Изобретение относится к литейному производству центробежным способом, а именно к технологии литейной формы прокатных валков с шейками.
Цель изобретения - повышение произ- водительности и улучшение условий труда при сборке и разборке, улучшение качества сборки формы.
На чертеже показана литейная форма и стенд для ее сборки и разборки, вид сбоку.
Литейная форма состоит из корпуса 1, в котором на торцах соосно установлены нижняя 2 и верхняя 3 вставки, формирующие шейки валка, центральная вставка 4, формирующая бочку валка, нижняя глухая крышка 5 и верхняя сквозная крышка 6. В проточке нижней вставки 2 помещено уп- лотнительное кольцо 7, контактирующее с внутренней поверхностью корпуса 1. В проточке нижней крышки 5 помещено уплотни- тельное кольцо 8, а в торце крышки 5 установлен штуцер 9 для подвода сжатого воздуха. Крышки 5 и 6 закреплены в выточках корпуса с помощью фиксаторов 10.
Стенд для сборки и разборки литейной- формы содержит опорную раму 11с проемом для размещения в ней литейной формы, приводные упоры 12, каждый из которых с помощью шарнирного четырех- звенника 13 соединен с пневмоприводом 14.
При сборке формы нижняя вставка 2 с помощью грузоподъемного механизма вводится внутрь корпуса 1, пока уплотнитель- ное кольцо 7 не войдет в контакт с внутренней поверхностью корпуса. После этого в замкнутую полость корпуса через штуцер 9 подают Лкатый воздух, расход и давление которого устанавливают такими, чтобы нижняя вставка 2 удерживалась на воздушной опоре после отсоединения грузозахватного органа. Освободившийся грузоподъемный механизм используется для транспортирования к месту сборки формы следующей вставки. В это же время путем стравливания воздуха через штуцер 9 нижнюю вставку опускают внутрь корпуса настолько, чтобы обеспечить установку на ней
следующей вставки 4. Затем пакет из двух вставок снова опускают путем стравливания воздуха через штуцер 9 на такую величину, чтобы установить в корпусе 1 верхнюю вставку 3. При дальнейшем стравливании -воздуха пакет из трех вставок плавно опускают до проектного положения в корпусе.
При разборке формы сначала демонтируют верхнюю крышку 6, затем с помощью пневмопривода 14 приводные упоры 12 подводят к литейной форме, и в полость корпуса 1 через штуцер 9 подают сжатый воздух, под действием которого вставки с отлитым валком поднимаются до упирания верхней вставки в приводные упоры 12, Далее верхнюю вставку 3 демонтируют с помощью грузоподъемного механизма, для чего воздух внутри корпуса запирается, а упоры отводятся от формы. После демонтажа верхней вставки 3 приводные упоры вновь подводят к литейной форме, а в полость корпуса вновь подается сжатый воздух до тех пор, пока центральная вставка 4 не упрется в упоры 12. Далее с помощью грузоподъемного механизма производят извлечение валка из формы. Демонтаж центральной 4 и нижней 2 вставок ведут теми же приемами, что и верхнюю вставку 3.
Использование предлагаемой литейной формы и стенда для ее сборки и разборки позволяет повысить производительность процессов сборки и разборки формы как за счет сокращения времени, так и за счет высвобождения рабочего: устранить перекосы и заклинивания вставок, осуществить безударную посадку вставок внутри корпуса при сборке формы, что позволяет улучшить качество сборки и отливки за счет более плотного прилегания вставок и уменьшения выкрашивания формовочных и облицовочных смесей; улучшить условия труда сборщиков форм.
Формула изобретения 1. Литейная форма центробежной машины для литья прокатных валков с шейками, содержащая корпус, в котором на торцах установлены сопсно вставки и крыш
ки, отличающаяся тем, что, с целью2. Стенд для сборки и разборки литейповышения производительности и улучше-ной формы, содержащий опорную раму с
ния условий труда при сборке и разборке,проемом для размещения в ней литейной
улучшения качества сборки, она снабженаформы, отличающийся тем, что, с
уплотнительными пальцами, расположен 5 целью повышения производительности и
ными на элементе, нижней крышке и ниж улучшения условий труда, он снабжен приней вставке, и штуцером для подвода сжатоговодными упорами, закрепленными на равоздуха, установленным в нижней крышке.ме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для центробежного литья прокатных валков | 1990 |
|
SU1759540A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346788C1 |
| Стенд для сборки и разборки прокатных валков полосовых и дрессировочных станов | 1988 |
|
SU1588454A1 |
| Металлическая форма для центробежно-литого чугунного валка | 1985 |
|
SU1329901A1 |
| Стенд для сборки и разборки прокатных валков | 1981 |
|
SU1186300A1 |
| Устройство для извлечения из формы отливки | 1986 |
|
SU1368106A1 |
| Способ центробежного литья прокатных валков с шейками | 1986 |
|
SU1364391A2 |
| Каркас литейной модели изложницы | 1984 |
|
SU1235616A1 |
| Способ изготовления профилированных валков | 1989 |
|
SU1613248A1 |
| Металлическая форма для центробежного литья валков | 1988 |
|
SU1586854A1 |
Изобретение относится к литейному производству центробежным способом, а именно к технологии литейной формы прокатных валков с шейками. Цель изобретения - повышение производительности и улучшения условий труда при сборке и разборке, В процессе сборки литейной формы центробежной машины, после введения в обойму 3 нижней вставки 5 и каждой последующей 6, 4 в замкнутую полость обоймы подается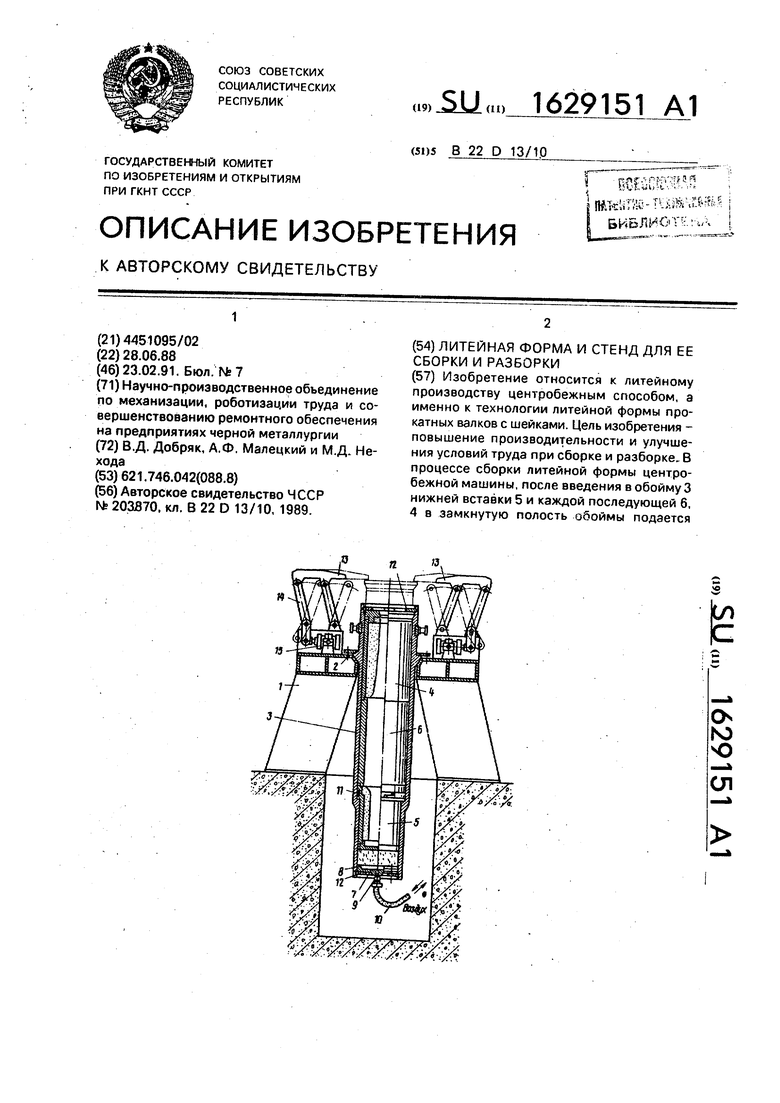
| Эксцентричный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию и т.п. работ | 1924 |
|
SU203A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
