Изобретение относится к технологическому оборудовангао и южет быть использовано в инстрлпчен , шьном ni-io-- изводстве.
Целью изобретения является новы- гление производительности :ш счет оснащения устройства двум i pa6o4HNrii позициями и .возможности г: , перена- ладки под рсзличные типоразмеры фрез, а также качества сборки за счет возможности разме11 ;ения всех но- жей в одной плоскости.
На чертеже изображено предлагаемо Устройство о
Устройство для разборки фрез со вставленными ножами содержит основание 1 с регу;-1 груемыми упорами 2 и 3 каретки 4 и 5 с приводным-и пневмо- цилиндрами 6 и 7, а также прессующие .1-шстру 1енты -{уансоны 8 и 9 с при- зоднь:(ми гидроздклиндрами 10 и 11.
На каретках 4 и 5 размео ены оправки соответстгенно 12 и 13 с храповы-- ми механизмами 14 и 15 шагового поворота оправок 12 и 13 и пневмоцилинц- ры 16 и 17 осевого перемещения опра-- зок i 2 и 13 о Храповые механимзы 14 и 15 ;-меют привод в виде ппевмоцилкн ров 8 и с винтами 20 и 21 регули ровки хода их поршней. Оправка 12 в сочетании с пуансоном образуют пози- пдю А разборки Фрез, а оправка 13 в сочетании с пуансоном 9 образуют позицию Б сборки фрез,, которая дополни ;Тельно снабжена закрепленным на основании 1 шаблоном 22 и: Г-образным пол зунок 23 с приводным пневмоцилинд- ром 24,
Устройство работает сл:едующим образом.
На ПОЗР1ЦИК А в исходнск положении каретка 4 смещена влево, а оправка пневмоци-пиндра 16 поднята,, После тановки на нее фрезы 25 оправка 12
опускается.;, фиксируя фрезу 25 g а ка-ретка
Д
перемещается впраБо до упора 2j предварительно -отрегулированно-- г-о на определенный типоразмер фрез „ Затем храповым меха яизмом 14 фреза 2.5 повопачивае-тся нг.. шаг так, чтобы пуансон 8 был сор:иекгирован отв:оси- тельно- клина ножа 26,; Шаг поворота фрезы 25 предварительно регулируется винтo s 20 пневмоцилиндра 18, Да. пуансоном 3 осуществляется пос:гедова-- тельная выпрессовка клиньев у всех ножей 26 при шаговом повороте фрезы 25 о После этого каре ка 4 возвраща
0
О
5
5
0
5
0
5
ется в исходное положение, оправка 12 поднимается, и разобранная фреза. 25 снимается с оправки 12. На лози- ции К собираемая фр.аза 27 со вставленными предварительно в пазы ножами 28 и клиньями устанавливается на поднятую оправку 13, после чего оправка 13 опускается, и каретка 5 смещается влево до упора 3. Затем с помощью храпового механизма 15 фреза 27 поворачивается так, чтобы нож 28 был сориентирован относительно шаблона 22, а пуансон 9 - относительно клина этого ножа. Далее ползун 23 поднимается и перемещает нож 28 до .упора в шаблон 22 благодаря чему обеспечивается расположение всех ножей 28 в одной плоскости. После этого пуансон 9 запрессовывает клин, фиксируя- тем самым нож 28 во фрезе 27, Затем ползун 23 опускается; фреза 27 поворачивается на щаг, величина которого регулируется винтом 21, после чего цикл фиксации очередного ножа 28 повторяется о После установки последнего ножа 28 каретка 5 смещается в исходное правое положение, олравка ,13 поднимается и собранная фреза 27 снимается с нее„
Формула изобретения
1 о Устройство для разборки и сборки фрез с вставными ножами, содержащее основание, оправку для корпуса фрезы с механизмом шагового поворота, прессуюпщй инструмент с приводом, механизм прижима ножей и упор, причем инструмент размещен над оправкой р а механизм прижима размещен под инструментом, отличак)Щее- с я тем, что, с целью повьтения производительности и качества, устройство снабжено дополнительной оправкой с механизмом шагового поворота и допол нительным инструментом с приводом, кроме того, механизм прижима выполнен в виде Г-образного ползуна с приводом, а упор выполнен в виде шаблона для ножей и закреплен на основании меж-. ду инструментом и упомянутым ползуном, при этом основная и дополнительная оправки расположены вертикально и ш-ieiOT возможность осевого перемещения,
2. Устройство по п, 1, о т л и ч -а ю щ е е с я тем, что оно снабжено регулируемьми упорамиs закреп 1609606
ленными на основании, а каждая оправка снабжена кареткой с приводом в виде пневмоцилиндра, причем каретка имеет возможность перемещения в гори- с зонтальной плоскости и взаимодействия с одним из упомянутых упоров.
3. Устройство по По 1,ОТЛ.Ичающееся тем, что механизм шагового поворота оправки выполнен ю храповым с приводом в виде пневмо- дилиндра с регулировочнь1М винтом,
причем пневмоцилиндр размещен под кареткой.
4. Устройство по п, t, отличающееся тем, что привод осевого перемещения оправки выполнен в виде пневмоцилиндра, размещенного под кареткой.
5. Устройство по п, 1, отличающееся тем, что привод ползуна выполнен в виде пневмоцилиндра и закреплен на основании над оправкой
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разборки втулочно-роликовой цепи | 1983 |
|
SU1139605A1 |
| Установка для разборки гусеничных лент | 1988 |
|
SU1585104A1 |
| УСТРОЙСТВО для ПРОБИВКИ оконв | 1969 |
|
SU241382A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Устройство для изготовления кабельных наконечников | 1987 |
|
SU1480937A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
Изобретение относится к инструментальному производству и позволяет повысить производительность за счет оснащения устройства двумя перенастраиваемыми рабочими позициями, а также повысить качество сборки за счет возможности размещения ножей одной плоскости. Разбираемая фреза 25 устанавливается на оправку 12 и каретка 4 перемещается до упора 2. Далее пуансон 8 выпрессовывает клин первого ножа 26. После этого с помощью храпового механизма 14 оправка 12 поворачивается на шаг и пуансон 8 выпрессовывает очередной клин, освобождая нож 26 из корпуса фрезы 25. По окончании выпрессовки клиньев всех ножей 26 каретка 4 возвращается в исходную позицию, оправка 12 поднимается и разобранная фреза 25 снимается с нее. Одновременно собираемая фреза 27 с предварительно вставленными ножами 28 и клиньями устанавливается на поднятую оправку 13. Затем оправка 13 опускается, и каретка 5 перемещается до упора 3. Далее ползун 23 поднимает нож 28 до упора в шаблон 22, а пуансон 9 опускается и запрессовывает клин. Благодаря этому обеспечивается размещение всех ножей 28 в одной плоскости. С помощью храпового механизма 15 оправка 13 поворачивается на шаг и повторяется цикл фиксации очередного ножа 28. После того как последний нож 28 будет зафиксирован, каретка 5 перемещается вправо, оправка 13 поднимается и собранная фреза 27 снимается с нее. 4 з.п. ф-лы, 1 ил.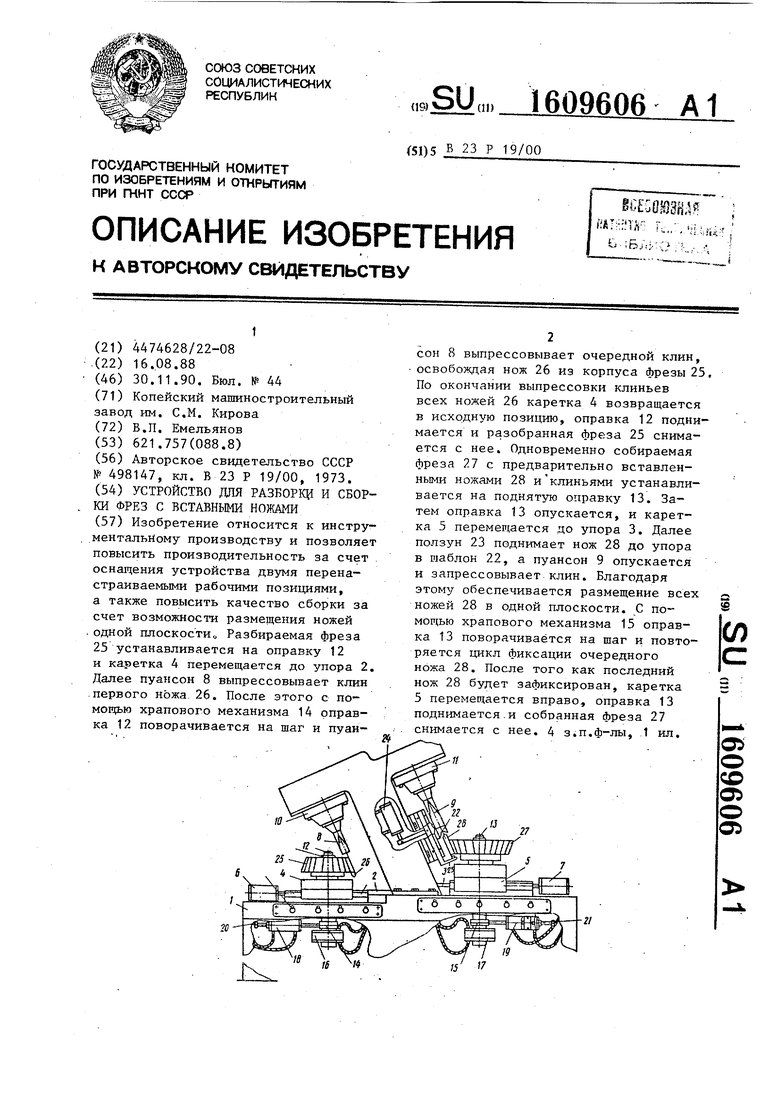
| Установка для сборки вставок с корпусом буровой коронки | 1973 |
|
SU498147A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
