Изобретение относится к общему ма-, шиностроению и может быть использовано для повьппения триботехнических свойств сталей, в частности для уменьшения сил трения и повьш1ения износостойкости сталь;-;ьк деталей при сухом
трениио
Цель изобретения - повьшение износостойкости изделий при работе в условиях сухого трения г
Способ поверхн ..г.тного упрочнения ст;гльн;.гх нздели; | реали зуют следующим
обра: Г И,
Фрикционно-упрочненную обработку осуществляют на токарно-винторезном станке 1К62, на с- шпорте которого вместо резцедержателя установлено специальное приспособление с быстро- вращаюгщмся металлическим диском Фрикционную обработку производят соприкосновением вращающихся образца и упрочняющего дискао Образцы изготавливают из стали 40Х в нормализованном состоянии в виде колец с наружным диаметром 35 мм, внутренним диаметром 16 мм и ТОЛЩ1НОЙ 10 мМо Режимы обраСП
oTKHS скорость вращения диска 62 м/cs корость вращения изделия м/с| лубина врезания диска цро- ольная подача указана в таблице
После этого на упрочненные образцы аносят металлонолимерное покрытие ояимеризующий раствор готовят следущим образомо В 200, мл днстилли-рован- ой воды раздельно растворяют 0,6 г ю CuSO. и 0,6 г .B отдельной .емкости в 60 мл этанола растворяют 4 мл метакрилата и 3 мл винилацетатао За тем все растворы сливают в одну емкость и перемешивают о.В эту емкость 5 на 8 мин, norpyjJfcaioT упрочненный обра- зеЦэ а затем его сушат при ;оемпера туре 85°С в течение 10 мино Толишна полученной пленки составляет 28-32 мкм.
Определение нзносостойкости и ко- 20 эффйцнента трения проводят на стандартной мапшне СМТ-1 по схеме вращающееся кольцо - неподвижный вкладыш в режиме, сухого трения до ГОСТ 23о210 80о Контртелом служит сталь ХВГ в за-25 каленном и ннзкЬотпущенном состоянии„ Режим приработки нагрузка 0525 МПа; скорость скольжения 0,67 м/сs время 1 ч с Режи испытания; нагрузка 0,05 MlLa скорость скольжения м/с; время JQ 5 Чо Критерием износа принята потеря массы образца за период испытанийо . .
Рельеф поверхности измеряют на профи1;ографе-профилометре модели 201 Долговечность оценивают по времени 5 работ образцов до полного изнашивания выступающих участков, упрочнвН1-по металла (Н g 0)о
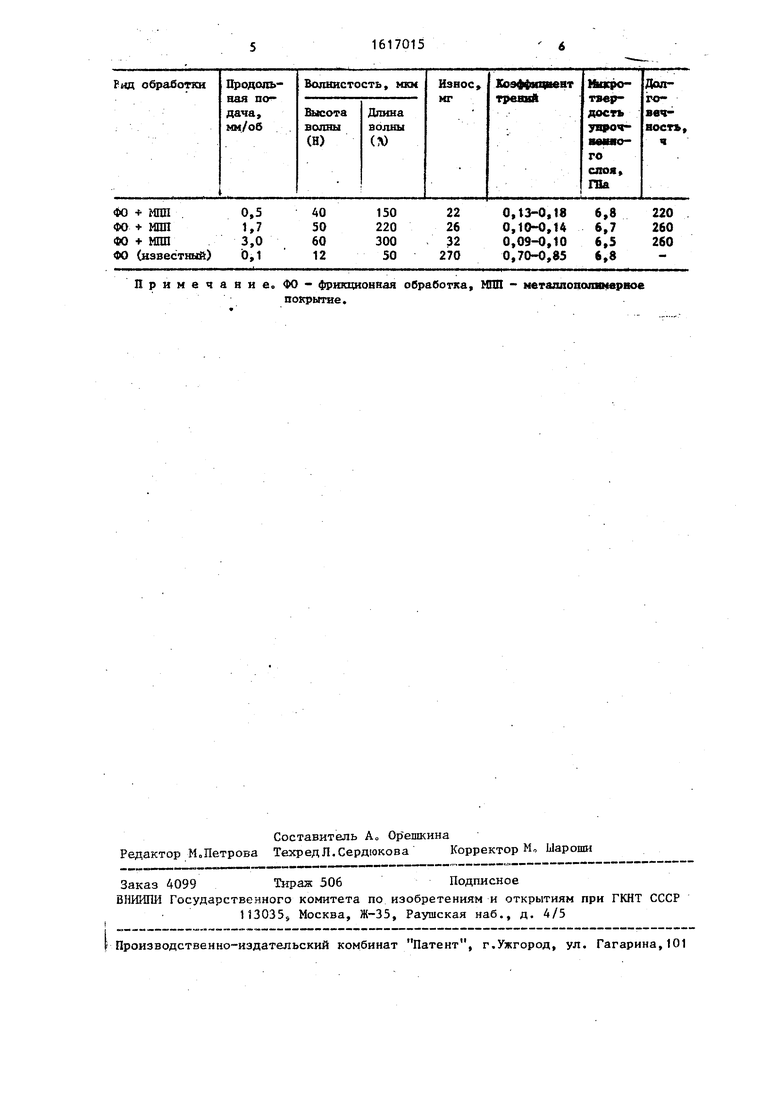
Б таблице приведены результаты испытаний механических свойств образце/: ,Q с граничными и среднк « знaчe. параметров, рельефа.,обработанных при разльганых режшчах согласно нред.лагае- ному и известному способаКо
Ка:с свидетаяьстз;5Лот получанные ре- . зультаты, примененне обработки: по д.анноку способу позволяет повысить износостойкость в 9-12 раз при одас- временном снижет-ш в 3-6 раз козффици- ента трения о Их определяют ирм следую-- щем peaaiMB исяыта1а-1йс Рехсим лриработ- ки; нагрузка 0,2 МПа; скорость скольжения 0,67 M/c j время 1 ч -Режим испытания; скорость скольжения 0,67 м/с; начальная нагрузка 0,2 МПа| прирост нагрузки после каждого часа испытаний 0,2 Ша„
Из анализа кривых следует, что увеличение удельной площади упрочненно™ го металла при значениях длины волны, близких к нижнему пределу, обеспечивает наибольшую износостойкость., Увеличение подачи упрочняющего диска, обеспечивающее рост высоты и длины волны обрабатываемой поверхности, снижает коэффициент трения при незначительном уменьиеьши износостойкости,, При возрастании удельной нагрузки через каждый час испытаний наблюдаютс значительное увеличение износостойкости по сравнению с известным способом
Таким образом, использование предлагаемого способа поверхностного yif нрочнения стальных изделий обеспечивает следующие преимущества по срав- ненрло с известными;
возможность эксплуатации в условиях с ухого трения, что делает целесообразным использование изобретения в различных областях маииностроения
подбор соответств то11щх параметров упрочняемой поверхности дозволяет управлять износостойкостью и фр1-пс- ци о н ными с в о и с т в а ми с
а изобретения
Способ поверхн.остного зт1рочнения сталейJ в:клгачшо1аий нагрев поверхности трекнем и охлаждение.-, о т л н ч а ю щ и и с я тем, что, с целью повьтоения 1зносостойкости изделий при работе в услов.иях сухого трения, одновременно с нагревом на поверх- нести формируют волнистый рельеф .с высотой волн,1 MKivi и периодом 110-300 i-iius, а затем производят наке- сеняе металлоноли1 5ернсго покрытия и сушку
Примечание. ФО- фрикционная обработка, МИЛ - металлоцопямервое
покрытие.
| название | год | авторы | номер документа |
|---|---|---|---|
| Износостойкий антифрикционный композиционный материал на основе алюминия и способ его получения | 2024 |
|
RU2833648C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО АНТИФРИКЦИОННОГО САМОСМАЗЫВАЮЩЕГОСЯ СПЛАВА | 2012 |
|
RU2492964C1 |
| СПОСОБ НАНЕСЕНИЯ НАНОАЛМАЗНОГО МАТЕРИАЛА КОМБИНИРОВАННОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2013 |
|
RU2530432C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОГО СПЛАВА | 2017 |
|
RU2655404C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЧУГУННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011687C1 |
| СПОСОБ УПРАВЛЕНИЯ ИЗНОСОСТОЙКОСТЬЮ ПАР ТРЕНИЯ ПРИ ДИНАМИЧЕСКИХ НАГРУЗКАХ | 1999 |
|
RU2192945C2 |
| Способ получения износостойкого антифрикционного покрытия на подложке из стали, никелевого или титанового сплава | 2023 |
|
RU2826632C1 |
| Способ обработки трущихся поверхностей | 1982 |
|
SU1155629A1 |
| АНТИФРИКЦИОННЫЙ ЧУГУН | 2008 |
|
RU2365659C1 |
Изобретение относится к машиностроению и может быть использовано для повышения триботехнических свойств стали, а именно для повышения износостойкости и уменьшения сил трения, работающих без смазки. Целью изобретения является повышение износостойкости изделий при работе в условиях сухого трения. Способ заключается в фрикционной обработке металлической поверхности и дальнейшем нанесении металлополимерного покрытия. Новым является проведение фрикционной обработки при режимах, обеспечивающих рельефность упрочненной поверхности для эффективного удержания металлополимерной смеси, ответственной за самосмазывание трущейся пары с высотой волны 40...60 мкм и периодом 150...300 мкм. 1 табл.
| Способ получения покрытий | 1980 |
|
SU882643A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ЗаЕЩта стали от коррозионно-мез энического разрушения Текника | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
