Изобретение относится к сварке, а именно к поточным линиям для сборки и приварки стержней к листу, и может найти применение для изготовления сводов тоннелей метростроя и гидроизоляции каналов синхронизатронов.
Цель изобретения - повышение экономических параметров линии.
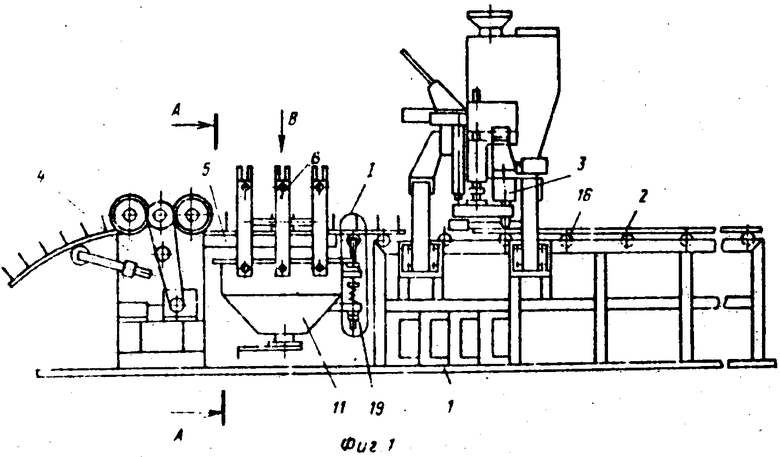
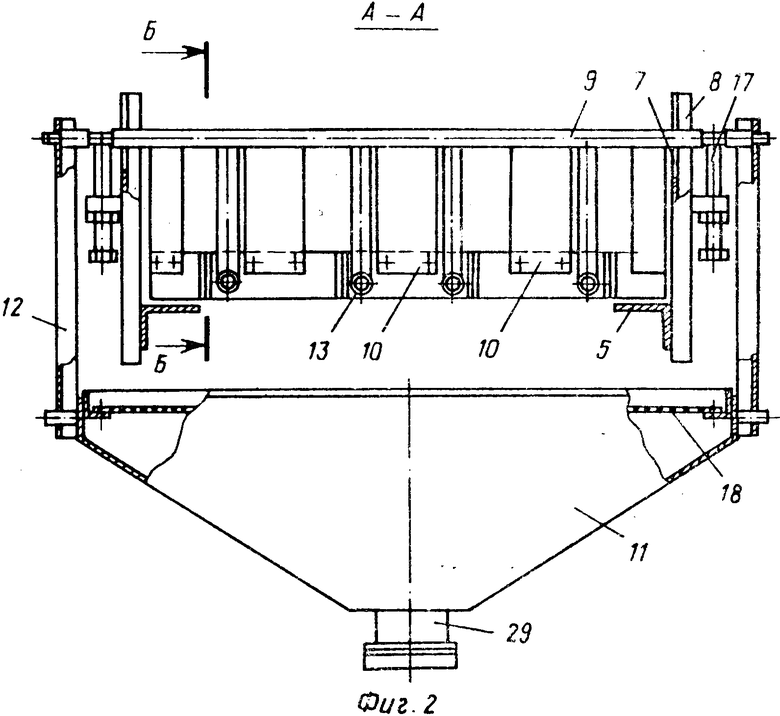
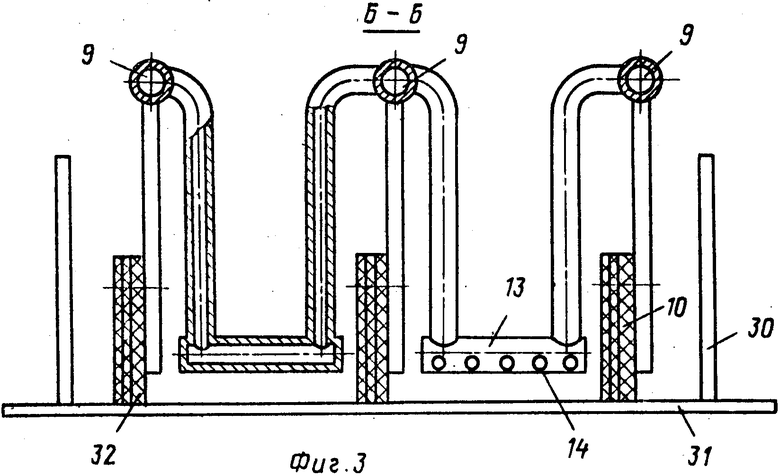
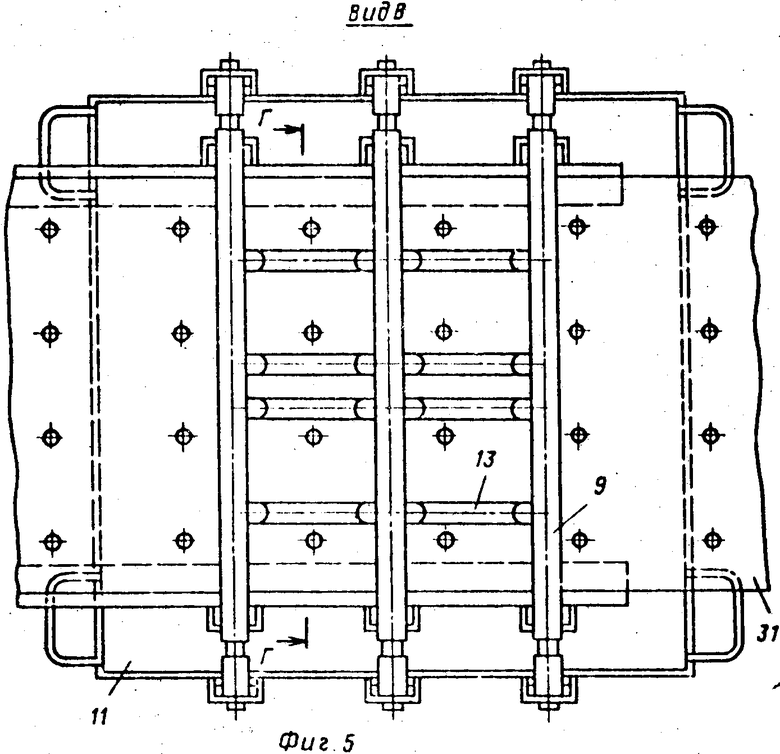
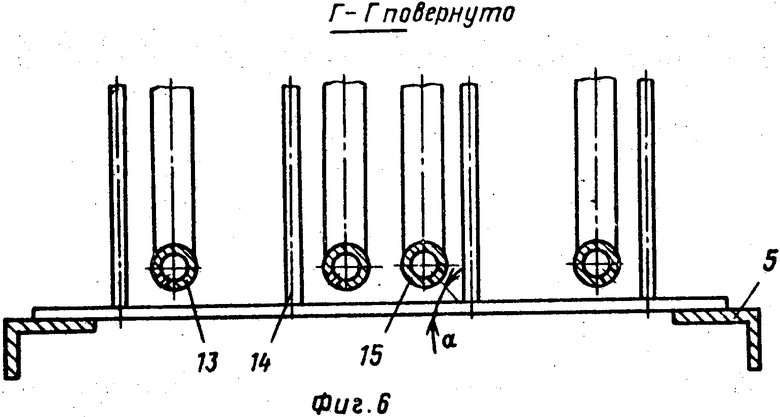
На фиг. 1 показана поточная линия, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (устройство для уборки флюса); на фиг. 3 - разрез Б-Б на фиг. 2 (вид на щетки и форсунки); на фиг. 4 - узел I на фиг. 1 (устройство для встряхивания сита); на фиг. 5 - вид по стрелке В на фиг. 1 (вид сверху на устройство для уборки флюса); на фиг. 6 - разрез Г-Г на фиг. 5 (расположение отверстий форсунок).
Поточная линия для сборки и сварки металлоконструкций под флюсом содержит основание 1, установленное на нем по ходу технологического процесса оборудование: подающий транспортер 2, стенд 3 для сборки и сварки металлоконструкций, гибочную машину 4 и расположенное на направляющих 5 гибочной машины 4 устройство 6 для уборки и сбора флюса, состоящее из расположенных над транспортером в прорезях 7 кронштейнов 8 штанг 9 с закрепленными на них щетками 10, и установленными под транспортером 2 бункером 11.
Бункер и штанги шарнирно соединены между собой тягами 12. Между штангами расположены форсунки 13 с отверстиями 14, связанные с системой избыточного давления (на чертеже не показана). Форсунки 13, расположенные на периферии поточной линии, имеют отверстия 14 большего диаметра, чем расположенные по центру. Оси 15 отверстий 14 форсунок 13 параллельны плоскости щетки 10 и направлены под острым углом α к опорной плоскости 16 транспортера 2. Штанги 9 опираются на регулируемые опоры 17, расположенные на кронштейнах 8.
Устройство 6 для уборки и сбора флюса имеет сито 18, закрепленное на механизме 19 встряхивания, выполненного в виде подъемных перпендикулярно опорной плоскости транспортера 2 стержней 20, пропущенных через проушины 21, расположенных на внешней стороне 22 бункера 11, взаимодействующего с упором 23 сита 18 через диск 24.
На конце стержня 20, направленного в сторону опорной плоскости транспортера 2, установлен ролик 25. Ось 26 вращения ролика 25 смещена относительно его оси. Стержень 20 оснащен пружиной 27 и регулируемыми гайками 28. В нижней части бункера 11 расположено шиберное устройство 29. Стержни 30 привариваются к листу 31. Щетки 10 состоят из набора упругих пластин 32 разной толщины.
Поточная линия для сборки и сварки металлоконструкций работает следующим образом.
На транспортер 2, расположенный на основании 1, подают грузоподъемным механизмом (на чертеже не показан) чистые листы 31 и перемещают их под стенд 3 сборки и сварки. На стенде производят сборку и приварку стержней 30 к листам 31 под флюсом. Лист 31 с приваренными стержнями 30 подают на устройство 6, где осуществляют очистку листа от флюса и шлака по мере его движения щетками 10. Так как лист после приварки стержней деформирован, а щетки 10 закреплены на штанге 9 жестко, то для компенсации неровностей поверхности листа штанги 9 устанавливают в прорезях 7 кронштейнов 8 с возможностью вертикального перемещения.
Для более плотного прилегания торца щеток 10 к поверхности листа 31 штанги 9 опираются на регулируемые опоры 17. Одновременно воздух, проходя через внутренние полости штанг 9, поступает в неподвижно закрепленные между щетками 10 форсунки 13 и через отверстия 14 очищает поверхность от остатков флюса, сдувая его в направлении, перпендикулярном движению листа. Флюс после прохождения листа ссыпается на сито 18 происходят за счет механизма встряхивания, стержень 20 которого, пропущенный через проушины 21, взаимодействует через диск 23 с упором 22 сита 18, получая поступательное перемещение от ролика 24 со смещенной осью вращения 25, который контактирует с нижней поверхностью листа 31 при его движении под действием пружины 27, заневоленной гайками 28.
После прохождения листа 31 через устройство 6 для сборки флюса и шлака он попадает в гибочную машину 4 для последующей технологической операции. Флюс на сите 18 очищается от шлака и ссыпается в бункер 17, затем через шиберное устройство высыпается из бункера 17 для повторного использования.
Изобретение позволяет исключить просыпание и транспортировку остатков флюса в гибочную машину, повышает качество сбора флюса и снижает его расход.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сваркипОд флюСОМ лиСТОВ B пОлОТНищА | 1979 |
|
SU831468A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1966 |
|
SU179173A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
Изобретение относится к сварке, а именно к поточным линиям для сворки и приварки стержней к листу, и может быть применено в метростроении и энергомашиностроении. Целью изобретения является улучшение экономических характеристик линии. Устройства для сбора и уборки флюса снабжены ситом 18, закрепленным на стержнях 20, оснащенных роликами 25, эксцентрично установленным на оси 26, параллельной опорной плоскости транспортера. Стержни 20 подпружинены относительно бункера 11, шарнирно связанного со штангами тягами. На тягах установлены форсунки и щетки. При перемещении изделия лист 31 осуществляет поворот ролика 25, который через ось 26 опускает или поднимает сито 18, а щетки и форсунки очищают флюс с верхней поверхности листа 31 и ссыпают его в бункер 11. 3 з.п. ф-лы, 6 ил.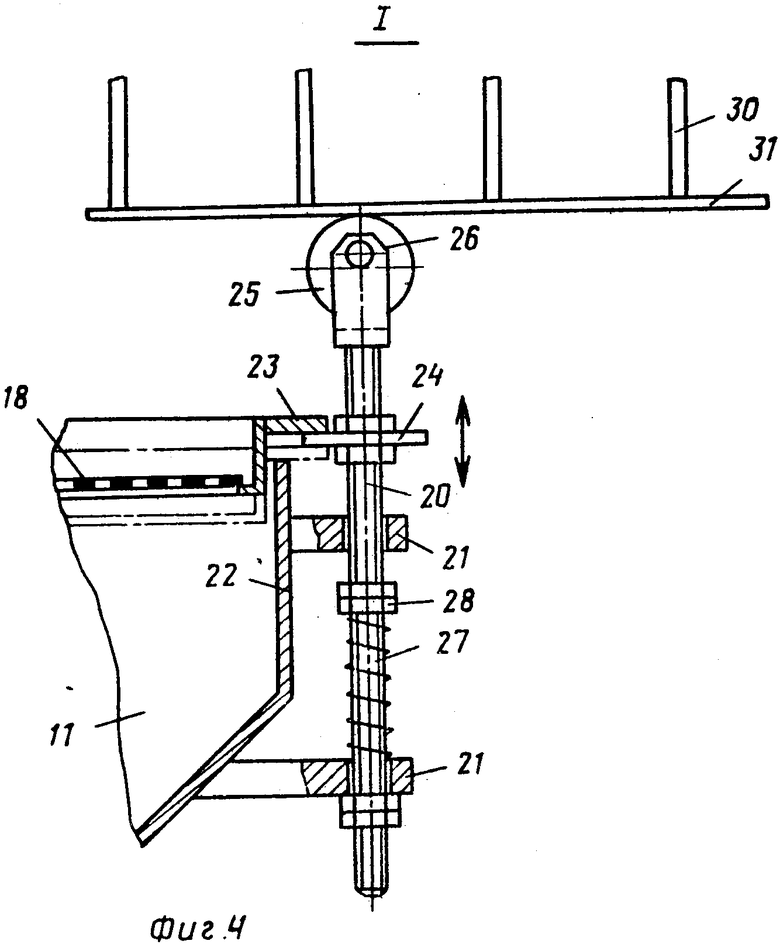
| Поточная линия для сборки и сваркипОд флюСОМ лиСТОВ B пОлОТНищА | 1979 |
|
SU831468A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
