тт
L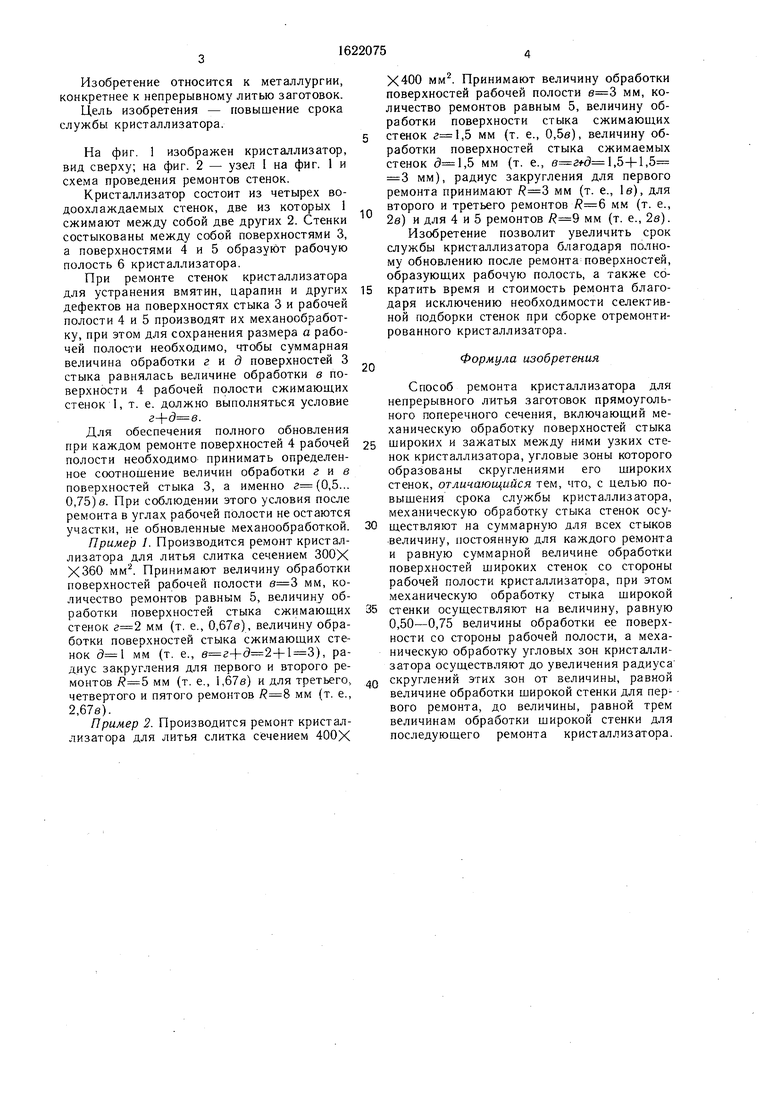
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывного литья металлов | 1983 |
|
SU1135534A1 |
| СПОСОБ РЕМОНТА КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И КРИСТАЛЛИЗАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098222C1 |
| Устройство для смазки сборного кристаллизатора | 1981 |
|
SU967672A1 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МЕТОДОМ "ПЛАВКА НА ПЛАВКУ" | 2011 |
|
RU2483831C1 |
| СОСТАВНОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2015820C1 |
| Установка непрерывного литья | 1980 |
|
SU908493A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2030955C1 |
| Способ непрерывного литья слитков и устройство для его осуществления | 1989 |
|
SU1740123A1 |
| Способ непрерывного литья биметаллических слитков и устройство для его осуществления | 1983 |
|
SU1271635A1 |

Изобретение относится к металлургии, а именно к непрерывному литью прямоугольных заготовок. Целью изобретения является повышение срока службы кристаллизатора. Суммарную величину поверхностей стока 3 стенок 1 и 2 принимают постоянной для каждого ремонта и равной суммарной величине обработки поверхностей сжимающих стенок 1 со сторона рабочей полости, при этом величина обработки стыковочной поверхности сжимающей стенки 1 составляет 0,5... 0,75 величины обработки ее со стороны рабочей полости, а радиус скруглений в угловых участках кристаллизатора изменяют от величины, равной величине обработки сжимающей стенки 1 со стороны рабочей полости после первого ремонта, до трех этих величин после последнего ремонта кристаллизатора, что позволяет полностью обновлять поверхность рабочей полости кристаллизатора после каждого ремонта. 2 ил з (Л
а
О КЭ
ьо
о
ел
Изобретение относится к металлургии, конкретнее к непрерывному литью заготовок.
Цель изобретения - повышение срока службы кристаллизатора.
На фиг. 1 изображен кристаллизатор, вид сверху; на фиг. 2 - узел I на фиг. 1 и схема проведения ремонтов стенок.
Кристаллизатор состоит из четырех во- доохлаждаемых стенок, две из которых 1 сжимают между собой две других 2. Стенки состыкованы между собой поверхностями 3, а поверхностями 4 и 5 образуют рабочую полость 6 кристаллизатора.
При ремонте стенок кристаллизатора для устранения вмятин, царапин и других дефектов на поверхностях стыка 3 и рабочей полости 4 и 5 производят их механообработку, при этом для сохранения размера а рабочей полости необходимо, чтобы суммарная величина обработки г и д поверхностей 3 стыка равнялась величине обработки в поверхности 4 рабочей полости сжимающих стенок 1, т. е. должно выполняться условие .
Для обеспечения полного обновления при каждом ремонте поверхностей 4 рабочей полости необходимо принимать определенное соотношение величии обработки г и в поверхностей стыка 3, а именно г(0,5... 0,75)8. При соблюдении этого условия после ремонта в углах рабочей полости не остаются участки, не обновленные механообработкой.
Пример 1. Производится ремонт кристаллизатора для литья слитка сечением ЗООХ Х360 мм2. Принимают величину обработки поверхностей рабочей полости мм, количество ремонтов равным 5, величину обработки поверхностей стыка сжимающих стенок мм (т. е., 0,67в), величину обработки поверхностей стыка сжимающих стенок мм (т. е., ), радиус закругления для первого и второго ремонтов 5 мм (т. е., 1,67е) и для третьего., четвертого и пятого ремонтов мм (т. е., 2,67s).
Пример 2. Производится ремонт кристаллизатора для литья слитка сечением 400Х
Х400 мм2. Принимают величину обработки поверхностей рабочей полости мм, количество ремонтов равным 5, величину обработки поверхности стыка сжимающих
стенок ,5 мм (т. е., 0,5в), величину обработки поверхностей стыка сжимаемых стенок (,5 мм (т. е., ,5+l,5 3 мм), радиус закругления для первого ремонта принимают мм (т. е., Is), для второго и третьего ремонтов мм (т. е., 2в) и для 4 и 5 ремонтов мм (т. е., 2s). Изобретение позволит увеличить срок службы кристаллизатора благодаря полному обновлению после ремонта поверхностей, образующих рабочую полость, а также сократить время и стоимость ремонта благодаря исключению необходимости селективной подборки стенок при сборке отремонтированного кристаллизатора.
20
Формула изобретения
Способ ремонта кристаллизатора для непрерывного литья заготовок прямоугольного поперечного сечения, включающий механическую обработку поверхностей стыка
5 широких и зажатых между ними узких стенок кристаллизатора, угловые зоны которого образованы скруглениями его широких стенок, отличающийся тем, что, с целью повышения срока службы кристаллизатора, механическую обработку стыка стенок осу0 ществляют на суммарную для всех стыков величину, постоянную для каждого ремонта и равную суммарной величине обработки поверхностей широких стенок со стороны рабочей полости кристаллизатора, при этом механическую обработку стыка широкой
5 стенки осуществляют на величину, равную 0,50-0,75 величины обработки ее поверхности со стороны рабочей полости, а механическую обработку угловых зон кристаллизатора осуществляют до увеличения радиуса
0 скруглений этих зон от величины, равной величине обработки широкой стенки для первого ремонта, до величины, равной трем величинам обработки широкой стенки для последующего ремонта кристаллизатора.
й«.2
| Патент США № 3662811, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
