Изобретение относится к машиностроению и может быть использовано при изготовлении срезных заклепочных соединений повышенного ресурса.
Известны срезные заклепочные соединения, которые технологичны в производстве и обладают благодаря создаваемому радиальному натягу хорошими ресурсными характеристиками. Однако заклепочным соединениям присущи и характерные для них недостатки - трудность расклепывания за- ; клепки в пакетах средних и больших толщин , вследствие закаливания заклепки при е е расклепывании, а также чрезмерная раздача стержня заклепки при использовании высокопрочных заклепок, приводящая к интенсивной коррозии под напряжением.
Известен способ выполнения заклепочного соединения, в котором на стержне заклепки выполняют систему скругленных выступов и впадин, а пространство между
стержнем и стенкой отверстия заполняют герметиком. Выполнение системы кольцевых выступов способствует лучшей раздаче заклепки, однако значительно повышает величину контактных напряжений на стенке отверстия, приводит к интенсивному износу соединения, оставляет на стенке отверстия неупрочненные кольцевые зоны, снижая технический эффект известного способа.
Наиболее близким по техническому решению и достигаемому результату к изобре- тению является способ выполнения соединения, который предполагает создание на поверхности стержня крепежного элемента системы продольных выступов, снижая тем самым величину усилия запрессовки крепежного элемента при сохранении заданной величины радиального натяга. Однако выполнение разработанного способа для обширного класса заклепочных соединений трудно, а иногда и практически неосуществимо.
XI
ел
Ј о о
Цель изобретения - повышение надежности заклепочного соединения путем повышения его усталостной долговечности.
Для этого способ выполнения заклепочного соединения включает установку в от- верстия соединяемых деталей стержня заклепки, причем на стенке отверстий выполняют скругленные выступы и впадины, а стержень закЛепки сопрягается с поверхностью стенок отверстий, и образование за- мыкающей головки заклепочного соединения.
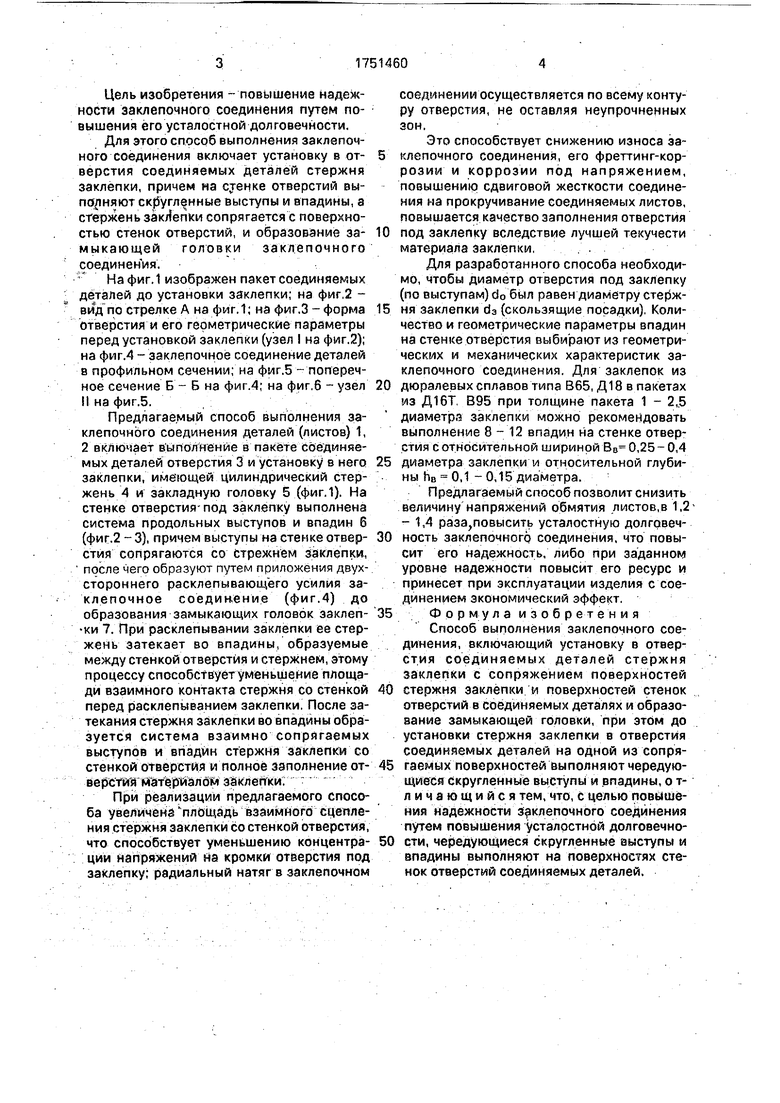
На фиг. 1 изображен пакет соединяемых деталей до установки заклепки; на фиг 2 - вид по стрелке А на фиг.1; на фиг.З -форма отверстия и его геометрические параметры перед установкой заклепки (узел I на фиг.2); на фиг.4 - заклепочное соединение деталей в профильном сечении; на фиг.5 - поперечное сечение Б - Б на фиг.4; на фиг б - узел II на фиг.5.
Предлагаемый способ выполнения заклепочного соединения деталей (листов) 1, 2 включает выполнение в пакете соединяемых деталей отверстия 3 и установку в него заклепки, имеющей цилиндрический стержень 4 и закладную головку 5 (фиг.1). На стенке отверстия под заклепку выполнена система продольных выступов и впадин б (фиг.2 - 3), причем выступы на стенке отвер- стия сопрягаются со стрежнем заклепки, после чего образуют путем приложения двухстороннего расклепывающего усилия заклепочное соединение (фиг.4) до образования замыкающих головок заклеп- ки 7. При расклепывании заклепки ее стержень затекает во впадины, образуемые между стенкой отверстия и стержнем, этому процессу способствует уменьшение площади взаимного контакта стержня со стенкой перед расклепыванием заклепки, После затекания стержня заклепки во впадины образуется система взаимно сопрягаемых выступов и впадин стержня заклепки со стенкой отверстия и полное заполнение от- верстия материалом заклепки.
При реализации предлагаемого способа увеличена площадь взаимного сцепления стержня заклепки со стенкой отверстия, что способствует уменьшению концентра- ции напряжений на кромки отверстия под заклепку; радиальный натяг в заклепочном
соединении осуществляется по всему контуру отверстия, не оставляя неупрочненных зон.
Это способствует снижению износа заклепочного соединения, его фреттинг-кор- розим и коррозии под напряжением, повышению сдвиговой жесткости соединения на прокручивание соединяемых листов, повышается качество заполнения отверстия под заклепку вследствие лучшей текучести материала заклепки
Для разработанного способа необходимо, чтобы диаметр отверстия под заклепку (по выступам) do был равен диаметру стержня заклепки da (скользящие посадки) Количество и геометрические параметры впадин на стенке отверстия выбирают из геометрических и механических характеристик заклепочного соединения. Для заклепок из дюралевых сплавов типа В65, Д18 в пакетах из Д16Т В95 при толщине пакета 1 - 2,5 диаметра заклепки можно рекомендовать выполнение 8-12 впадин на стенке отверстия с относительной шириной Вв 0,25 - 0,4 диаметра заклепки м относительной глубины Ьв 0,1 - 0,15 диаметра.
Предлагаемый способ позволит снизить величину напряжений обмятия листов,в 1,2 -1,4 раза,повысить усталостную долговечность заклепочного соединения, что повысит его надежность, либо при заданном уровне надежности повысит его ресурс и принесет при эксплуатации изделия с соединением экономический эффект
Формула изобретения
Способ выполнения заклепочного соединения, включающий установку в отверстия соединяемых деталей стержня заклепки с сопряжением поверхностей стержня заклепки и поверхностей стенок отверстий в соединяемых деталях и образование замыкающей головки, при этом до установки стержня заклепки в отверстия соединяемых деталей на одной из сопрягаемых поверхностей выполняют чередующиеся скругленные выступы и впадины, о т- личающийся тем, что, с целью повышения надежности заклепочного соединения путем повышения усталостной долговечности, чередующиеся скругленные выступы и впадины выполняют на поверхностях стенок отверстий соединяемых деталей.
3-3
07
-
X
22
г/
«ИГЛ
ФИГ.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заклепочного соединения | 1989 |
|
SU1732022A1 |
| Заклепка | 1989 |
|
SU1670205A1 |
| Заклепочное соединение | 1989 |
|
SU1673758A1 |
| Соединение листовых деталей внахлестку | 1990 |
|
SU1751471A1 |
| Способ получения заклепочного соединения | 1990 |
|
SU1754928A1 |
| Заклепочное соединение деталей | 1988 |
|
SU1541436A1 |
| Заклепка | 1989 |
|
SU1687944A1 |
| Способ образования заклепочного соединения | 1990 |
|
SU1738460A1 |
| Способ получения заклепочного соединения деталей | 1990 |
|
SU1735627A1 |
| Многорядное соединение деталей | 1990 |
|
SU1751461A1 |

Использование: выполнение срезных заклепочных соединений повышенного ресурса. Сущность изобретения: на поверхностях стенок отверстий соединяемых деталей выполняют чередующиеся скругленные выступы и впадины. В отверстия устанавливают стержень заклепки и образуют замыкающую головку. При этом материал стержня заклепки затекает во впадины на поверхностях стенок отверстий в соединяемых деталях.6 ил.
ФИГ .4
6-5
Фиг.б
| Ярковец А.И., Сироткин О.С., Фирсов В.А | |||
| Киселев Н.М., Технология выполнения высокоресурсных заклепочных и болтовых соединений в конструкциях самолетов, М.: Машиностроение, 1987, с | |||
| Устройство непрерывного автоматического тормоза с сжатым воздухом | 1921 |
|
SU191A1 |
| Патент США № 4012884, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
