Г,-.
Изобретение относится к автоматизации технологии2СКИХ процессов в ма- шин&строении и может найти применение при загрузке деталей типа эксцент- оичкьж втулок э технологическое оборудование „
Делью мэобратеяия является повышение ;; очности ориентации при загр-уз- ке деталей,типа эксцентричных втулок путем приведения их з состояние устойчивого, равновесия о
- ч j
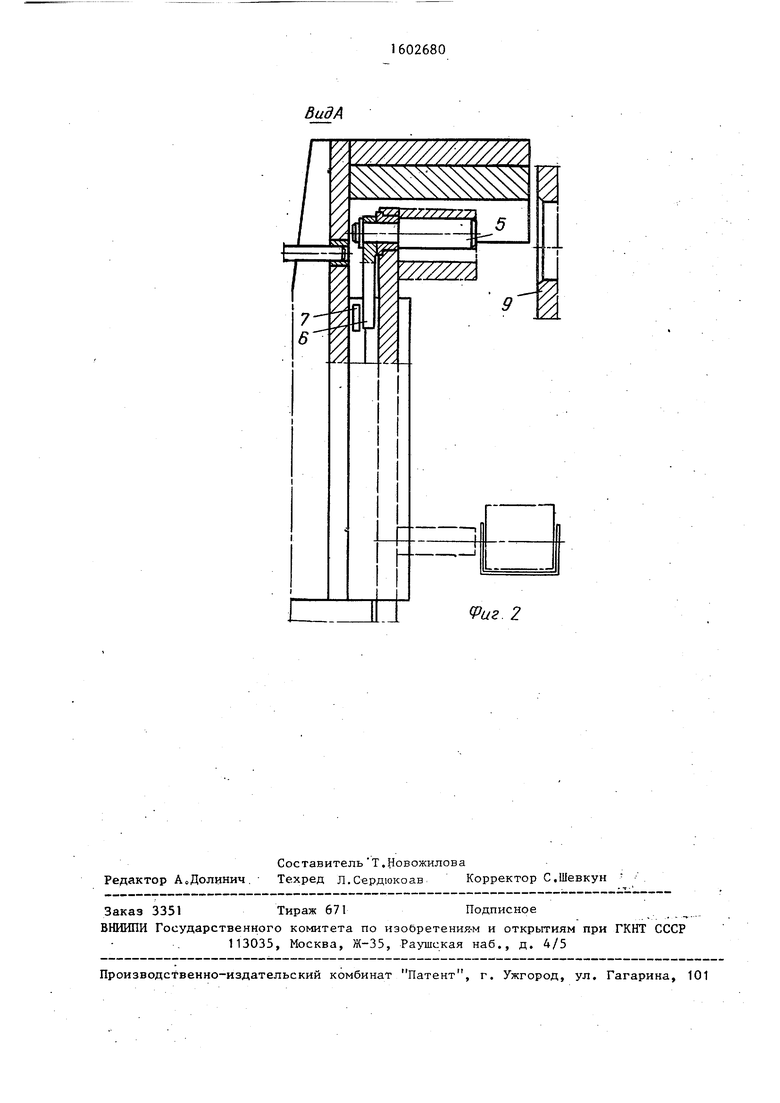
па фа;г„г изображено устройство| иа фиг „ .:. - Б ид А на фиг „ 1 „
Устройство для ориентированной за- грузки cccTOidT Hs основания Ij подающего лотка 2, ириьмника 3; ползуна 4 со штьфйБым захватом 5 на хвостовике которого закреплен рьгчаг 6 с роликом /., взаи140:: ;с:1ству С1Щим с копиром 8, закредленныг. иа основании 1 „ Профиль копира позволяет отклонить рычаг 6, т„е„ повернуть захват 5 в процессе перемещения ползуна 4 несколько раз в обе стороны на кекоторый угол В верхней частя копир 8 имеет прямолинейную форму
Приемник J л-1меет форму призмы,, о6ра14емной к ;j.r;-:j;j -:30My aaxBai y 5, Линии контакта детакл з гфизке располо- жены на гориь глтальяой оси захвата 5;, ,,а, ра кйсенк на наибольшее допус :f v;:.:oe раесто.шие. Для переталкивания де 2 а, со штырен ого захвата в станоч-™ все прйсйосоолание 9 на основании размещень л-оге атели 10 с приводом пе ремещенкя (нз показан),
работает следующим обратятся по лот- ,- 40
-icxo.i: HOM ПС лежаний
находится в нигкнем 3 отверстия детали
- J :-:) i. Деталь при пцаля -..л Ь показан) перетал- дг ; лотка на :saxaaTj, после i 4 пер -гмепшетсл вверх до
35
упора детали
пркЕму грнемника 3,
По пути перемещения ползуна ролик 7 взаимодействует с копиром 8 и через рычаг 6 поворачивает захват 5 резкими толчками в обе стороны на небольшой угол В конце подема копир имеет прямолинейную форму и штыревой захват неподвижен,
В результате колебаний штыревого захвата и действия силы тяжести деталь преодолевает силы трения и утанавливается на штыревом захвате в однозначном положении устойчивого равновесия, чем достигается ее точная ориентацияс
В верхнем положении ползуна захват прижимает деталь к призме, затем толкатели 10 переталкивают ее в базовое отверстие станочного приспособления 9, где деталь автоматически зажимается.
После зажима детали все элементы устройства занимают исходное положение ,
Форму
ла изобретен и- я
1« Устройство для ориентированной загрузки деталей типа втулок, содержащее основание, подающий лоток и ползун со штыревьгм захватом для передачи деталей в приемник, отличающееся тем, что, с целью
повышения точности ориентации прИ загрузке деталей типа эксцентричных втулок5 оно снабжено копиром непо- двизгшо закрепленным на основании, и рычагом, имеющим на конце ролик и установленным на хвостовике штыревого захвата с возможностью совместного с ним поворота и взаимодействия через ролик с копиромо
2, Устройство по п, Ij о т л и.- чающееся тем что приемник вьтолнен в виде обращенной к штыревому захвату призмы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи деталей к параллельно работающим станкам | 1988 |
|
SU1537477A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Роторный питатель | 1983 |
|
SU1079402A1 |
| Загрузочное устройство круглых ступенчатых деталей | 1990 |
|
SU1815135A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Элеваторное бункерное загрузочное устройство | 1980 |
|
SU874307A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ РЕЗЬБОВЫХ ДЕТАЛЕЙ | 1967 |
|
SU200145A1 |
| Загрузочное устройство транспортного ротора | 1990 |
|
SU1717310A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Загрузочное устройство | 1991 |
|
SU1815134A1 |
Изобретение относится к автоматизации технологических процессов в машиностроении и может найти применение при загрузке деталей типа эксцентричных втулок в технологическое оборудование. Цель изобретения - повышение точности ориентации при загрузке деталей, типа эксцентричных втулок путем приведения их в состояние устойчивого равновесия. Детали 11, перемещающиеся по подающему лотку 2, толкателем переталкиваются на штыревой захват 5 ползуна 4, который переносит их до упора в призму приемника 3. По пути перемещения ползуна ролик 7 рычага 6, закрепленного на хвостовике штыревого захвата 5, взаимодействует с копиром 8, закрепленным на основании 1, и через рычаг 6 поворачивает захват 5. В результате колебаний штыревого захвата 5 и действия силы тяжести деталь устанавливается на захвате в положении устойчивого равновесия, чем достигается ее точная ориентация. В верхнем положении толкатели 10 подают деталь в станочное приспособление. 1 з.п.ф-лы, 2 ил.
| Камышный Н.Ио Автоматизация загрузки станков М, 1977, с | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
