сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки на широкополосном стане | 1988 |
|
SU1616728A1 |
| Способ подготовки рабочих валков широкополосного стана горячей прокатки | 1988 |
|
SU1600881A1 |
| Способ горячей прокатки полос | 1989 |
|
SU1764723A1 |
| Комплект рабочих валков | 1987 |
|
SU1503912A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| Способ горячей прокатки полос на широкополосном стане | 1987 |
|
SU1588448A1 |
| Способ горячей прокатки на широкополосном стане | 1989 |
|
SU1713695A1 |
| Горячекатаная стальная полоса | 1989 |
|
SU1659140A1 |
| Способ горячей прокатки на широкополосном стане | 1987 |
|
SU1614872A1 |
| Комплект валковых узлов непрерывной чистовой группы клетей широкополосного стана горячей прокатки | 1988 |
|
SU1585033A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном производстве для получения горячекатаных полос на широкополосном стане горячей прокатки, Цель - улучшение качества подката путем стабилизации теплового профиля рабочих валков и обеспечение требуемого поперечного сечения подката. Для этого в способе горячей прокатки на широкополосном стане, включающем горячую прокатку полос монтажными партиями, объемы полос, используемых для разогрева рабочих валков, изменяют в зависимости от температуры охлаждающей воды, подаваемой на рабочие валки по зависимости. 1 табл.
Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном производстве для получения горячекатаных полос на широкополосных станах горячей прокатки (ШСГП).
Цель изобретения - улучшение качества подката путем стабилизации теплового профиля рабочих валков и обеспечение требуемого поперечного сечения подката.
Способ иллюстрируется на примерах реализации.
Способ был опробован на ШСГП 1700. При разогреве валков для прокатки жести изменяли объем полос, идущих на разогрев, в зависимости от температуры охлаждающей воды. Для этого были проведены эксперименты по известной (прототип) и
предлагаемой технологии. Прокатывались полосы размером 3.5x1030 мм объемом, рассчитанным по предложенной зависимости, при этом Gn 550 т и величины GI 200 т максимального и минимального объема полос, идущих на разогрев, были выбраны поданным статистического анализа прокатки подката жести ШГСП: ц 10°С, tn 40°С Текущая температура охлаждающей воды изменялась в зависимости от времени года и составила зимой: ti3 15°С и летом iin
- зо°с.
Примеры расчета.
Для зимних условий (G|3):
(Gn-Gi)
tn 1.а 4,0
Т
to - ч а
tn tl I
Ч
о
00
ч
00
G13 550-( 550 - 200 )( )«« 550 т.
(550-200)()2 1«540TT
G|3 550 - ( 550 - 200 ) ( )12 « 510 т;
Для летних условий (Gui):
r, - r с r r f t|J|.t1 « G.«-Gn-(Gn-G,.)
С,л 550-г(550-200)(-|)1 0-316т:
С1л 550 - ( 550 - 200 ) ( g )° 8 « 300 т;
С,л - 550 - ( 550 - 200 ) ( )° 2 - 227 т,
Результаты экспериментальных прока- ток представлены в таблице.
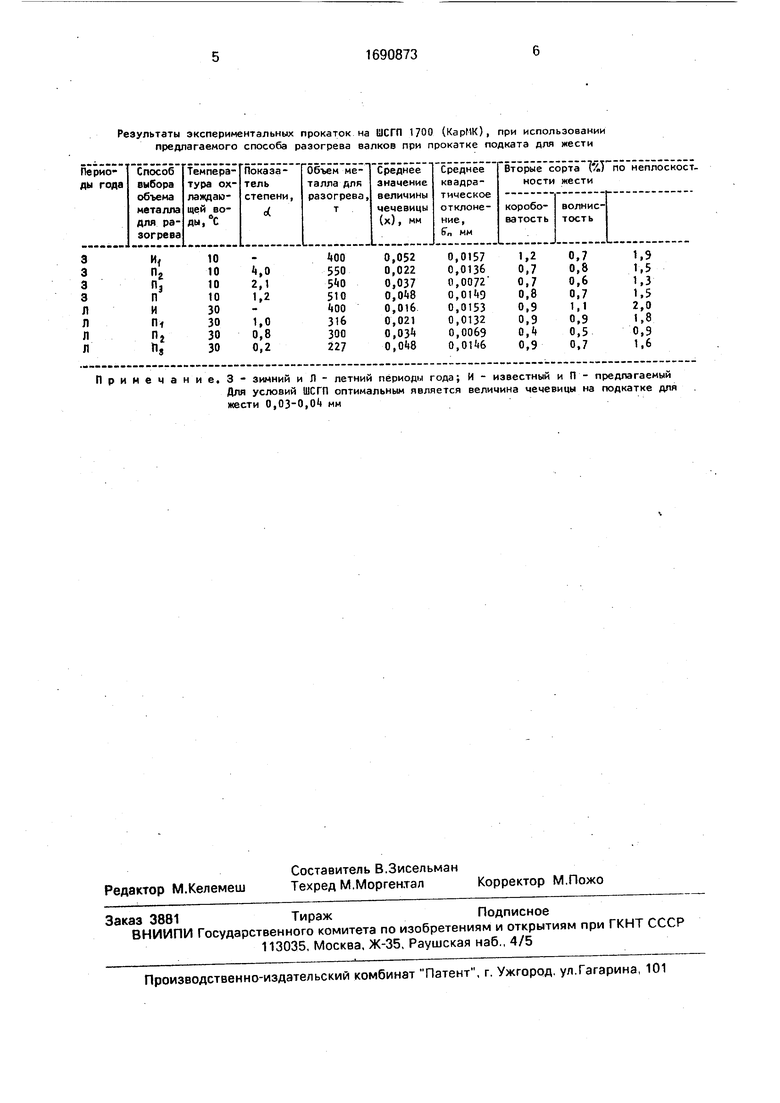
Анализ результатов прокатки проводился по известным методикам статистической обработки экспериментов. Он показал, что применение предлагаемого способа дает положительные результаты по сравнению с известным.
Из таблицы следует, что при использовании предлагаемого способа стабилизируется поперечный профиль подката, о чем свидетельствуют значения среднего квадратиче
ского отклонения, которое составляет Oh 0,0069-0,0072 мм. При использовании известного способа она значительно выше (0h ОЛ153-0, 0157 мм ).Предлагаемый способ также способствует получению опти- мальной величины чечевицы на подкате для жести. Так, при известном способе была получена средняя величина чечевицы как х 0,016 мм (летом), так х 0,052 мм (зимой). При использовании предлагаемого спосо- ба, средняя величина чечевицы составляла х 0,037 мм (зимой) и х 0,034 (летом), т.е. стабилизировался средний уровень чечевицы, Эта стабильность обеспечивается выбором рационального объема металла для
Q
5
0
0
5
. n
разогрева валков: например, зимой при известном способе этот объем был меньше необходимого и валки недостаточно были разогреты, при этом величина чечевицы была выше оптимальной (х 0,052). Также не обеспечивалась устойчивость профиля прокатываемой полосы из-за недостаточного разогрева валков. Это при прокатке на стане жести приводит к появлению коробова- тости из-за повышенного значения ,052 мм - полосы подката.
Летом объем металла разогрева выше необходимого, что также способствует нестабильности профиля подката и снижению среднего уровня чечевицы за счет перегрева бочки валка и искажения шлифовочного профиля валка. Недостаточная величина чечевицы на подкате при дальнейшей прокатке жести приводит к появлению дефекта неплоскостности типа волнистость.
При использовании предлагаемого способа разогрев валков происходит дифференцировано, в зависимости от температуры охлаждающей воды, которая зависит от времени года, что обеспечивает стабилизацию теплового профиля образующей бочки валка и соответственно профиля подката. Это повышает качество жести, снижая отсортировку по дефекту неплоскостности в среднем на 0,8%.
Формула изобретения
Способ горячей прокатки на широкополосном стане, включающий прокатку монтажной партии для разогрева рабочих валков и последующее производство подката холодного передела, отличающий с- я тем, что, с целью улучшения качества под- . ката путем стабилизации теплового профиля рабочих валков и обеспечения, требуемого поперечного сечения подката, массу С монтажной партии устанавливают
по зависимости
GI
-G,-(G,,-GO (.)«
где Gn,Gi - максимальная и минимальная массы монтажной партии (из технологического регламента),т;
ti.ti.tn - измеренная, максимальная и минимальная температуры охлаждающей воды (в зависимости от времени года),°С;
а- показатель степени (0,2 а 4 ) ).
Результаты экспериментальных прокаток на РСГП 1700 (КарМК), при использовании предлагаемого способа разогрева валков при прокатке подката для жести
Примечание.3- зимний и Л - летний периоды года; И - известный и П - предлагаемый Для условий ШСГП оптимальным является величина чечевицы на подкатке для жести 0,03-0, мм
| Способ горячей прокатки на широкополосном стане | 1988 |
|
SU1616728A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
