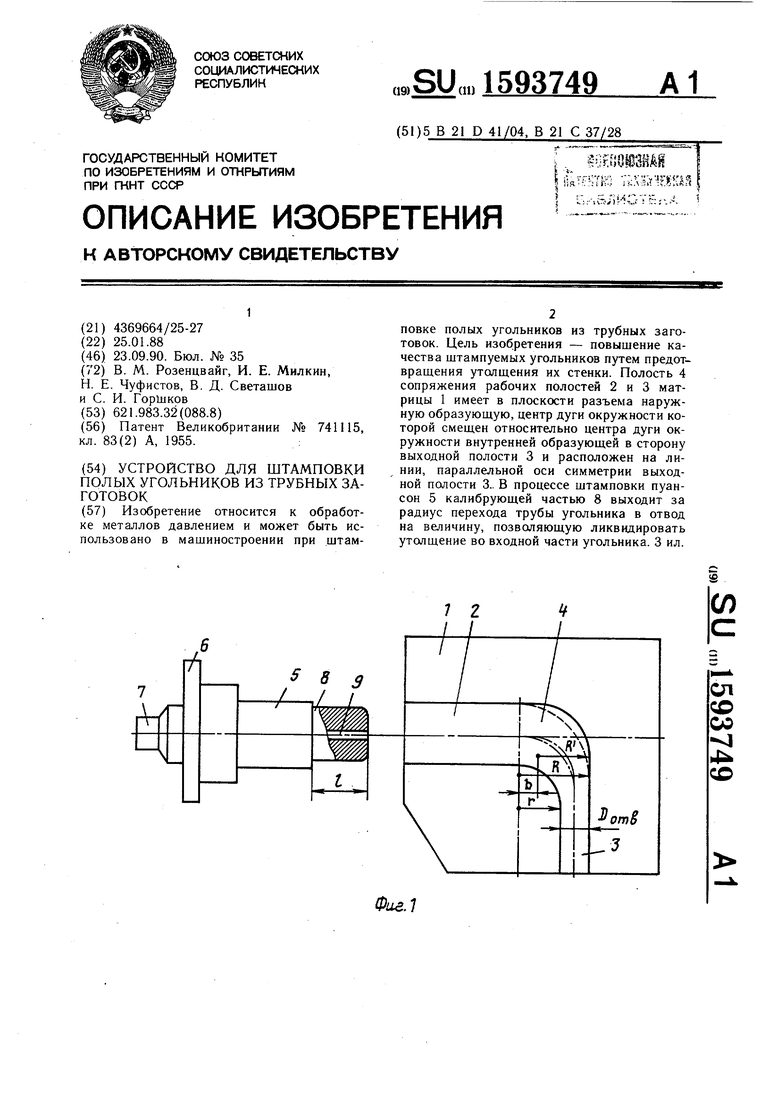
Фаг.1
Изобретение касается обработки металлов давлением и относится к устройствам для штамповки полых угольников из трубных заготовок.
Цель изобретения - повышение кавают пуансоном 5 с калибрующей частью 8 с подачей в полость заготовки 11 жидкости высокого давления через канал 9 в пуансоне 5. Калибровочная часть 8 пуансона 5 входит внутрь трубной заготовки 11
чества штампуемых угольников путем предот- 5 В процессе осадки толщина стенки заговращения утолщения их стенки.
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, в начальный момент щтамповки; на фиг. 3 - то же, в конечный момент штамповки.
Устройство содержит разъемную матрицу 1, имеющую входную 2 и выходную 3 цилиндрические рабочие полости с взаимно перпенди1кулярными осями симметрии, сопряженные между собой полостью 4, наружная
товки 11 увеличивается и внутренние размеры изделия 12 будут соответствовать размерам калибрующей части 8 пуансона ,5. Пуансон 10 подпора предохраняет от раз- .jQ рыва дно отвода угольника 12 во время щтамповки за счет противодавления. В конце щтамповки за счет предусмотренной в конструкции матрицы 1 полости 4, которая имеет уменьшенный наружный радиус сопряжения поверхностей, рассчитанный с
и внутренние образующие которой в плос- 15 учетом толщины стенки заготовки 11 и
внутреннего радиуса г сопряжения, пуансон 5 осевого сжатия калибрующей частью 8 выходит за радиус перехода трубы угольника в отвод на величину, позволяю- 2Q щую ликвидировать утолщение во входной
кости разъема являются дугами окружности. Центр наружной образующей полости 4 смещен относительно центра внутренней образующей в сторону выходной полости 3 и расположен на линии, параллельной оси симметрии выходной полости 3 и отстоящей от центра внутреннего радиуса на расстоянии, определяемом из выражения
части угольника 12 (фиг. 3).
Таким образом, предлагаемое устройство
по сравнению с известным обеспечивает
,5(Dn -D ) (2г+1,5) (D«-D,r ),
где D.4 - диаметр пуансона;
DW - диаметр заходной калибрующей
части пуансона;
г - радиус внутренней дуги сопряжения трубной и отводной рабочих полостей матрицы.
За счет указанного смещения центра наружной образующей ее радиус Ri имеет меньшую величину относительно радиуса R наружной образующей с центром, совпадающим с центром внутренней образуюповышение качества штампуемых угольни25 ков за счет исключения утолщения их стенки.
Формула изобретения
Устройство для штамповки полых угольников из трубных заготовок, содержащее пуансон осевого сжатия с калибрующей заходной частью и разъемную матрицу, имеющую входную и выходную цилиндрические рабочие полости с взаимно перпендикулярными осями симметрии, сопряженные между собой полостью, наружная и внутренняя
являются дугами окружности, отличающееся тем, что, с целью повышения качества щтампуемых угольников путем предотвращения утолщения их стенки, полость сопрящей на величину Ъ смещения центра. Умень- образующие которой в плоскости разъема шение же наружного радиуса приводит к увеличению полости 4 сопряжения рабочих полостей 2 и 3. Пуансон 5 осевого сжатия имеет бурт 6 для крепления, посадочный хвостовик 7 с выступом для уплот- 40 жения рабочих полостей матрицы имеет в нения и калибрующую заходную часть 8, длина Екоторой равна расстоянию Ь. В пуансоне 5 выполнен канал 9. Устройство содержит также пуансон 10 подпора.
Устройство работает следующим образом.
плоскости разъема матрицы наружную образующую, центр дуги окружности которой смещен относительно центра дуги окружности внутренней образующей в сторону выходной полости и расположен на линии
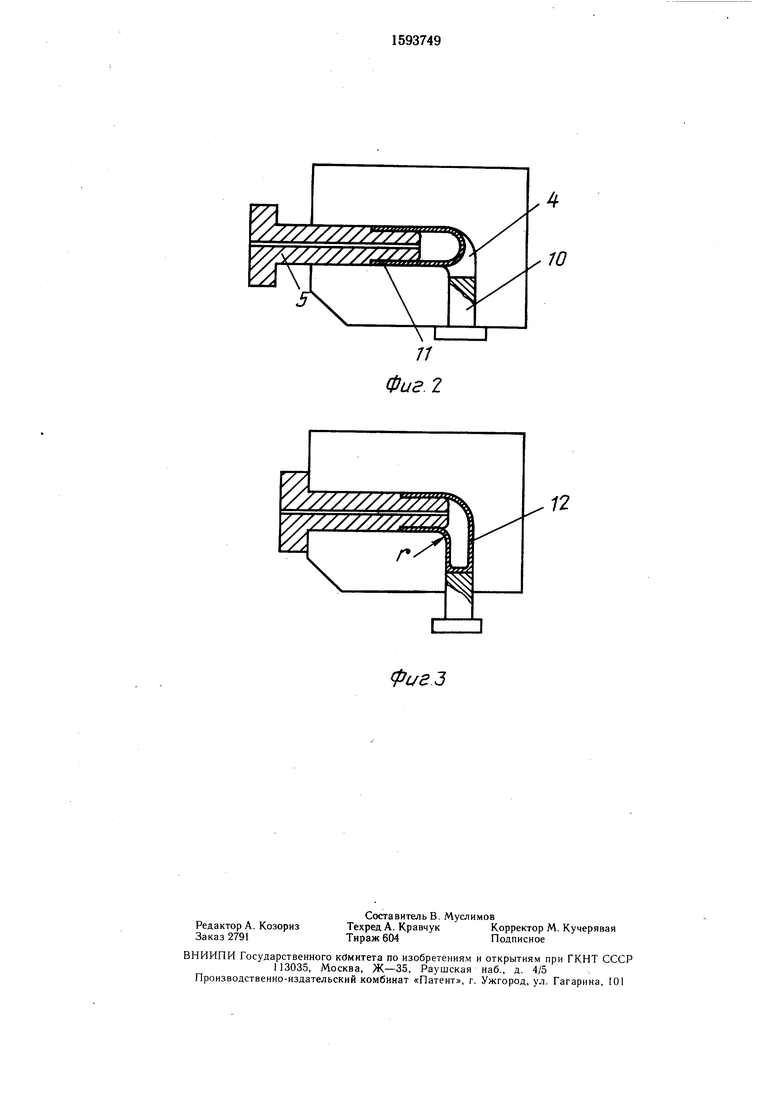
Трубную заготовку 11 помещают в по- параллельной оси симметрии выходной полость 2 разъемной матрицы 1 и осажи-лости.
вают пуансоном 5 с калибрующей частью 8 с подачей в полость заготовки 11 жидкости высокого давления через канал 9 в пуансоне 5. Калибровочная часть 8 пуансона 5 входит внутрь трубной заготовки 11
В процессе осадки толщина стенки заготовки 11 увеличивается и внутренние размеры изделия 12 будут соответствовать размерам калибрующей части 8 пуансона ,5. Пуансон 10 подпора предохраняет от раз- рыва дно отвода угольника 12 во время щтамповки за счет противодавления. В конце щтамповки за счет предусмотренной в конструкции матрицы 1 полости 4, которая имеет уменьшенный наружный радиус сопряжения поверхностей, рассчитанный с
учетом толщины стенки заготовки 11 и
внутреннего радиуса г сопряжения, пуансон 5 осевого сжатия калибрующей частью 8 выходит за радиус перехода трубы угольника в отвод на величину, позволяю- щую ликвидировать утолщение во входной
части угольника 12 (фиг. 3).
Таким образом, предлагаемое устройство
по сравнению с известным обеспечивает
повышение качества штампуемых угольников за счет исключения утолщения их стенки.
Формула изобретения
Устройство для штамповки полых угольников из трубных заготовок, содержащее пуансон осевого сжатия с калибрующей заходной частью и разъемную матрицу, имеющую входную и выходную цилиндрические рабочие полости с взаимно перпендикулярными осями симметрии, сопряженные между собой полостью, наружная и внутренняя
образующие которой в плоскости разъема жения рабочих полостей матрицы имеет в
являются дугами окружности, отличающееся тем, что, с целью повышения качества щтампуемых угольников путем предотвращения утолщения их стенки, полость сопря образующие которой в плоскости разъема жения рабочих полостей матрицы имеет в
Фиг. 2
12
| Способ количественного определения анестезина | 1978 |
|
SU741115A1 |
| Пуговица | 0 |
|
SU83A1 |
