Изобретение относится к сварке,а именно к устройствам для сварки деталей трением.
Целью изобретения является расширение технологических возможностей.
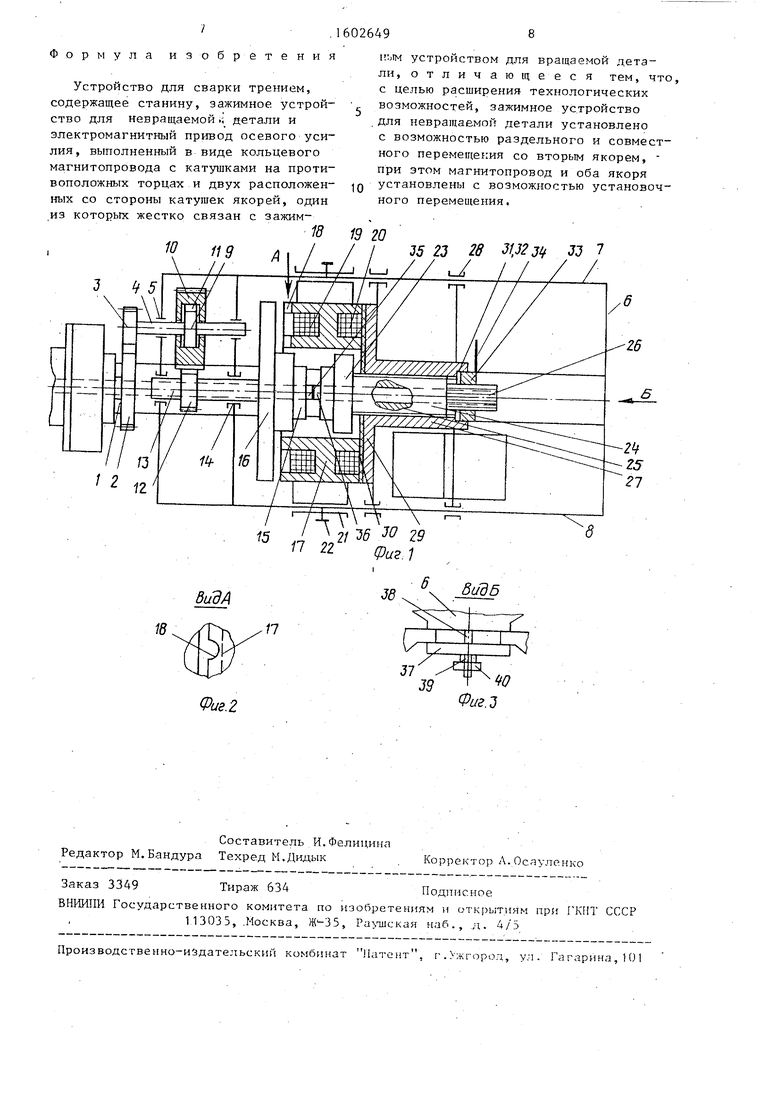
На фиг.1 изображена схема устройства для сварки трением на мокарном станке; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1.
Устройство размещено на станине токарного станка не показан, в патроне которого закрепляется полый вал 1, жестко связанный с зубчатым колесом 2, входящим в зацепление с шестерней 3, расположенной жестко на
конце вала 4, который установлен на подшипниках 5, закрепленных в раме 6, включающей заднкяо 7 и переднюю 8 скалки (фиг.1-). В средней части вала 4 размещена муфта свободного хода известного выполнения, обеспечивающая передачу крутящего момента только в одном направлении. Эта муфта содержит шестерню 9, жестко закрепленную на валу 4 и помещенную в обойму 10, имеющую на наружной поверхности зубья. Между шестерней 9 и обоймой IО помещены заклинивающие ролики 1, Обойма 10 находится з зацеплении с шестерней 12, жестко связанной с поto
С35
лым валом 13, установленным на подшипниках 14 в раме 6 с возможностью осевого перемещения. На конце вала закреплен зажим 15, жестко связанный с маховиком 16, являющимся одновременно и якорем электромагнита. Электромагнит выполнен в виде кольцевого магнитопровода 17 с радиальным пазом 18 по одной торцовой сторо не (см.фиг.2), обеспечивающим доступ инструмента для закрепления заготовки, и с кольцевыми пазами, в которые с торцов установлены катушки 19 и 20 Магнитопровод размещен посредством подшипников 21 скольжения на скалках 7 рамы 6 с возможностью осевого перемещения и стопорения фиксаторами 22. При этом с одной стороны в отверстие магнитопровода 17 coociio установлен зажим 15. С другой стороны магнитопровода 17 также соосно в его отверстие установлен зажим 23, который жестко закреплен на винте 24, выполненном со сквозным отверстием 25 и шлицами 26, расположенными на другом, конце зажима 23. Винт 24 через резьбовое соединение связан с кареткой 27, установленной с возможностью осевого перемещения на подшипниках 28 скольжения по скалкам 7 и 8, при помощи суппорта токарного станка. Со стороны зажима 23 торцовая часть каретки 27 выполнена в виде якоря 29, расположенного с возможностью взаимо- действия с магнитопроводом 17 через упругий элемент 30, установленный между ними, а на другой стороне каретки 27 выполнена кольцевая проточка 31 со шлицами 32.
В проточку 31 установлена втулка 33 с рычагом 34 и со шлицами на наружной цилиндрической поверхности, соответствующими шлицам 32 каретки 27 а также со шлицами на внутренней цилиндрической поверхности, соответствующими шлицам 26 винта 24.
В зажиме 25 закреплена заготовка 35, подлежащая вращению, а в зажиме 23 - неподвижная заготовка 36. Заго- товки 35 и 36 закреплены соосно , так как зажим 15 установлен соосно относительно зажима 23.
Рама 6 устанавливается на направ- ляющие станины токарного станка и крепится к ним посредством пластины . 37 с помощью болта 38, шайбы 39 и гайки 40 (см.фиг.3).
, ю |5 , 20 25 ЗО 35 Q
45
50
55
В качестве привода установочного перемещения каретки 27 с якорем 29 и зажимом 23 в описанном варианте устройства использован привод продоль ного перемещения суппорта токарного станка (не показан).
Устройство работает следующим образом.
В патроне токарного станка закрепляется колесо 2 с валом 1. На станине устанавливается рама 6, закрепляется гайкой 40 так, чтобы оси зажимов 15 и 23 совпадали, при этом ко-; лесо 2 входит в зацепление с тестер- , ней 3, а суппорт оказывается расположенным кареткой 27 и передней скалкой 8. Затем производится установка и закрепление заготовок 35 и 36 в следующей последовательности. Вначале перемещается вправо каретка 27 при помощи суппорта, затем вал 13 с расположенными на нем деталями перемещается влево. Перемещение вращающегося зажима влево при установке свариваемой детали осутцествляется вручную, также допускается использование рычага (инструмента), конец которого устанавливается в паз 18 на магни- топроводе 17. При необходимости перемещение вращающегося зажима влево может осуществляться вывинчиванием винта 24 сразу же после сварки или посредством суппорта в такой последовательности: после сварки заготовок в зажиме 15 освобождается заготовка 35, затем на определенную величину суппортом каретка 27 перемещается вправо имеете со сваренными заготовками, после этого зажимается в зажиме 15 заготовка 35 и суппортом перемещается влево вместе с кареткой
27 вращающийся зажим. I
В зажим 15 устанавливается заготовка 35 и закрепляется инструментом через радиальный паз 18 в магнитопрово- де 17, осевым перемещением которого по скалкам 7 и 8 устанавливается рабочий зазор между маховиком 16 и магнитопроводом 17. Затем магнитопровод 17 стопорится фиксатором 22, Втулка 33 выводится из проточки 31 и вращением ее за рычаг 34 вывинчивают винт 24, при этом зажим 23 перемещается вправо. Заготовка 36 закрепляется в з-ажим 23. Затем каретка 27 приводом суппорта перемещается влево до соприкосновения якоря 29 через
упругий элемент 30 с магнитопроводом 17. Вращением втулки 33 за рычаг 34 производят ввинчивание винта 24 до соприкосновения заготовок 35 и 36, после чего втулка 33 по шлицам вводися в проточку 31, тем самым осуществляется надежное фиксирование зажима 23.
Далее включается привод вращения патрона токарного станка и маховик 16 вместе с деталями, расположенными на валу 13, начинает раскручиваться до заданного числа оборотов, которое определяется установлением соответствующей рабочей скорости в приводе токарного станка с учетом повышающей передачи: обойма 10 - шестерня 12..
Передача крутящего момента на маховик 16 осуществляется через вал 1, зубчатое колесо 2, шестерню 3, вал 4 с закрепленной на нем шестерней 9. При вращении шестерни 9 ролики 11 закатываются в узкую часть паза между внутренней поверхностью обоймы 10 и поверхностью шестерни 9 благодаря этому становится возможной передача крутящего момента через зубчатое зацепление обоймы 10 и шестерни 12 на вал 13 с установленным на нем маховиком 16.
После раскручивания маховика 16 привод вращения патрона отключается. Маховик со всеми деталями, расположенными на валу 13, и шестерней 12 продолжает вращаться по инерции. Ролики 11 выходят 3 широкую часть упомянутого паза между поверхностями обоймы 10 и шестерни 9 и поэтому вал 4, связанный через колесо 2 и шестерню 3, и вал 1 с патроном прекращают вращение, не влияя на вращение маховика 16.
Подается ток на катушки 19 и 20, в результате возникают электромагнитные силы, от действия которых к магни- топроводу 17 притягиваются маховик 16 и якорь 29, создавая осевое усилие на стыке заготовок 35 и 36. Относительное вращение заготовок 35 и 36 и их сжатие обеспечивают нагрев заготовок 35 и 36 до пластического состояния в зоне стыка, пластическую деформацию и сварку. Однако относительное вращение прекращается возникающим моментом сопротивления в процессе сварки, остановки выключается ток и вынимаются сваренные заготовки 35
и 36. Для этого вначале в зажиме 15 инструментом через паз 18 в магнито- проводе 17 освобождается один конец
2 сварного соединения. Затем приводом перемещения суппорта каретка 27 перемещается вправо так, чтобы магнито- провод 17 не мешал освобождать из зажима 23 другой конец сварного соедине0 ния. В освободившиеся зажимы 15 и 23 устанавливаются новые заготовки и процесс сварки повторяется,
I
Суммарное осевое перемещение маховика 16 и якоря 29 равно осадке заготовок. При сварке действующее осевое усилие на заготовки 35 и 36 измейяется нелинейно в зависимости от рабочего зазора, который складывается из перемещения маховика 16 и. якоря 29, где перемещение якоря 29 определяется жесткостью упругого элемента 30, При этом упругий элемент 30 исключает прилипание к маг- нитопроводу 17 якоря 29. Максималь- ное осевое усилие создается при относительном равенстве величины перемещения якоря 29 и маховика 16,
При сварке длинномерных, заготовок последние устанав.титнаются в зажим 15 с использованием отверстий в шпиндельном узле токарного станка, в валах i
- с использовани5
0
5
0
5
и 13, а в зажим 23 ем отверстия 25.
Таким образом, предлагаемое устройство позволяет: существенно увеличить осевое усилие, так как электромагнитные силы изменяются нелиней-но
, а осадка заготовок 35 и 36 при
сварке суммируется из перемещений двух, не связанных между собой, расположенных по обе стороны стыка якорей, от чего рабочий зазор каждого из них можно уменьшить (при величине осадки, равной сумме зазоров, осевые усилия, развиваемые описанным устройством, будут значительно больше,
чем в прототипе); увеличить габариты закрепляемых в зажимах заготовок 35 и 36 в связи с наличием сквозных отверстий в шпиндельном узле и задней бабке; увеличить частоту вращения
вращающейся заготовки за счет того, что передача крутящего момента заготовок осуществляется через зубчатые ередачи 2,3,11,12, связьшающие зажим 15 с приводом токарного станка.
8 19 20 Щ 119 А / / I 5 23 26 31,323if JJ 7
//11 ц/-41ЛЬ // I / / /
15 ; / 0 29 2 ,j
ВадА
18
/7
Фиг.2
39 Фиг.Ъ
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Станок для намотки якорей электрических машин | 1977 |
|
SU736280A1 |
| Токарный станок для одновременной обработки концов труб и валов | 1990 |
|
SU1798038A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| Устройство для установки клиньев в пазы якорей электрических машин | 1982 |
|
SU1072194A1 |
Изобретение относится к устройствам для сварки трением. Цель изобретения - расширение технологических возможностей устройства. Устройство содержит станину и электромагнитный привод осевого усилия, выполненный в виде кольцевого магнитопровода с катушками на противоположных торцах и двух расположенных со стороны катушек якорей. Один из якорей жестко связан с зажимом для вращаемой детали. Зажимное устройство для невращаемой детали установлено с возможностью раздельного и совместного перемещения с другим якорем. Магнитопровод и оба якоря установлены с возможностью установочного осевого перемещения. Размещение электромагнитов по обе стороны стыка дает возможность уменьшить рабочие зазоры между магнитопроводом и каждым из якорей и при суммарной величине зазоров, равной величине осадки, развивать значительные осевые усилия. 3 ил.
| Дыскин В.И | |||
| и др | |||
| Приспособление для сварки трением к токарному станку | |||
| - Сварочное производство, 1983, № 6, с.36 | |||
| Машина для сварки трением | 1980 |
|
SU893468A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
