ской поверхности формирующих частей параллельно оси 10 подкладки 1. После сборки подкладки 1 в зазор между торцами формирующих частей соседних замыкающих формирующих элементов 2 устанавливают трубчатую вставку 4, выполненную из стекловолокна с запрессованным в нее флюсом, Собранную подкладку 1 закрепляют в изделии механизмом 5 прижима. Использование, подкладки снижает трудоемкость ее уста-, новки и снятия в 2-3 раза, особенно в труднодоступных местах. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической сварки под флюсом в потолочном положении и устройство для его осуществления | 1988 |
|
SU1673338A2 |
| Устройство для формирования обратной стороны шва при сварке изделий | 1979 |
|
SU872156A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Стенд для автоматической односторонней сварки с обратным формированием шва | 1988 |
|
SU1579697A1 |
| Устройство для формирования обратной стороны сварного шва | 1984 |
|
SU1136919A1 |
| Способ сборки и сварки изделий | 1983 |
|
SU1133062A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Подкладка для формирования обратной стороны шва при односторонней сварке сталей | 1980 |
|
SU903010A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ | 1990 |
|
RU2018428C1 |
| Медно-флюсовая подкладка | 1985 |
|
SU1337225A1 |
Изобретение относится к оборудованию для сварки кольцевых стыков цилиндрических изделий и позволяет формировать внутреннюю сторону шва. Цель изобретения - повышение качества сварки и производительности процесса за счет быстрого удаления подкладки при ограниченном доступе к сварному соединению. Подкладку 1 собирают из Z-образных формирующих элементов 2, устанавливают внутри изделия 3, последовательно устанавливая элементы путем совмещения торцов формирующих и поджимающих частей, а также внутренних, цилиндрических поверхностей формирующих частей и наружных цилиндрических поверхностей поджимающих частей. Во избежание самопроизвольного соскальзывания торцов поджимающих частей элементов 2 их размещают в плоскостях, параллельных друг другу и размещенных под острым углом к наружной цилиндрической поверхности формирующих частей параллельно оси 10 подкладки 1. После сборки подкладки 1 в зазор между торцами формирующих частей соседних замыкающих формирующих элементов 2 устанавливают трубчатую вставку 4, выполненную из стекловолокна с запрессованным в нее флюсом. Собранную подкладку 1 закрепляют в изделии механизмом 5 прижима. Использование подкладки снижает трудоемкость ее установки и снятия в 2-3 раза, особенно в труднодоступных местах. 2 ил.
Изобретение относится к оборудованию для сварки кольцевых стыков цилиндрических изделий и позволяет формировать внутреннюю сторону шва.
Цель изобретения - повышение качества сварки и производительности процесса за счет быстрого удаления подкладки при ограниченном доступе к сварному соединению,
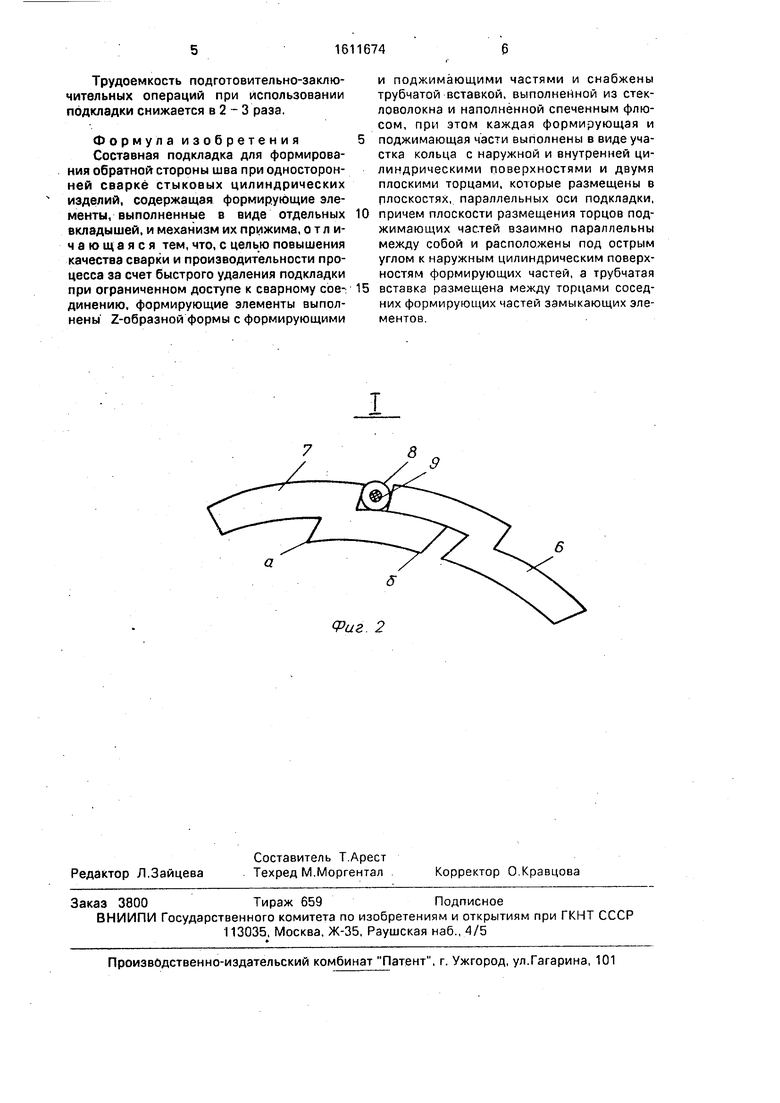
На фиг. 1 представлена подкладка, общий вид; на фиг.2 - узел I на фиг.1.
Подкладка 1 содержит формирующие элементы 2, установленные на внутреннюю поверхность стыка изделия 3, трубчатую вставку 4 и механизм 5 прижима элементов к изделию. Каждый формирующий элемент 2 состоит из поджимающей части 6 и формирующей части 7. Трубчатая вставка 4 выполнена из стекловолокнистой оболочки 8 и спеченного флюса 9, размещенного внутри нее. Формирующая часть 7 представляет собой участок кольца с наружной и внутренней цилиндрическими поверхностями и двумя торцами, расположенными в плоскостях, проходящих через ось 10 подкладки 1, Поджимающая часть 6 представляет собой участок кольца с наружной и внутренней цилиндрическими поверхностями и двумя торцами а и б, расположенными во взаимно параллельных плоскостях, размещенных под острым углом к наружной цилиндрической поверхности формирующей части 7, Трубчатая вставка 4 размещена между торцами соседних формирующих частей 7, замыкающих подкладку 1 элементов 2. Формирующая 7 и поджимающая 6 части элемента 2 соед1;;нены в нем в одно целое, образуя формирующий элемент Z-образной формы, Размещение торцов поджимающей части 6 под острым углом к наружной поверхности формирующей части 7 исключает са- мососкальзывакце торцов поджимающих . частей относительно друг друга при расширении формирующих элементов в процессе нагрева при сварке. Размещение торцов формирующих частей в радиально расположенных плоскостях, проходящих через ось подкладки, обеспечивает их контакт по всей поверхности при поджатии подкладки и тем
самым препятствует протеканию жидкого металла между изделием и подкладкой.
Необходимой гарантией качества сварки является формирование обратной сторо- ны шва на всем его протяжении. Это условие реализуется тем, что, учитывая температурное расширение подкладки и изделия при нагреве сварочной дугой, а также жесткий контакт при наибольшем линейном расширении в месте стыковки между первым и последним элементами подкладки, для компенсации линейных расширений остается зазор.
В зазор помещается трубчатая вставка 5 4 из стекловолокна 8 со спеченным флюсом 9 внутри. Данная вставка при уменьшении зазора между элементами 2 при нагреве сда.вливается и подпирается поверхность в корне шва, тем самым обеспечивая форми- 0 рование обратной стороны шва на коротком промежутке зазора в подкладке. Применение спеченного флюса обусловлено необходимостью обеспечить надежное формирование, что возможно при плотно- 5 сти вставки. Отличное от спеченного состояния флюса не обеспечивает плотности прижатия вставки 4 из-за его просыпания при вращении изделия, Спеченная вставка раздавливается только в момент замыкания 0 корневого прохода и обеспечивает надежное формирование обратной стороны шва. Подкладка работает следующим образом. Перед сваркой подкладку 1 собирают из
5 элементов 2 внутри поверхности одной из обечаек изделия 3 и поджимают, чтобы подкладка не рассыпалась на элементы, устанавливают в зазоре между торцами формирующих частей первого и последнего
40 элементов 2 трубчатую вставку 4 и собирают СТЫК с зазором в корне. После сборки механизмом 5 поджимают два противоположных элемента 2, тем самым уплотняя подкладку 1. Сварку производят проволокой св08А-; 4 мм
45 под слоем флюса АН-348А, автоматом А- 1416. Качество поджатия наблюдают через зазор в корне шва перед сварочной дугой.
После сварки удаляют механизм 5 прижима и убирают высыпавшиеся внутрь изде50 ЛИЯ элементы подкладки.
Трудоемкость подготовительно-заключительных операций при использовании подкладки снижается в 2 - 3 раза.
Формула изобретения Составная подкладка для формирования обратной стороны шва при односторонней сварке стыковых цилиндрических изделий, содержащая формирующие элементы, выполненные в виде отдельных вкладышей, и механизм их прижима, отличающаяся тем, что, с целью повышения качества сварки и производительности процесса за счет быстрого удаления подкладки при ограниченном доступе к сварному сое-: динению, формирующие элементы выполнены Z-образной формы с формирующими
Риг. 2
0
5
и поджимающими частями и снабжены трубчатой вставкой, выполненной из стекловолокна и наполненной спеченным флюсом, при этом каждая формирующая и поджимающая части выполнены в виде участка кольца с наружной и внутренней цилиндрическими поверхностями и двумя плоскими торцами, которые размещены в плоскостях, параллельных оси подкладки, причем плоскости размещения торцов поджимающих частей взаимно параллельны между собой и расположены под острым углом к наружным цилиндрическим поверхностям формирующих частей, а трубчатая вставка размещена между торцами соседних формирующих частей замыкающих элементов.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для формирования обратной стороны шва | 1977 |
|
SU651929A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
