Изобретение относится к области сварки, а именно к устройствам для подачи проволоки к машине точечной контактной сварки сеток для изготовления арматурных сеток.
Цель изобретения - расширение технологических возможностей и повышение производительности путем снижения времени регулировки шага подачи проволоки в широком диапазоне размеров и обеспечение приготовления сетки с чередующимся шагом поперечных стержней.
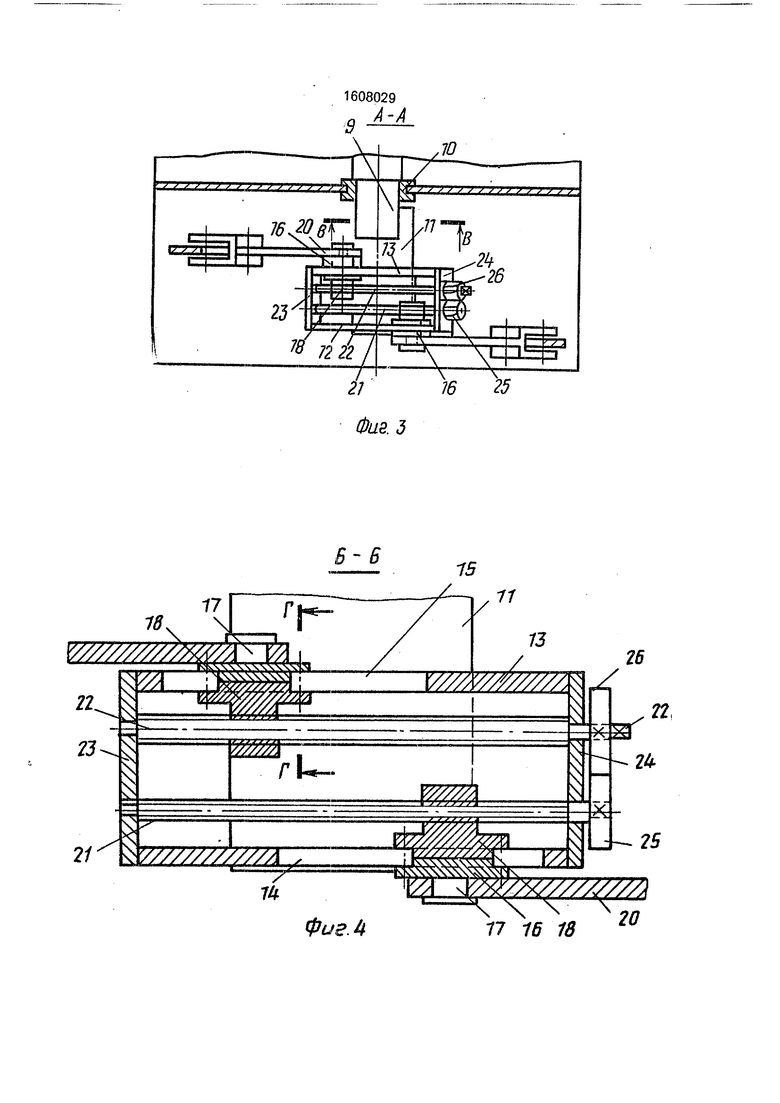
На фиг. 1 дано устройство, рычаги разведены, общий вид в продольном сечении; на фиг. 2 - то же, рычаги сведены; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 - сечение В-В на фиг. 3; на фиг. 6 - сечение Г-Г на фиг. 4; на фиг. 7 - пример выполнения сетки с чередующимся шагом поперечных стержней; на фиг. 8 - регулировка величин подачи проволоки для сетки с чередующимся шагом поперечных стержней; на фиг. 9 - сетка с постоянным большим шагом поперечных стержней; на фиг. 10 - сетка с постоянным малым шагом поперечных стержней; на фиг. 11 - сетка с попеременным шагом; на фиг. 12 - двухветвевой каркас.
На станине 1 с помощью проушин 2 и 3 установлены качающиеся рычаги 4 и 5, связанные верхними концами с каретками 6 и 7, оснащенными тянущими цангами (условно не показаны) для перемещения проволоки В в направлении, показанном стрелкой (фиг. 1, 2). Приводной вал 9 смонтирован на станине 1 с помощью подшипников 10 (привод вала условно не показан). На торце вала 9 с помощью крбнштейна 11 смонтирован механизм синхронного и индивидуального перемеш,ения кривошипов, который представляет собой закрепленные перпендикулярно валу пластины 12 и 13 с диаметрально валу 9 расположенными пазами 14 и 15, в которых размещены ползуны 16 с закрепленными на них кривошипами 17. Гайки 18 связаны с ползунами 1 б с помощью стяжных болтов 19, фиксирующих ползуны с гайками на пластинах 12 и 13. Шатуны 20 шарнирно связаны со средними частями рычагов 4 и 5, а противоположными концами - с кривошипами 17. Регулировочные винты 21 и 22 смонтированы с еозможностью свободного вращения в пластинах 23 и 24, связывающих по торцам пластины 12 и 13. В средних частях винты 21 и 22 размещены в гайках 18 и взаимодействуют с ними. На выходящих за пластину 24 концах винтов 21 и 22 закреплены входящие друг с другом в зацепление зубчатые колеса 25 и 26, причем колесо 26 быстросъемное. Конец винта 22,
выходящий за колесо 26, выполнено под ключ. На пластинах 12 и 13 в зоне пазов 14 и 15 нанесены деления с цифровыми обозначениями соответствующих величин подач проволоки.
В процессе регулировки путем перемещения только одной гайки 18 винтом 22 при снятом зубчатом колесе 26 устанавливают одинаковые (фиг. 4) или разные (фиг. 8) рас- 0 стояния кривошипов 17 от оси вала 9 для выполнения соответственно сетки с постоянным и переменным или чередующимся (фиг. 7) шагом поперечных стержней, т. е. с постоянным или чередующимся шагом по- 5 дачи проволоки.
При выполнении сеток только с постоянным шагом поперечных стержней (с постоянным шагом подачи проволоки) шаг подачи проволоки регулируется без снятия 0 зубчатого колеса 26, так как при вращении ключом винта 22 винт 21 вращается в другую сторону и гайки 18 с ползунами 16 и кривошипами 17 сходятся или расходятся симметрично (вертикально). Это обеспечивает 5 быструю регулировку шага подачи проволоки в широком диапазоне - от нуля до максимума.
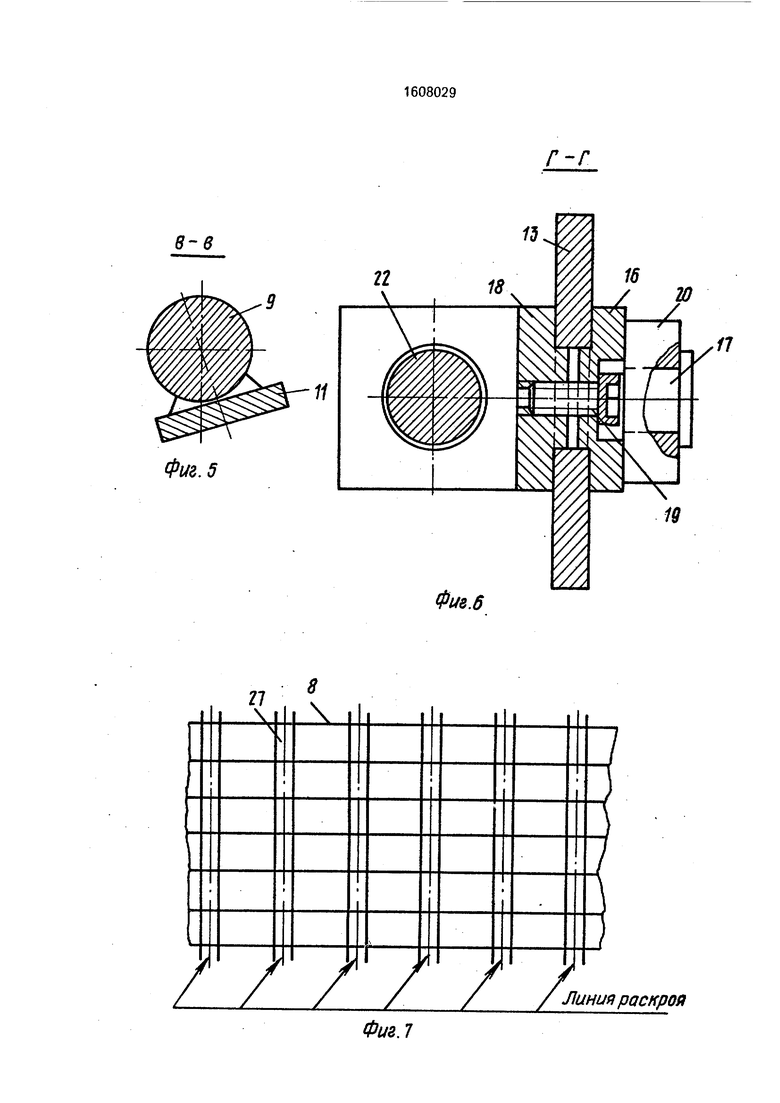
В процессе работы одностороннее (зкс- центричное) расположение связующей пла- 0 стины 11 позволяет ей не контактировать с шатуном 20, обращенным внутрь (к торцу вала 9) при угловой амплитуде поворотов вала до 180°.
При выполнении сетки с постоянным 5 большим шагом (фиг. 9) сварку поперечного прутка 27 с проволоками 8 производят после перевода рычагов 4 и 5 из положения, показанного на фиг. 1, в положение, показанное на фиг. 3, и обратно. 40 При выполнении сетки с постоянным малым шагом (фиг. 10) сварку производят после каждого перемещения рычагов 4 и 5. При выполнении сетки с переменным шагом (фиг. 11) часть сетки выполняют в режиме 45 большого шага, а часть - в режиме малого. При выполнении сеток с чередующимся шагом (фиг. 7) сварку производят после каждого перемещения рычагов 4 и 5. В данном случае при перемещении рычагов из поло- 50 жения, показанного на фиг. 1, в положение, показанное на фиг. 3, подача проволок 8 производится на величину h (малый шаг), а при возвращении рычагов в исходное положение (фиг. 1) - на величину 12 (большой 55 шаг).
Выполнение сеток с чередующимся шагом нужно для производительного изготовления двухветвевых каркасов (фиг. 12), получаемых при раскрое такой сетки в процессе ее изготовления.
Регулировка шага подачи проволоки в предложенном устройстве исключает необходимость в изменении хода силового цилиндра (привод поворота вала 9 не показан), что сохраняет синусоидальный характер изменения скоростей перемещения кареток с цангами, т.е. снижение до минимума динамических нагрузок, определяющих долговечность устройства.
Таким образом, обеспечивается приготовление сетки с чередующимся шагом по- перечнцх стержней, т. е. расширяются технологические возможности устройства, а также повышается производительность за счет снижения времени регулировки шага подачи проволоки в широком диапазоне.
Ф о р м у л а и 3 о б р е т е н и я 1. Устройство для подачи проволоки к машине точечной контактной сварки сеток, содержащее станину, два шарнирно связанные со станиной рычага с полыми корпусами, оснащенными тянущими цангами, приводной вал, смонтированный на станине между рычагами и связанный с рычагами посредством кривошипов и шатунов, отличающееся тем, что, с целью расши- рен ия технологических возможностей и по-7 Г7
вышения производительности путем снижения времени регулировки шага подачи проволоки в широком диапазоне размеров и обеспечения изготовления сетки с чередующимся шагом поперечных стержней, устройство снабжено механизмом синхронного и индивидуального перемещения кривошипов относительно оси вала в плоскости, перпендикулярной его оси.
2. Устройство поп. 1, отл ич а ющее- с я тем, что механизм перемещения выполнен в виде корпуса, снабженного регулирующими винтами, на боковых сторонах корпуса, перпендикулярных приводному валу, выполнены пазы, в которых установлены ползуны, а кривошипы закреплены на ползунах, снабженных гайками, установленными с возможностью взаимодействия с регулировочными винтами.
3, Устройство по пп. 1 и 2, отличающееся тем, что, с целью обеспечения синхронного перемещения кривошипов, регулировочные винты кинематически связаны между собой.
4. Устройство по пп. 1-3, отличающееся тем, что регулировочные винты установлены с возможностью индивидуального перемещения.
Фиг. 2
.70

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| Машина для изготовления сварных сеток | 1970 |
|
SU446122A3 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
| Машина для контактной точечной сварки проволочных сеток | 1986 |
|
SU1355406A1 |
| Рычажный пресс для тиснения | 1991 |
|
SU1802797A3 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |


Изобретение относится к сварке, а именно к устройствам для подачи проволоки к машине точечной контактной сварки сеток. Цель изобретения - расширение технологических возможностей и повышение производительности путем снижения времени регулировки шага подачи проволоки в широком диапазоне размеров и обеспечение изготовления сетки с чередующимся шагом поперечных стержней. На станине 1 с помощью проушин 2 и 3 установлены рычаги 4 и 5, связанные верхними концами с каретками 6 и 7, оснащенными тянущими цангами для перемещения проволоки 8. Приводной вал смонтирован на станине 1. На торце вала с помощью кронштейна 11 смонтирован механизм синхронного и индивидуального перемещения кривошипов, который представляет собой закрепленные перпендикулярно валу пластины 12 с пазами 14, в которых размещены ползуны. Шатуны 20 шарнирно связаны со средними частями рычагов 4 и 5, а противоположными концами - с кривошипами. Регулировочные винты 22 смонтированы с возможностью вращения. На них закреплены входящие друг с другом в зацепление зубчатые колеса 25. В процессе регулирования с помощью винтов 22 устанавливают одинаковые или разные расстояния кривошипов от оси вала для выполнения соответственно сетки с постоянным и переменным или чередующимся шагом поперечных стержней. При синхронном перемещении кривошипов обеспечивается постоянный шаг поперечных стержней. При индивидуальном перемещении кривошипов обеспечивается чередующийся шаг поперечных стержней. Таким образом расширяются технологические возможности устройства и снижается время регулирования шага подачи проволоки. 3 з.п. ф-лы, 12 ил.
т
S 72 Л
/;}б V
Фид. д
5-6
21
фиг. 4
/п
26
20 17 16 18
в-в
Фиг. 5
27
8 А
Г Г
19
Фие.б
/ / ZАЛ
ЛинийpocKfloe
Фиг.7
Фи2.9
фиг. 11
сриг. 12
