Фие.З
10
IS
20
25
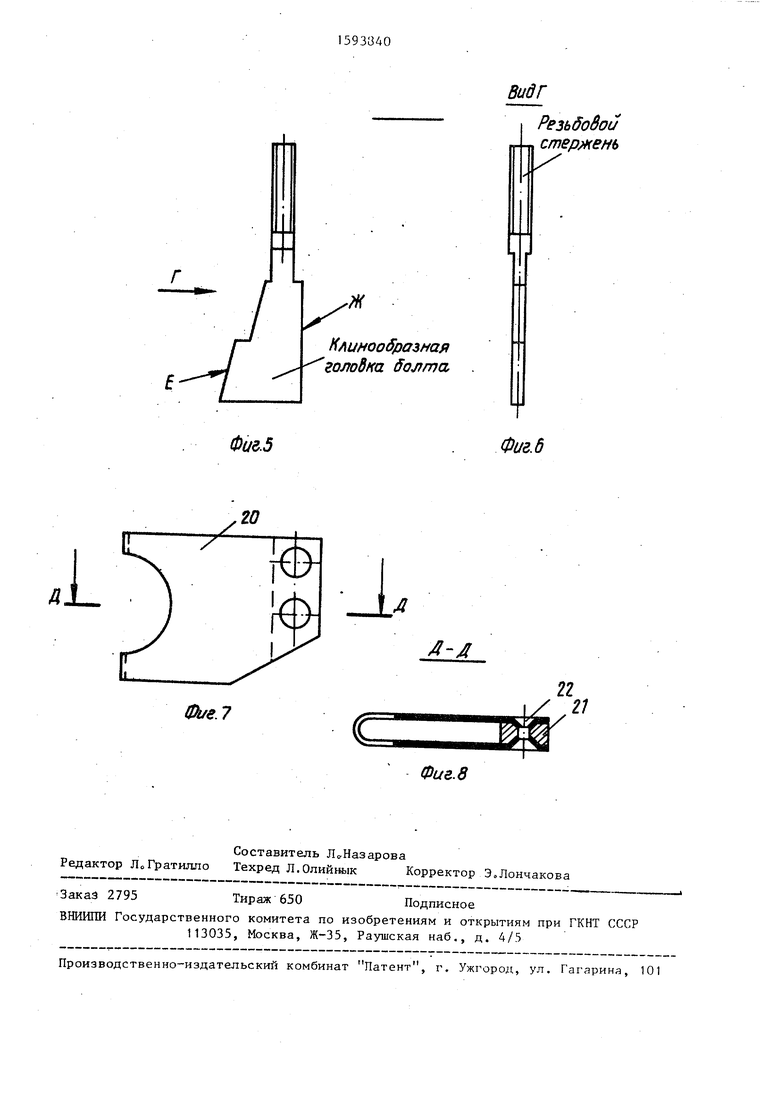
и посредством затяжки гайки 11 клинообразная головка болта 10 перемещается между скосом 6 электрододержателя| 3 и вкладышем 21 хомута 1 вверх При этом поверхность Е головки болта 10 взаимодействует, со скосом 6, а поверхность Ж - с поверхностью вкладыша 21, Тве, произойдет расклинивание Г-образной части 4 и вкладыша 21, в результате чего хомут, сместившись относительно электродвигателя 3 вправо j прижмет электрод 9 перемычками хомута 7 к электрододержателю 3,, При э том поверхность Е головки болта Ш окажется в зоне нижней перемычки хомута 7j что обеспечит оптимальное контактное пятно между нижней перемычкой хомута 7 и электродом 9 „.
Перемещением ползуна 15 относительно лимба 19 задается необходимое усилие прижатия электрода 9 к свариваемому изделию,
При нажатии электродом 9 на свариваемое изделие электрододержатель 3 повернется на некоторьй угол по отношению корпуса о При этом изогнется стержень 13j а размещенньш на электро- додержателе флазкок 17 переместится в
токоподводом 2о Внутри корпуса од- ЗО просвет бесконтактного датчика 18 и ним концом закреплен упругий стер- , по достижении заданного усилия сжатия жень 135 другой конец которого через датчик вьщает команду, на вьтолнение
опору 14 связан с электрододержате- сварки
л.ем 3.-. ,,, Др снятии усилия стержень 3 выНа стержне 13 размецен ползун э . Р°Д°Д Р Т ль возвратится в исходное положение
Инструмент для мик осварки кон-- с труктивно прост и удобен в эксплуатации -обеспечивает хороший обзор зоны сваркИс Закреп-ление электрода в электрододержателе с помощью хомута, выполненного из мягкой медной поло- сЫэ к расклиниваюпт,его болта создает надежный электрический контакт, обеспечивающий малое переходное сопротивление стыка электрододержатель-элек- трод и исключает возможность смещения электрода, Причем зона кон такта вслед- ствие наличия на хомуте выреза приближена к рабочему концу электрода Предлагаемая конструкция позволяет использовать в качестве электрода проволо- ку5 многократно заправлять электрод, сохраняя постоянный и малый вьиет
и зобретение относится к -области сварочной техники и может быть использовано в электронной, радиотехнической и приборостроительной промышленности для выполнения микросварки деталей малых толщин
Целью изобретения является повьш1е- ние надежности электрического контакта электрода с токоподводом а также повьшение качества сварного соединения - .
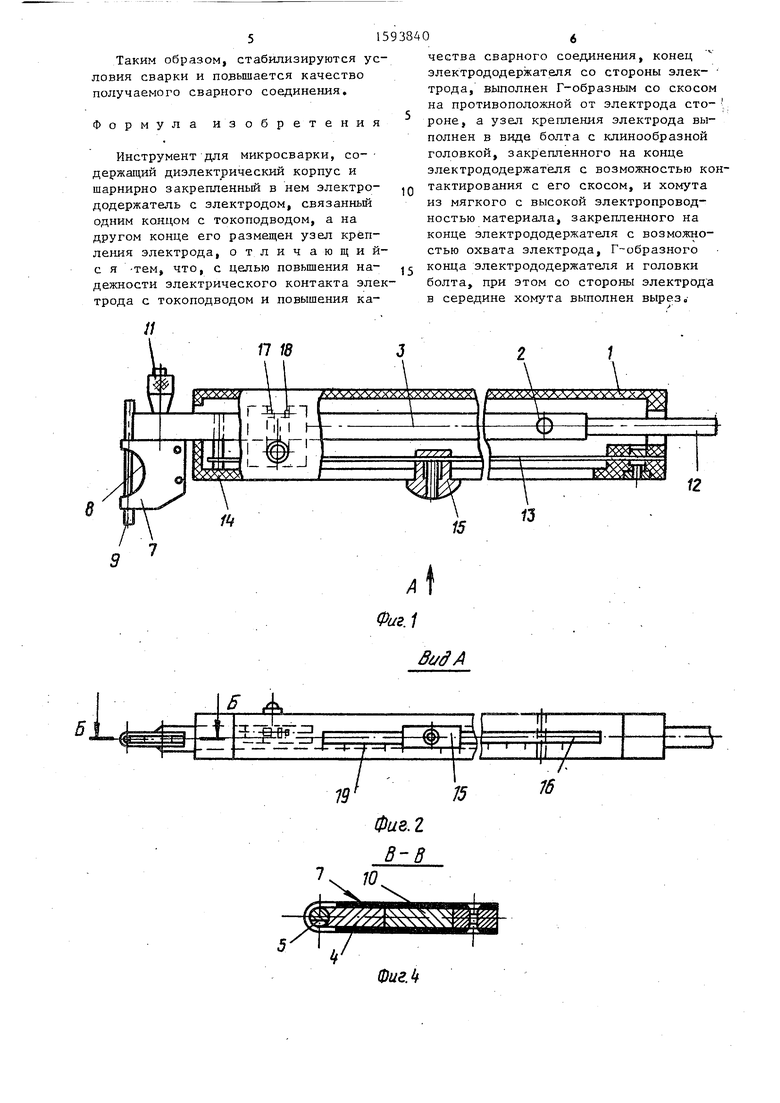
На фиг«1 показан инструмент общий вид на фигв2 - вид А на фиго1| на фигоЗ - разрез В-Б на фиг.2j на фигв4 - разрез В-В на фигоЗ; на фиго5 - конструкция болта с клинообразной головкой; на фигеб - вид Г на фигв55 на фиг, - конструкция хомута s на фиго8 - разрез Д-Д на фиго7о
Инструмент для микросварки содержит корпус Ij закрепленный в нем на оси 2 электрод одержат ель 3 с. Г-образным концом.4,, кото рый имеет канавку 5 и скос 6J хомут 7 с вырезом 8, охватывающий электрод 9, Г-образ- ный конец 4 и болт 10, затянутьш клинообразной гайкой 1 1 , Другой конец электрододержателя 3 связан с .
имеющий возможность перемещения в пазу. 16 корпуса о На электрододержателе 3 размещен флажок 17, имеющий возможность взаимодействия с бескон- , . тактным датчиком 18 включения свароч- 40 кого тока установленьгым в корпусе 1 о Снаружи-корпуса 1 в зоне расположения паза 16 размещен лимб 19о
Хомут состоит из Ц-образной согнутой полоски 20J между концами кото- 45 рой размещен вкладьш 21 связанный с полоской 20 заклепками 22о
Инструмент для микросварки работает следующим образомо
Для закрепления электрода 9. стер- JQ жень болта 10 вставляется в отверстие электрододержателя 3 на него навертывается гайка 11 затем на Г-об- разную. часть 4 электрододержателя 3 и клинообразную головку болта 10 снизу электрода, что особенно важно при исзаводится хомут 7, в зазор между пере- -мычкамКд образованными на хомуте 7. вырезом 8s и Г образной частью 4 электродвигателя 3 помещается электрод 9
пользовании электродов из тугоплавких материалов со значительным электрическим соцротивлением (вольфрамд молибден) S
электрода, что особенно важно при использовании электродов из тугоплавких материалов со значительным электрическим соцротивлением (вольфрамд молибден) S
Таким образом, стабилизируются условия сварки и повьпиается качество получаемого сварного соединения.
Формула из обретения
Инструмент для микросварки, со- держащий диэлектрический корпус и шарнирно закрепленньй в нем электро- додержатель с электродом, связанный одним концом с токоподводом, а на другом конце его размещен узел крепления электрода, отличающий- с я -тем, что, с целью повышения надежности электрического контакта электрода с токоподводом и повышения ка0
5
чества сварного соединения, конец злектрододержателя со стороны элек- трода, выполнен Г-образным со скосом на противоположной от электрода сто- роне, а узел крепления электрода выполнен в виде болта с клинообразной головкой, закрепленного на конце электрододержателя с возможностью контактирования с его скосом, и хомута из мягкого с высокой электропроводностью материала, закрепленного на конце электрододержателя с возможностью охвата электрода, Г-образного конца электрододержателя и головки болта, при этом со стороны электрода в середине хомута выполнен вырез,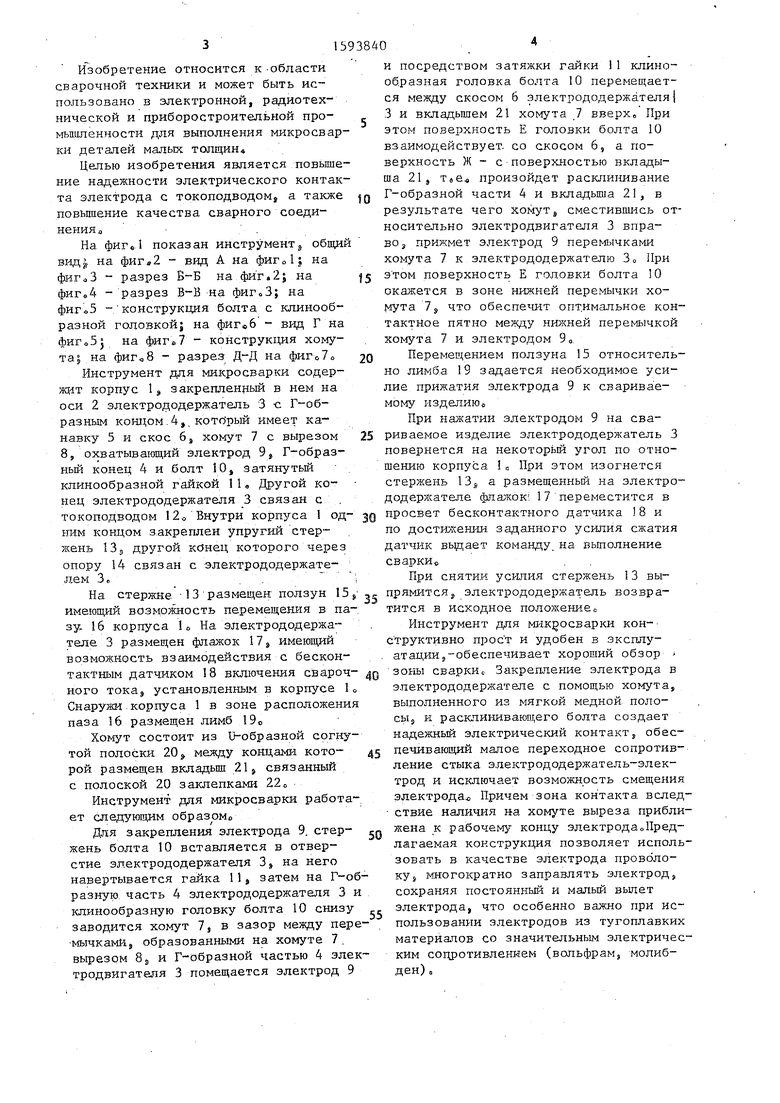
| название | год | авторы | номер документа |
|---|---|---|---|
| Клещи для контактной микросварки | 1988 |
|
SU1611657A1 |
| Механизм сжатия машин для контактной точечной и рельефной микросварки | 1987 |
|
SU1551495A1 |
| Двухэлектродная горелка | 1985 |
|
SU1279773A1 |
| Устройство для сварки микродеталей | 1980 |
|
SU872112A2 |
| Устройство для пайки электросопротивлением с односторонним токоподводом | 1984 |
|
SU1235679A1 |
| Двухэлектродная головка для контактной сварки | 1990 |
|
SU1731542A1 |
| Устройство для контактной микросварки проводов | 1990 |
|
SU1764909A1 |
| Устройство для токоподвода при контактной микросварке | 1988 |
|
SU1611660A1 |
| Устройство для электроэрозионного легирования токопроводящих поверхностей | 1985 |
|
SU1289639A1 |
| Устройство для электродуговой сварки | 1987 |
|
SU1433697A1 |
Изобретение относится к микросварке и может быть использовано в электронной, радиотехнической и приборостроительной промышленности для выполнения микросварки деталей малых толщин. Цель изобретения - повышение надежности электрического контакта электрода с токоподводом, а также повышение качества сварного соединения. Перед сваркой электрод вставляют в отверстие, образованное внутренней поверхностью хомута 7 и радиусной канавкой Г-образного электрододержателя 3. Затем гайкой 11 затягивают болт 10. Такая конструкция позволяет надежно закрепить электрод в электрододержателе и добиться хорошего электрического контакта между ними. 8 ил.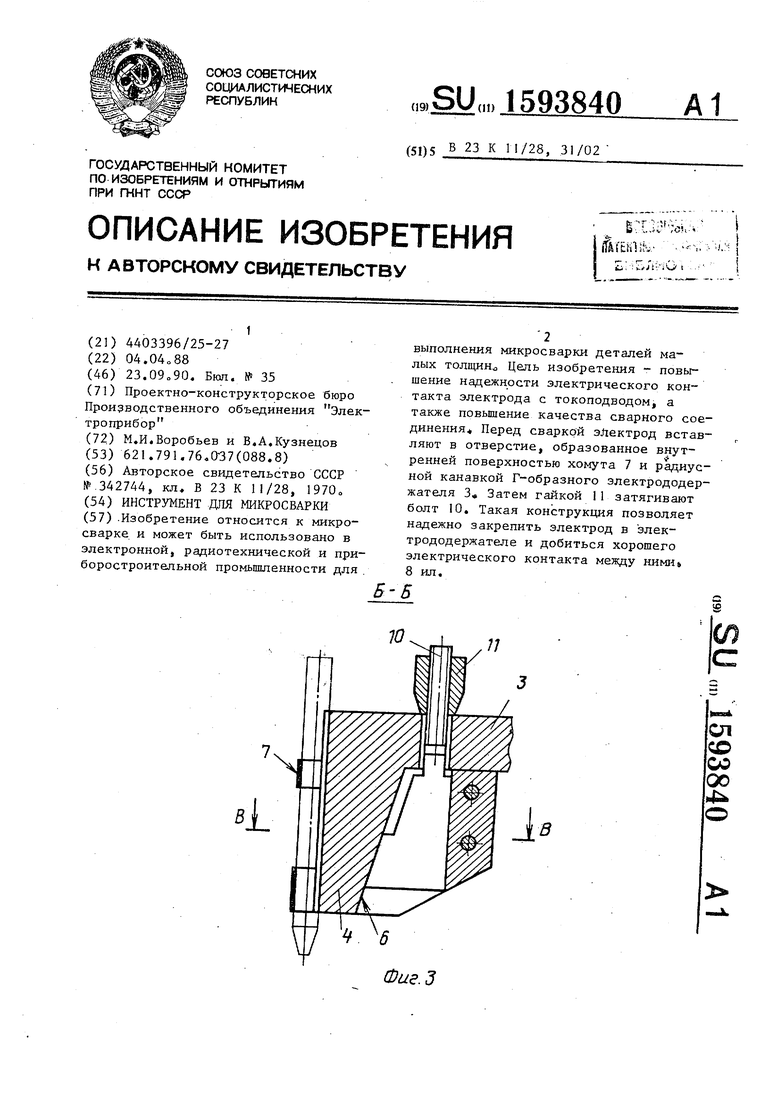
Л 18
fff
7
19
Фиг. г В-8
f.
12
15
13
.1
7
15
16
Фиг. If
Клинообразная Солодка болта
Фи.5
л1
Фиг. 7
ВидГ
Резьбовой rrU, стержень
Фиг. 6
-Л
| РУЧНОЙ ИНСТРУМЕНТ для КОНТАКТНОЙ ТОЧЕЧНОЙСВАРКИ | 0 |
|
SU342744A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
