Изобретение относится к обработке металлов давлением, а именно к инст руМенту дляэкструдирования металлов, к может быть использовано в производстве биметаллических прутков с нало- жением металла оболочки из одного материала на недеформируемый сердечник из другого материала.
Целью изобретения является повы шание выхода годного за счет улучшения качества соединения слоев в биметаллическом изделии к устранения разрывов сердечника.
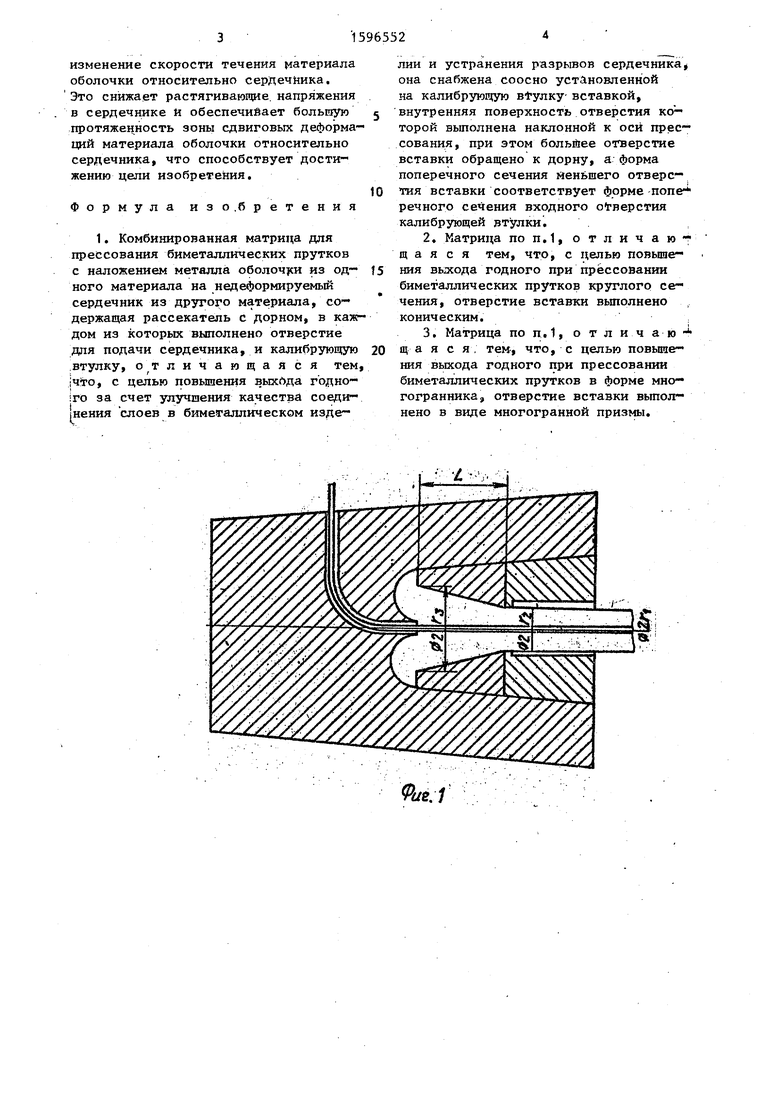
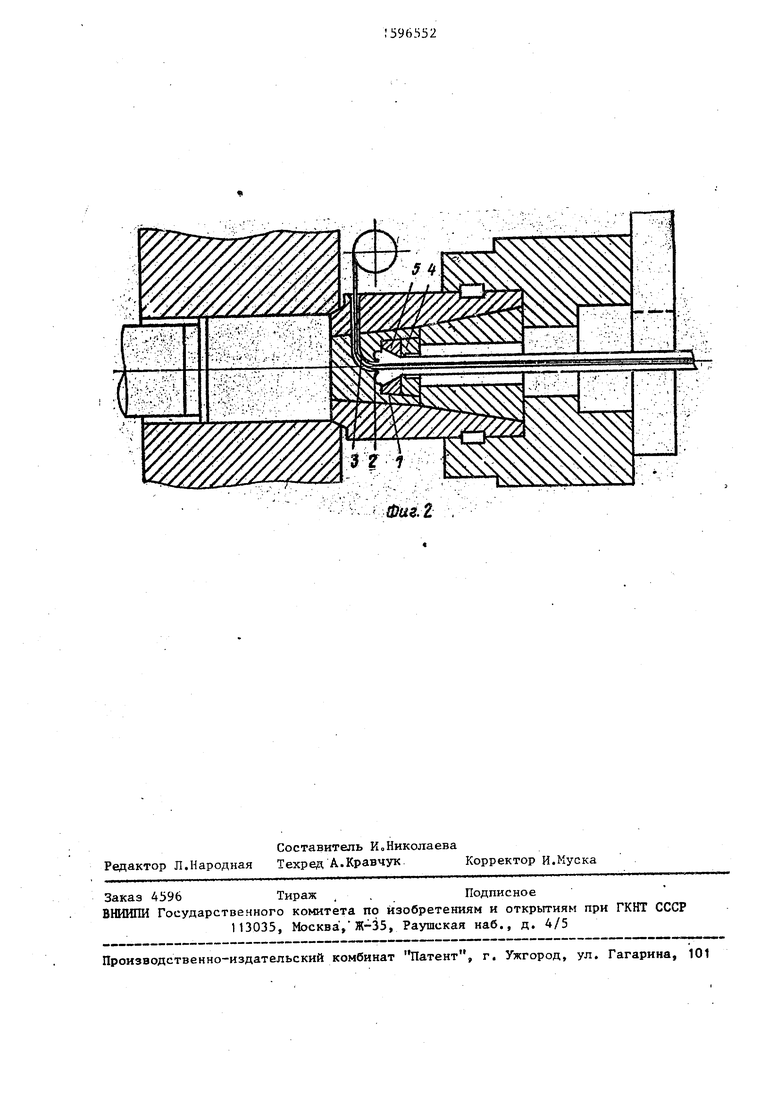
На показана матрица в-плос-. кости прохождения середечника,. осевой разрез; на фиг.2 комбинированная матрица.
Комбинированная матрица (см, фиг.2) содержит рассекатель 1 с дор- ном 2, в которых выполнено отверстие для подачи сердечника 3, калибруюпото втулку 4, а также кольцевзпо вставку 5 с внутренней конической поверхностью, установленную торцом с меньшим основанием в плоскости входного от- верстия калибрующей втулки 4, а торцом с большим основанием конуса - в плоскости выходного отверстия дорна 2, причем диаметр меньшего основания конуса.вставки равен диаметру входного отверстия калибрую1чей втулки 4.
Применение комбинированной матрицы при прессовании биметаллических прутков позволяет обеспечить плавное изменение скорости течения материала оболочки относительно сердечника. Это снижает растягивающие, напряжения в сердечнике и обеспечивает большую протяженность зоны сдвиговых деформа ций материала оболочки относительно сердечника, что способствует достижению цели изобретения. Формула изо.бретения 1. Комбинированная матрица для прессования биметаллических прутков с наложением металла оболоч си из од- ного материала на недеформируемый сердечник из другого материала, содержащая рассекатель с дорном, в каж дом из которых выполнено отверстие для подачи сердечника, и калибрующую втулку, отличающаяся тем что, с целью повьппения выхбда годноiro за счет улучшения качества соединения слоев в биметаллическом изделии и устранения разрывов сердечника она снабжена соосно установленной на калибрующую в-Гулку вставкой, внутренняя поверхность отверстия которой вьтолнена наклонной к оси прессования, при этом большее отверстие вставки обращено к дорну, а форма поперечного сечения меньшего отверстия вставки соответствует форме попе речного сечения входного огверстия калибрующей втулки. 2,Матрица поп.1, отличающаяся тем, что, с целью повышения выхода годного при прессовании биметаллических прутков круглого сечения, отверстие вставки вьшолнено коническим. 3.Матрица по п. 1, отличаю- щ а я с я, тем, что, с целью повышения выхода годного хтри прессовании биметаллических прутков в форме многогранника, отверстие вставки вьтол- нено в виде многогранной призмы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Спооб изготовления биметаллических изделий | 1977 |
|
SU620297A1 |
| Составная заготовка для прессования биметаллических прутков | 1990 |
|
SU1738410A1 |
| Матричный узел для прессования полых профилей | 1974 |
|
SU504576A1 |
| Матричный блок для прессования полых профилей | 1974 |
|
SU500848A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 1971 |
|
SU308787A1 |
| Инструментальный блок | 1975 |
|
SU535976A1 |
| Способ горячего прессования труднодеформируемых сплавов | 2017 |
|
RU2668646C1 |
| Матричный блок для горячего прессования заготовок | 1981 |
|
SU1128998A1 |
| Инструмент для прессования двухстенных труб | 1979 |
|
SU854489A1 |
| БИМЕТАЛЛИЧЕСКАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА, СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2009 |
|
RU2412792C1 |
Изобретение относится к обработ- ке металлов давлением и может быть использовано при производстве биме"- таллических прутков прессованием. Цель изобретения — повьшенне выхода годного за счет улучшения качествасоединения слоев и устранения разрывов сердечника. Комбинированная мат—: рица содержит рассекатель 1 с дор- ном 2, в которых вьтолнено отверстие для цодачи сердечника 3, калибрукичую, втулку 4, а также кольцев^то вставку 5 с внутренней конической поверхностью, установленную торцом с меньшим основанием в плоскости входного отверстия калибрзпощей втулки 4, а TOPII;OM с большим основанием конуса -ьв плоскости выходного отверстия дорна 2, причем диаметр меньшего основайия конуса вставки равен диаметру входно- FO отверстия калибрующей втулкио Применение комбинированной матрицы позволяет обеспечить плавное изменение скорости течения материала оболочки. 2 3.п. ф—лы, 2 ил.У)!с
fe;
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 0 |
|
SU308787A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (непубликуемое). | |||
