Фиг. 2
Изобретение относится к технологии оптического производства, в частности к процессам изготовления алмазного шлифовального инструмента на плоскошлифовальных станках на операциях грубого и среднего шлифования плоских и сферических поверхностей, и может быть использовано в оптико-механической, электронной, радиотехнической и приборостроительной промышленности при изготовлении деталей из оптического технического стекла, кварца, гранита и керамики.
Цель изобретения - повышение износостойкости инструмента.
На фиг. 1 представлен абразивный инструмент, общий вид в поперечном сечении; на фиг. 2 - установка алмазоносного элемента в виде пластин или таблетки на выступ корпуса.
Абразивный инструмент включает корпус 1 с прямоугольным в сечении выступом 2. Алмазоносные элементы 3 в виде таблеток или пластин размещены на выступе 2 в слое связки 4. Ширину выступа а определяют из формулы а (0,3-0,8)d, где d - диаметр или ширина алмазоносного элемента. При выполнении выступа величину его высоты целесообразно выбирать в пределах 5-10 мм,
Выполнение выступа и размещение на нем алмазоносных элементов позволяет образовать с обеих сторон выступа выточки, заполненные материалом связки. Эта дополнительная толщина слоя связки обеспечивает необходимую прочность удержания алмазоносных элементов на последней стадии их работы. Выполнение выступа с указанной шириной обеспечивает
механическую целостность слоя связки, а следовательно, и полный износ элементов. Ширина выступа менее 0,3d не обеспечивает устойчивого положения элемента на нем и может привести к смещению элемента.
Ширина выступа более 0,8d приводит к уменьшению размеров выточки настолько, что они не выполняют своей функции по удержанию элементов.
Использование изобретения позволит
увеличить ресурс работы инструмента за счет создания условий по удержанию алмазоносных элементов в слое связки на последней стадии их использования и тем самым повысить износостойкость инструмента.
Формула изобретения
Абразивный инструмент, выполненный в виде корпуса с закрепленными в нем с помощью связки алмазоносными элементами, отличающийся тем,что, с целью повышения износостойкости инструмента, на корпусе выполнены выступы, на которых установлены алмазоносные элементы, при этом ширина выступа а выбрана по формуле а (0,3-0,8)d, где d - диаметр или ширина алмазоносного элемента.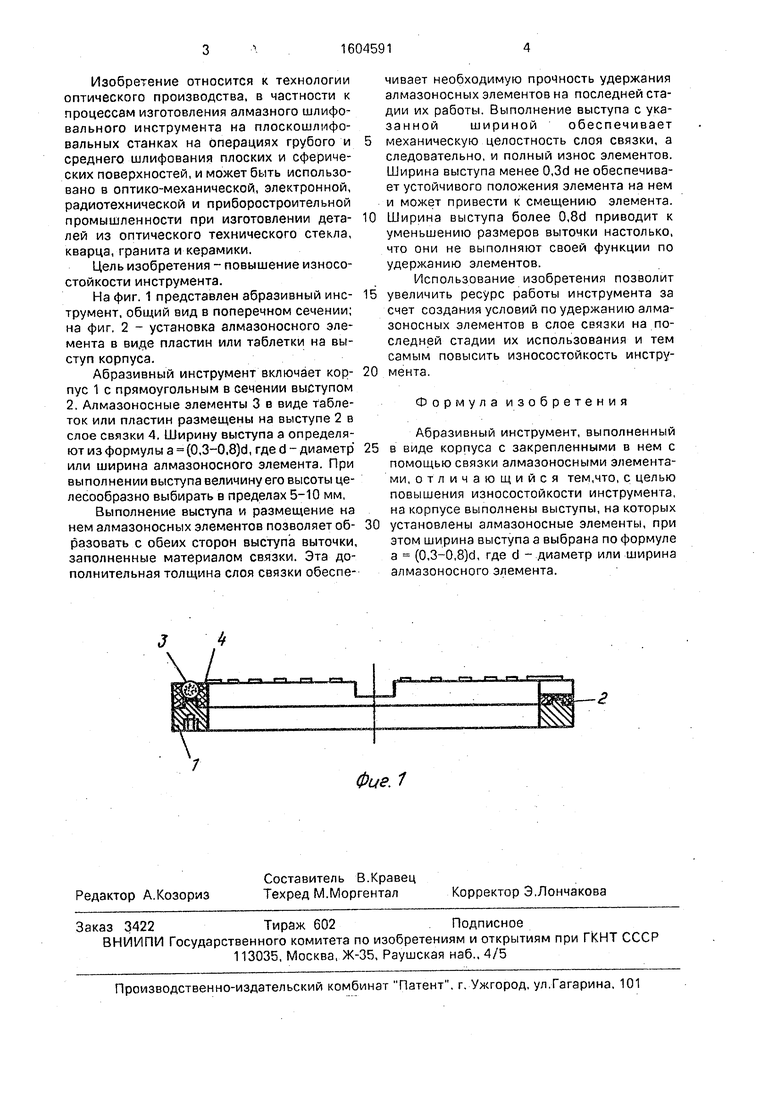
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцевой шлифовальный круг | 1978 |
|
SU688323A1 |
| АБРАЗИВНЫЙ ФАСОННЫЙ ИНСТРУМЕНТ | 1992 |
|
RU2049657C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧЕЙ ПОВЕРХНОСТИ АЛМАЗНОГО КРУГА ФОРМЫ 6А2 | 2005 |
|
RU2313437C2 |
| Абразивный торцовой инструмент | 1985 |
|
SU1311921A1 |
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ изготовления алмазного сверла малого диаметра | 1982 |
|
SU1060343A1 |
| Способ обработки плоских поверхностей оптических деталей | 1985 |
|
SU1237387A1 |
| Шлифовальный инструмент | 1990 |
|
SU1781022A1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
Изобретение относится к технологии оптического производства, в частности к процессу изготовления алмазного инструмента для шлифования на плоскошлифовальных станках на операциях глубокого и среднего шлифования плоских и сферических поверхностей. Изобретение может быть использовано в оптико-механической, электронной, радиотехнической и приборостроительной промышленности. Целью изобретения является повышение износостойкости. На поверхности корпуса 1 инструмента в месте сопряжения с алмазоносными элементами 3 выполнен выступ шириной A=(0,3-0,8)D, где D - диаметр или ширина алмазоносного элемента. Это позволяет увеличить толщину слоя связки и тем самым исключить деформацию ее на последней ступени срабатывания алмазоносных элементов. 2 ил.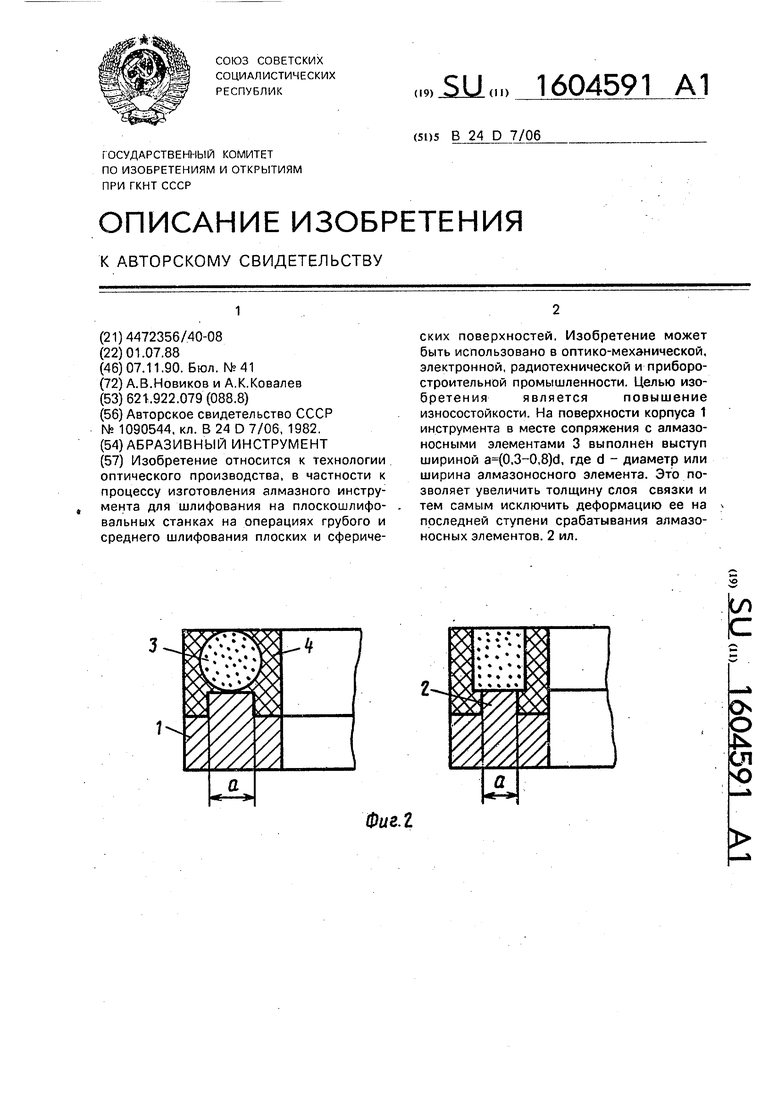
| Способ изготовления абразивно-алмазного инструмента | 1982 |
|
SU1090544A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
