1
Изобретение относипся ,к актас троению, станкостроению, машиностроению и др. отраслям техники, овязайньш с ооработкой деталей на автоматических линиях.
пэвестны автолгатичеюкие линии для об1рабо11ки деталей типа картеров ведущ.их мостав а.вто|МОбилей, содержащие штайговый транспортер с подвижньпми и непо1Ц.виж1НЫ1М,и штанга ми и агрегатные (Стаики с базирующими элемента1М.и под обра-батываемую деталь.
ь целью сохрайейия едивопва баз при трансоортирОВке и обработке деталей базирующие элементы .расположены накрест по oiOe сторОИы от продольной oiCH детали, а тран-спортер снабжен двумя Д0|1юлнительны.ми щтангами, пере|Мещае1МЫ1МИ в нроти1В01ПОложных направлениях.
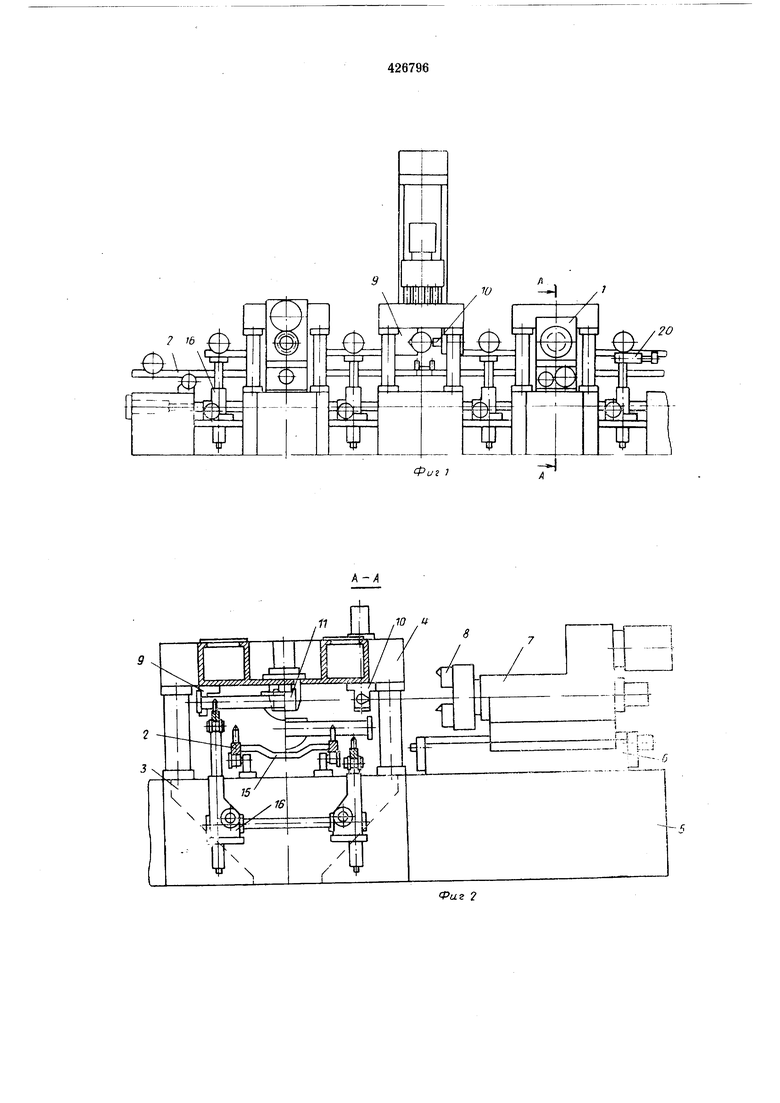
На фиг. 1 -.изображена предлагаемая автоматическая линия, вид сбоку; на фиг. 2 - разрез по А - А на фиг. 1; на фиг. 3 - зажи|М(Ное приооособление агрегатного .станка с закрепленной в нем деталью, вид сверху; на фиг. 4 - то же., вид сбоку.
Автоматическая линия содерж.ит агрегатные станки 1, связанные между собой щтанГОВЫ1М TipaHiQnopTepoM 2. Каждый агрегатный станок автоматической линии состоит ЕЗ среднего оенования 3 с Приопособлейиям.ипорталамИ 4, боковых при1ата вок 5 с силощыiM.H столами 6 и силовыми бабка-ми 7, иесуЩИ1МИ режущий инструмент 8. К порталам крепятся базирующие призмы 9, зажимные механизмы 10 и центрирующая М. Штанги 12 и 13 транспортера 2 ра1С1Поло1же,ны под яо|рталами 4 стаикав. Ложементы 14, неподвижно закрепленные на штангах 12 и 13 установлены попарно на расстоянии, равном шагу транспортера и предназначены для удержания картеров от смехцеяил и разворота. Штанги 12 и 13 жестко связаны между собой стяж1ками 16.
Между станками 1 установлены подъемники 16, которые имеют штанги 17 и 18, снабженные лОЖементами 19. Подъемники 16 предназначены для подъем.а обрабатываемые деталей со штанг 12 и 13 Т1ранс1портера 2.
Базирующие нри13|мы 9 и зажимные мех-анизмы 10 на порталах 4 у стана1вли1вают1оя накрест по отношению к оси центрирующей головки lil. Ложаменты 14 на щтангах 12 и 13 располагают под углом а к продольной оси станков. У|ГО|Л а выбирают из условия проходимости фланцев картера между призмами 9 и зажимными механизмами 10 при подъеме и опускании картера в зависимости от величины I и /i (фиг. 3 и 4), где /-inejpeмещение детали три ее развороте; li-зазоры, между деталью, призмами и зажимными механиЗ|Мам1И.
Деталь загружается на штанги 12 и. 13 транспортера 2 так, чтобы прямоугольное сечение балки обрабатываам.ого картера оказалось между дв1у1М1Я неподвижно закрепленными на каждой Ш|Та1Н ге люжаментами 14, которые удерживают картер от смещения и разворота (Вокруг его оси,. П.о|сле этопа транюпортер юавершает ход на оди(н шаг, и обрабатываемые детали оказываютюя под порталами 4 стаиков. При по,мощ1И подъемников 16 штангами 17 и 18 детали начинают поднима.тыся. Штанги 12 и ИЗ оста.Ю:Пся ненюдвижНЫ1МИ. При подъеме детали, вььходят н;з ложем&нтав 14 штанг 1Й и 13 и у1дерЖ1И)вают1ся ложементами 19 штанг 17 и 18, а отверсти е обрабатьиваемюй детали фи1ксируеТ1Ся центрирующей ГОЛО К|0|Й 11.
После тогОц как де|таль поднята на, заданную (величину, ПОД дейстгвием лидроцилиндра 20 (фиг. 1) ,ш,тан1ли 17 и 1в на(Ч1ина.ю,т перемешаться в противояоложные стороны, поворачн|вая ложементами 19 деталь вокруг оси центрирующей голоики М до унора в базирующие элементы при,эм 9. Далее деталь заж имается Мбхани 31ма)ми 10, а :Ш1та-нпи Ii2 .и 13 воз1врашают1оя на один шат назад для запрузкй. Во время загрузски линии на агрегатных станках 1 идет меха|ническая обработка. По окон-чаним обработки проИ1СхоД|Ит разЖ1И,м детали, разворот и опускание ее на шт.анги 12 и 13 транспортера 2, и цикл работы линии повторяв пся.
Предмет и з о-б р е т е н и я
Автоматическая линия для 0|б|ра1ботки деталей типа картеров ведущих мостов автомобилей, содержащая штанговый транспортер
и связанные им агрегатные станки с базирующими элемента1ми под обра1баты1ваемую деталь, отличающаяся тем, чтО, с целью сохранения единства баз при транспортировке и абработ1ке деталей, базирующие элементы расположены накрест но обе стороны ог продольной оси, детали, а транспортер снабжен двумя доиолнителыньши штангами, перемещаемыми в проти1во(полож)ных нанравле(НИЯХ.
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки деталей типа картеров ведущих мостов автомобилей | 1987 |
|
SU1602696A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕССПУТНИКОВОГО ТИПА | 1970 |
|
SU284570A1 |
| Автоматическая линия для механической обработки деталей типа картеров ведущих мостов автомобилей | 1983 |
|
SU1117192A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕССПУТНИКОВОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КАРТЕРОВ ВЕДУЩИХ МОСТОВ АВТОМОБИЛЕЙ | 1966 |
|
SU222847A1 |
| Автоматическая линия | 1984 |
|
SU1161312A1 |
| Автоматическая линия бесспутниковогоТипА для МЕХАНичЕСКОй ОбРАбОТКи дЕТАлЕйТипА KAPTEPOB ВЕдущиХ МОСТОВАВТОМОбилЕй | 1979 |
|
SU831543A2 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Автоматическая линия бесспутникового типа для механической обработки деталей типа картеров ведущих мостов автомобилей | 1977 |
|
SU738836A2 |
| Автоматическая линия | 1976 |
|
SU603562A1 |
| Агрегатный станок | 1980 |
|
SU921786A1 |

Фиг t
