Изобретение относится к литейному производству, в частности к устройствам для получения литейных форм, .преимущественно безопочных, способом вакуумной формовки.
Цель изобретения - расишрение номенклатуры изделий и повышение гибкости системы путем обеспечения безостановочной замены модельной оснастки и накапливания изготавливаемых форм.
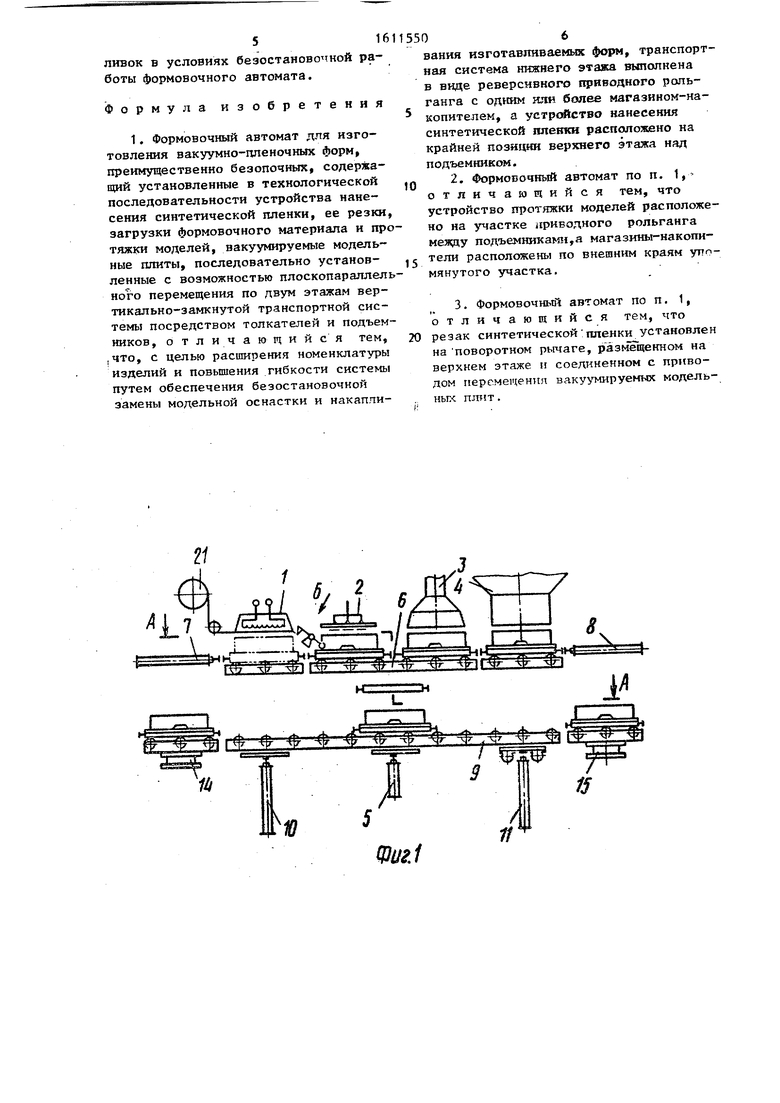
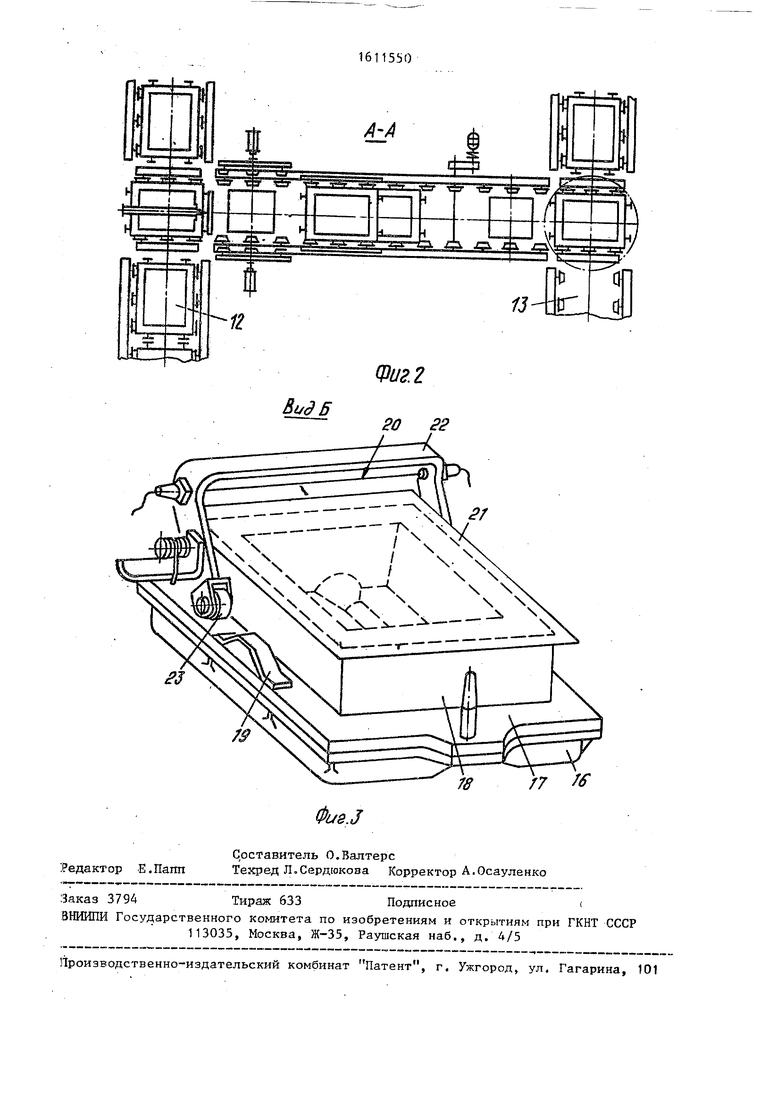
На фиг. 1 изображен формовочный автомат для изготовления безопочных вакуумно-пленочных форм; на фиг.2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1 (резак синтетической пленки с вакуумируемой модельной плитой).
Формовочный автомат содержит пять технологических позиций с устройствами: нанесения синтетической пленки 1 (фиг. 1), нанесения противопригарного покрытия 2, сушки противопригарного покрытия 3, загрузки формовочного материала 4 и протяжки моделей 5. Технологические позиции с устройствами 1 - 4 расположены на верхнем зтаже вертикально-замкнутой траснпортной системы, выполненной на базе неприводного рольганга 6 с опозитивно ориенти- рованными толкателями 7 и 8, а устройство 5 - на участке реверсивного приводного рольганга 9 нижнего зта- жа между подъемниками 10 и 11. Кроме
О)
СП
ел
того на нижнем этаже имеются два ма- raamia вакуумируемих модельных плит 12 и 13 (фиг. 2), расположенные по внешним краям рольганга 9 и связан- ные с ним посредством поворотных столов 14 и 15.
Каждая из единиц модельной оснастки (вакуумнруемая модельная плита) формовочного автомата представлена в виде скрепленных между собой вакуумной 16 и модельной 17 плит с моделью-контейнером 18. При этом на поверхности модельной плиты 17 наряду с контейнером 18 закреплен упор 19 привода проволочного резака 20 синтетической пленки 21 (на фиг. 1 пленка 21 изображена заправленной под нагреватель устройства 1 с рулона), смонтированного на поворотном рычаге 7.7. с роликом 23 и находящегося между начальной и последующей технологическими позициями верхнего этажа или, соответственно, между устройствами 1 и 2.
Формовочный автомат работает следующим образом (за исходное принимается положение, изображенное на фиг. 1).
,С заформованной вакуумируемой мо- дельной плиты (16-18), находящейся в зоне действия устройства 5 протяжки по известной технологии производится съем безопочной формы (указанная технология предполагает сты- ковку, модели-контейнера 18 с поддоном, вакуумирование последнего и протяжку модельной плиты 17). Затем ва- куумируемая модельная плита перемещается по приводному рольгангу 9 на подъемник 10, который подает ее под устройство 1, где также по известной технологии происходит нанесение на модель-контейнер 1В синтетической пленки 21. При этом время подготовки пленки 21 с доведением ее до пластического состояния частично совмещает . ся с временем съема формы и (и-пи) транспортирования вакуумируемой модельной плиты. После нанесения синте тической .пленки рассматриваемая ваку умируемая модельная плита 16 - 18, подключенная к вакуумной системе (вакуумная система формовочного автомата не показана) совместно с рядом плит, ранее установленных на рольган б (исключением из упомянутого ряда яляется лишь плита, установленная на последнюю позицию верхнего этажа,
которая к указанному моменту должна быть передана подъемником 11 на рольганг 9), перемещается толкателем 7 с подпором толкателя 8 на последующую технологическую позицию верхнего этажа, одновременно с этим выполняется размотка из рулона пленки 21 и ее отрезка с помощью приводимого посредством упора 19 и ролика 23 на рьиага 22 резака 20, В дальнейшем с помощью устройства 2 производится нанесение противопригарного покрытия и, при аналогичном описанному вьше перемещении вакуумируемой модельной плиты, соответственно с помощью устройств 3 и 4 - сушка покрытия и загрузка модели-контейнера формовочным материалом. При этом последняя из перечисленных операций по традиционной технологии завершается виброуплотнением формовочного материала, для этой цели в данном случае служит пара вибраторов (два дисбалансных вибратора необходимы для создания в данном случае вертикально направленного вектора колебаний), установленных на подъемнике 11, который после завершения процесса уплотнения и опускает вакуумируемую модельную плиту на приводной рольганг 9. Находящаяся на рольганге 9 ва- куумируемая модельная плита с заформо- ванным контейнером 18 может транспортироваться в зону действия устройства 5 для съема формы или, при вьтол- .нении накапливания форм, передаваться посредством поворотн ого стола 15 в магазин 13. В первом из названных случаев рольганг 9 работает в прямом, во втором - в реверсивном режиме. При этом независимо от адресования заформованной вакузт гируемой модельной плиты, но при условии нахождения последней вне рольганга 9 (например, на столе подъемника 11, устройства 5 или 13) с магазина 12 посредством поворотного стола 14 может быть введена новая плита, которая, начиная с подъемника 10, проходит затек полный технологический цикл вакуумной формовки на формовочном автомате. Место, освободившееся Б магазине 12 после введения новой модельной плиты, занимается преимущественно за счет плиты, лрошедшей устройство протяжки, т.е. после съема с нее безопочной вакуумной формы.
Использование изобретения позволит значительно расширить номенклатуру от5161
ливок в условиях безостановопной ра- боты формовочного автомата.
Формула изобретения
1. Формовочный автомат для изготовления вакуумно-пленочных форм, преимущественно безопочных, содержащий установленные в технологической последовательности устройства нанесения синтетической пленки, ее резки, загрузки формовочного материала и протяжки моделей, вакуумируемые модельные плиты, последовательно установленные с возможностью плоскопараллель ного перемещения по двум этажам вертикально-замкнутой транспортной системы посредством толкателей и подъемников, отличающийся тем, ,что, с целью расширения номенклатуры изделий и повьшения гибкости системы путем обеспечения безостановочной замены модельной оснастки и накапли
o
5506
вания изготавпяваемлс форм, транспортная система нижнего этажа вьшопнена в виде реверсивного приводного рольганга с или более магазином-накопителем, а устрЫ ство нанесения синтетической пленки расположено на крайней позиции верхнего этажа над подъемником,
2. Формовочный автомат по п. 1, отличающийся тем, что устройство протяжки моделей расположено на участке приводного рольганга между подъемника№1,а магазины-накопители расположены по внешним краям упомянутого участка,
3. Формовочньй автомат по п. 1, отличающийся тем, что 20 резак синтетической;пленки установлеи на поворотном рьтаге, р азмещенном на верхнем этаже и соединенном с приводом перемещения вакуумнруемых модельНЬК ПЛТ1Т .

| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочный автомат для изготовления вакуумно-пленочных форм | 1990 |
|
SU1766586A2 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| Способ изготовления отливок | 1985 |
|
SU1340886A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Машина для вакуумной формовки литейных форм | 1977 |
|
SU710756A1 |
| Оснастка для изготовления литейных форм методом вакуумной формовки | 1985 |
|
SU1276427A1 |
| Литейная форма | 1979 |
|
SU822977A2 |
Изобретение относится к литейному производству, в частности к устройствам для получения преимущественно безопочных форм способом вакуумной формовки. Цель изобретения - расширение номенклатуры изделий и повышение гибкости системы путем обеспечения безостановочной замены модельной оснастки и накапливания изготавливаемых форм. Формовочный автомат состоит из устройств нанесения синтетической пленки, нанесения противопригарного покрытия, сушки противопригарного покрытия, загрузки формовочного материала, протяжки моделей, вертикально-замкнутой транспортной системы, магазина модельных плит, поворотных столов. Использование изобретения позволяет значительно расширить номенклатуру отливок в условиях безостановочной работы формовочного автомата. 2 з.п. ф-лы, 3 ил.
/7 /
| Немировский Р.Г | |||
| Автоматические линии литейного производства | |||
| Киев-Донецк: Вища школа | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| Автоматическое устройство для нанесения пленки на модель | 1983 |
|
SU1122404A1 |
