изобретение относится к прокатному Производству и может быть использовано в чистовых непрерывных группах Клетей тонколистовых прокатных станов.
Цель изобретения - повышение плоскостности прокатываемых полос, расширение возможности и качества регулирования формы тонколистового проката.
На фиг. 1а и в представлены две принципиально возможные схемы устройства для регулирования формы тонколистового проката; на фиг. 2а - г - схемы установки и работы устройства в межклетевом промежутке; на фиг. 3 - схема охвата полосой последовательно гладкого и профилированного роликов.
3162
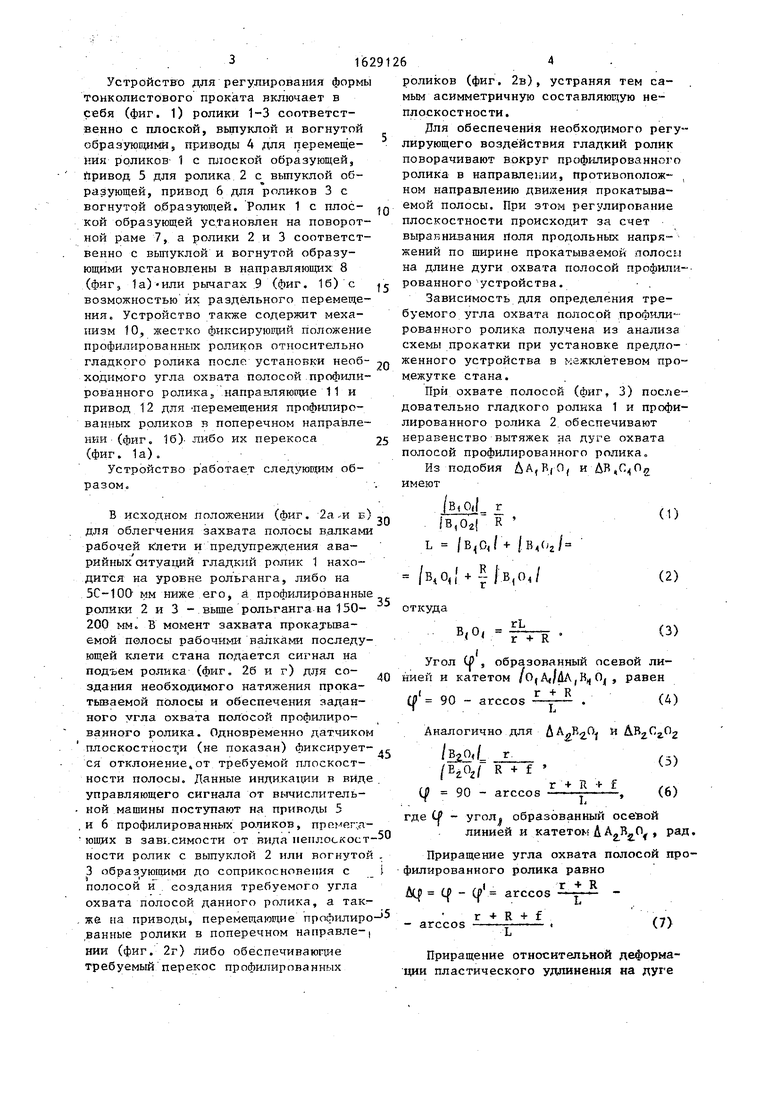
Устройство для регулирования формы тонколистового проката включает в себя (фиг. 1) ролики 1-3 соответственно с плоской, выпуклой и вогнутой образующими, приводы 4 для перемещения роликов 1 с плоской образующей, привод 5 для ролика 2 с выпуклой образующей, привод б для роликов 3 с вогнутой образующей. Ролик 1 с плос- кой образующей установлен на поворотной раме 7, а ролики 2 и 3 соответственно с выпуклой и вогнутой образующими установлены в направляющих 8 (фиг, 1а)«или рычагах 9 (фиг. 16) с возможностью их раздельного перемещения. Устройство также содержит механизм 10, жестко фиксирующий положение профилированных роликов относительно гладкого ролика после установки необ- холимого угла охвата полосой профилированного ролика, направляющие 11 и привод 12 для перемещения профилированных роликов в поперечном направлении (фиг. 16) либо их перекоса (фиг. 1а),
Устройство работает следующим образом.
64
роликов (фиг. 2в), устраняя тем самым асимметричную составляющую неплоскостности .
Для обеспечения необходимого регулирующего воздействия гладкий ролик поворачивают вокруг профилированного ролика в направлеьии, противоположном направлению движения прокатываемой полосы. При этом регулирование плоскостности происходит за счет выравнивания Поля продольных напряжений по ширине прокатываемой аолосн на длине дуги охвата полосой профилированного устройства.
Зависимость для определения требуемого угла охвата полосой профилированного ролика получена из анализа схемы прокатки при установке предложенного устройства в кежклетевом промежутке стана.
При охвате полосой (фиг, 3) последовательно гладкого ролика 1 и профилированного ролика 2 обеспечивают неравенство вытяжек на дуге охвата полосой профилированного ролика.
Из подобия ДА,В, О, и ДВ,С402
имеют
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел натяжных роликов тонколистового прокатного стана | 1983 |
|
SU1131571A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС ПРИ ПРОКАТКЕ | 2008 |
|
RU2386491C2 |
| Способ прокатки полос | 1990 |
|
SU1761314A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Способ получения листового проката | 1987 |
|
SU1526855A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 2007 |
|
RU2344888C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |


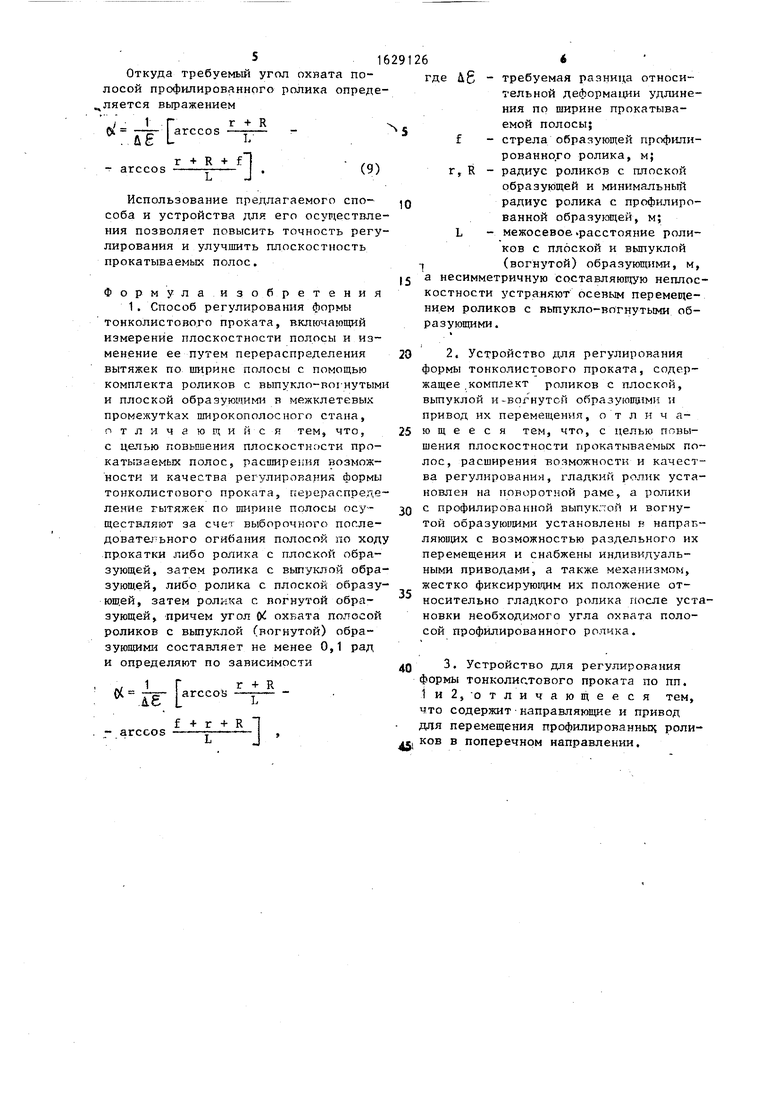
Изобретение относится к прокатному производству и может быть использовано в чистовых непрерывных группах клетей тонколистовых прокатных станов. Цель изобретения - повышение плоскостности прокатываемых полос, расширение возможности и качества регулирования, формы тонколистового проката. С этой делью, оценив с помощью датчиков форму готового проката, осуществляют перераспределение вытяжек -по ширине полосы путем выборочного последовательного огибания полосой по ходу прокатки либо роликл с плоской образующей, затем ролика с выпуклой образующей, либо ролика с плоской образующей, затем ролика с вогнутой образующей. Причем угол охвата полосой роликов с выпуклой (вогнутой) образующей составляет не менее 0,1 рад и определяют по зависимости Oi 1/uЈ | arccos(r + К) arccospr + R + , где йЈ - разница относительной деформации удлинения по ширине прокатываемой полосы; г, R - радиус гладкого и минимальный радиус профилированного роликов, м; f - стрела образующей профилированного ролика, м; Т, - межосевое расстояние роликов с плоской и профилированной образующими, м. Асимметричную составляющую неплоскостности полосы устраняют осевым перемещением или перекосом роликов с пыпукло-вог- нутыми образующими. 2 с. и 1 з.п. ф-лы, 3 ил.
В исходном положении (фиг. 2а-и г)
30
35
для облегчения захвата полосы валками рабочей клети и предупреждения аварийных ситуаций гладкий ролик 1 находится на уровне рольганга, либо на 5С-100 мм ниже его, а профилированные ролики 2 и 3 - выше рольганга на 150- 200 мм. В момент захвата прокатываемой полосы рабочими валками последующей клети стана подается сигнал на подъем ролика (фиг. 26 и г) для со- ,,. здания необходимого натяжения прокатываемой полосы и обеспечения заданного vrna охвата полосой профилированного ролика. Одновременно датчиком плоскостности (не показан) фиксирует- ся отклонение,от требуемой плоскостности полосы. Данные индикации в виде управляющего сигнала от вычислительной машины поступают на приводы 5 и 6 профилированных роликов, пррмегающих в зависимости от вида иеилоскост- О ности ролик с выпуклой 2 или вогнутой . 3 образующими до соприкосновения с полосой и создания требуемого угла охвата полосой данного ролика, а также на приводы, перемещающие профилиро- - ванные ролики в поперечном направле-,
нии (фиг. 2г) либо обеспечивающие требуемый перекос профилированных
.
1в,о2 L ,/ + /в,(/2/
т R
(О
,| + Ј|в,о4/
(2)
35
,,.
откуда
в о - rL
r + R
(3)
Угол Ср , образованный осевой линией и катетом /0(А,/М,ВЧ Oj , равен
(/ 90 - arccos .(4)
lj
Аналогично для И ДВ2СгО2 /ВгО,/ г
/VW R + f
(f 90 - arccos Г j1 Ј,
(5) (6)
где (Jf - угол, образованный осевой
линией и катетоь А , рад.
Приращение угла охвата полосой профилированного ролика равно
Aq q - q( arccos r -R r + R + ff-.
- arccos «(7)
Jj
Приращение относительной деформации пластического удлинения на дуге
Откуда требуемый угол охвата полосой профилированного ролика опреде- ляется выражением
1 Г г + R
- I .. ..-.-...- . -
т.
йЈ
D
arccos
- arccos
г + R +
L J
Использование предлагаемого способа и устройства для его осуществления позволяет повысить точность регулирования и улучшить плоскостность прокатываемых полос.
Формула изобретения
arccoa f + г + R
г + R
,
10
15
20
25
30
35
где Д5 требуемая разница относительной деформации удлинения по ширине прокатываемой полосы;
f - стрела образующей профилированного ролика, м; г, R - радиус роликов с плоской образующей и минимальный радиус ролика с профилированной образующей, м; L - межосевое расстояние роликов с плоской и выпуклой -, (вогнутой) образующими, м, а несимметричную составляющую неплоскостности устраняют осевым перемещением роликов с выпукло-вогнутыми образующими.
40 3. Устройство для регулирования формы тонколистового проката по пп. 1 и2, отличающееся тем, что содержитнаправляющие и привод для перемещения профилированный ролилъ ков в поперечном направлении.
б
IPX П
5Й
П п
11
Фиа.1
Фиг г
| ABi.i jcKoe сзилете-пьстйо ССС , кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU204282A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
