Изобретение относится к обработке металлов давлением и может быть использовано в заготовите.т1ьло--штаьто вочных цехах на предприятиях авиа- ционлой, автомобигеьной и других от- рас.пей .промьпплешюсти,
. Целью изобретения является расширение тех11ологкческих воамола остей за, счет обеспечения возможности гибки профилей из материала с по1шжен- нымй пластическими свойствами,,
На фиг„1 представлено устройство, обпрШ вид; на фиг„2 сечение А-А на фиг.1о,
Устройство состоит из оправки 1 и гибогшого- узла содержа1цего держатель 2 в виде вилки, на оси 3 которой установлен гибочный элемент , в.виде прямолинейного бруса с калибром 5 по всей длине, соотвётству}о- цим форме поперечного сечения, И8ги тебаемого профиля (заготовки) 6, Па ибочном элементе 4 установлен полый ожух 7 с входными и ВЫХОДНЫМ.И штуцеами 8, Устройство .содержит таюке ажимы 9 для фшссации профиля 6 и
ибочного элемента 4, Последний изготавливается из материал:а с термомеха- ннческой п мя тыр формы, например нике- ида титана с запоминаемой величиой деформации 10-1.5% при те шера- уре 70-80° С н термомеха1Шческ:им
апряжение восстановления формы f - 0-60 кг/мм ,
Элемент 4 деформируют ио оправке 1 и в таком виде отжигают.- Затем охлаждают до 60-70 С и выпрямляют в прямолине Ыз Го форму с растяжением на заданную величину, после чего лаждают в таком виде до комнатной температзфы, что дает возможность зафиксировать расчетную деформацию.
Устройство работает следузошпим образом,
.. На -гибочньп элемент 4 зажимами 9 жестко закрепляют заготовку 6, Держателем 2 элемент 4 с заготовкой 6 плотно пршхнмают к оправке 1, закрепленной на столе, К зажимш : прикладывают изгибающее усилие, равное предельному на изгиб для.заготовки, Через вход1Л1е и выходные штуцера В и- полость кожуха 7 пропускают нагретый агент. Гибочный элемент, нагреваясь вьпле температуры -мартенситного
превращения, возвращается в исходное положение и при этом изгибает по оп равке 1 заготовку 6 с одноврейенньш g . осевым ее сжатием
После изгиба заготовки снимают 9 и через входные и вькод ше штуцера 8 и полость консуха 7 пропускают холодный агент и элемент 4 выQ пря1 шяется. После этого отводят дер- жатель и снимают изделие.
Нагрев гибочного элемента 4 может быть осуществлен -и другим путем, например токами высокой частоты или
5 электросопротивлением..
Если изгибаемый материал имеет по- вьпаенную пласти гность, то гибочный элемент 4 может быть предварительно продеформирован при запоминаемой
0 тe гпepaтype со сжатие и тогда при изгибе заготовки элемент удлиняется и производит калибровку растяжением изогнутой заготовки по окончании цикла изгиба.
5 Предлагаемое устройство позволяет расширить технологические возможности при изгибе заготовки за счет создания условш изгиба заготовок с пониженными пластит-гескими свойстваьШс
Q оме того, щэи использовании предлаг гаемого устройства можно частюшо или полностью отказаться от наложения гибо гного усилия при гибке, так .как процесс изгиба осуществляется
за счет термомеханических напряжений . памяти формы матрицы.
Формула изобретения
Устройство дпя гибки профилей, содержаш,ее оправку, элемент и два зажима, отличающееся тем, что,с целью расширения технологических возможностей за счет обеспечения возмолшости гибки профилей из материала с пониженными пласти- чески 01 свойствами, оно снабжено гибочным узлом, зключагопснм польй кожух из элястичнох о материала со штуцерагл на наружной поверхности, прят-юли-- нейный брус с термо1 1еханической памятью формы с калибром по всей длине рабочей части /уш г(роф1-шя, и вшт- ку с осью для фиксации бруса, а за- . жимы выполнены с отверстиями для размещения и фиксации концов бруса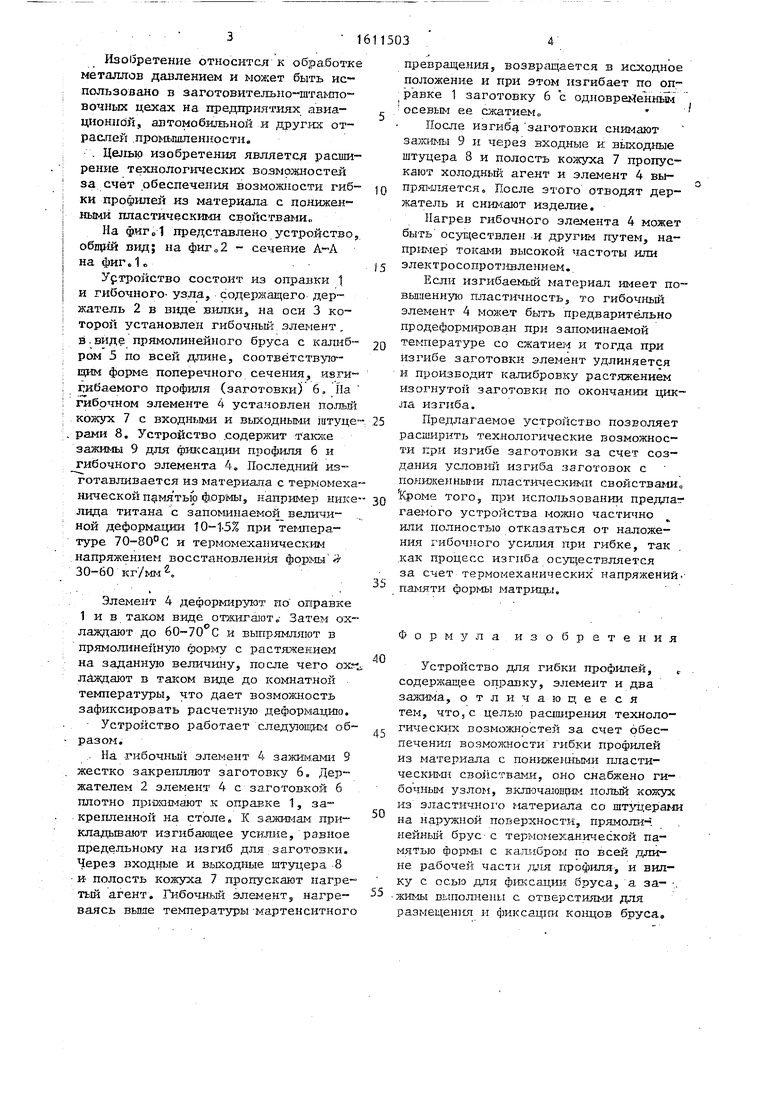
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| ЛЕСТНИЧНЫЙ РАМНЫЙ УЗЕЛ ДЛЯ МОТОРНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2126306C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ ДЛИННЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 2004 |
|
RU2259250C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ | 2003 |
|
RU2243050C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРЕИМУЩЕСТВЕННО W-ОБРАЗНОГО СЕЧЕНИЯ | 1996 |
|
RU2110348C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ ВОЛНООБРАЗНЬ1Х ИЗДЕЛИЙ | 1970 |
|
SU265057A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ФОРМОЙ ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2000 |
|
RU2186647C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в заготовительно-штамповочных цехах на предприятиях авиационной, автомобильной и других отраслей промышленности. Цель изобретения - расширение технологических возможностей за счет обеспечения возможности гибки профилей из материала с пониженными пластическими свойствами. К гибочному элементу 4 в виде бруса, выполненного из материала с термомеханической памятью формы, зажимами 9 закрепляют заготовку 6 и держателем-вилкой 2 прижимают к оправке 1. Через входные и выходные штуцера 8 и полость кожуха 7 пропускают нагретый агент. Гибочный элемент 4 принимает заданную термомеханической обработкой форму, изгибая заготовку 6 на оправке 1. Конструкция обеспечивает возможность гибки профилей со сжатием или растяжением заготовки. 2 ил.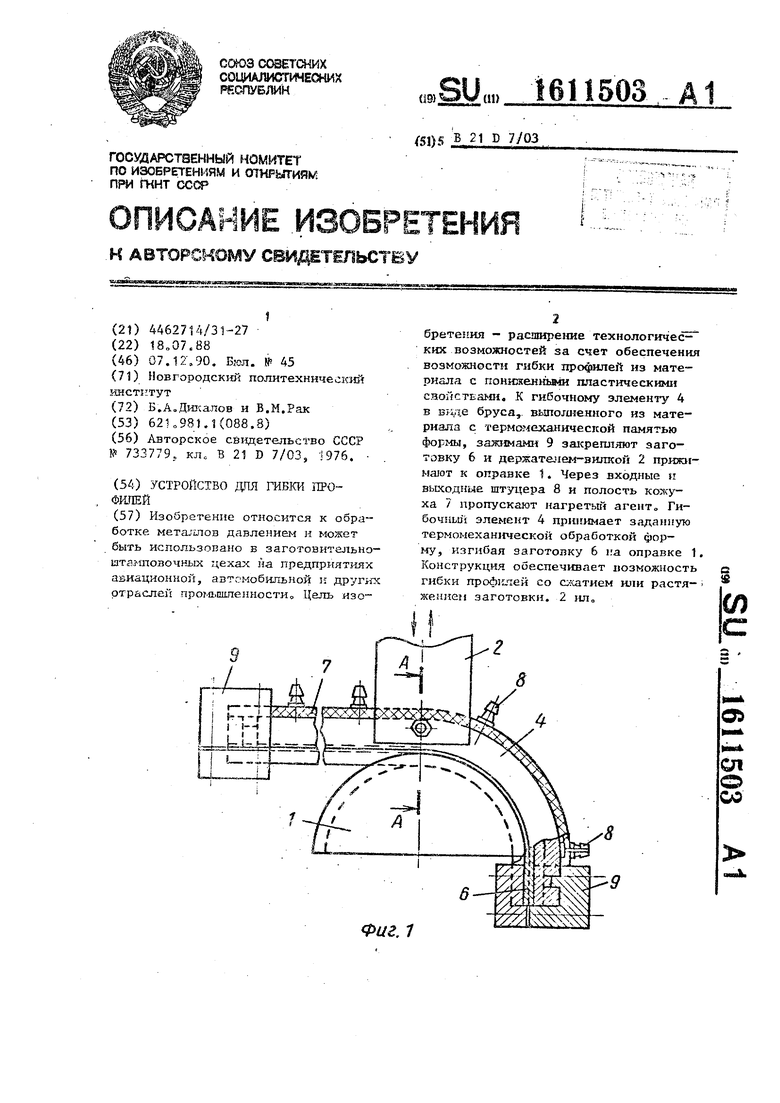
Фиг. 2
| Устройство для гибки профилей с растяжением | 1976 |
|
SU733779A1 |
