Изобретение относится к металлургии в частности к технологии прокатки толстых листов из слитков
Цель изобретения - уменьшение потерь металла в обрезь.
Способ прокатки толстых листов из слитков включает снятие конусности, поперечную разбивку ширины и продольную прокатку до заданной толщины, перед поперечной прокаткой производят продольный проход с задачей слитка в валки большим основанием с получением недокатанного заднего конца протяженностью
l3 y In ,(
где In - длина слитка после снятия конусности.
Максимальная протяженность з составляет 2/3 длины раската тела слитка, так как в этом месте по результатам опытных данных находится максимум ширины раската бесприбыльного слитка после разбивки ширины.
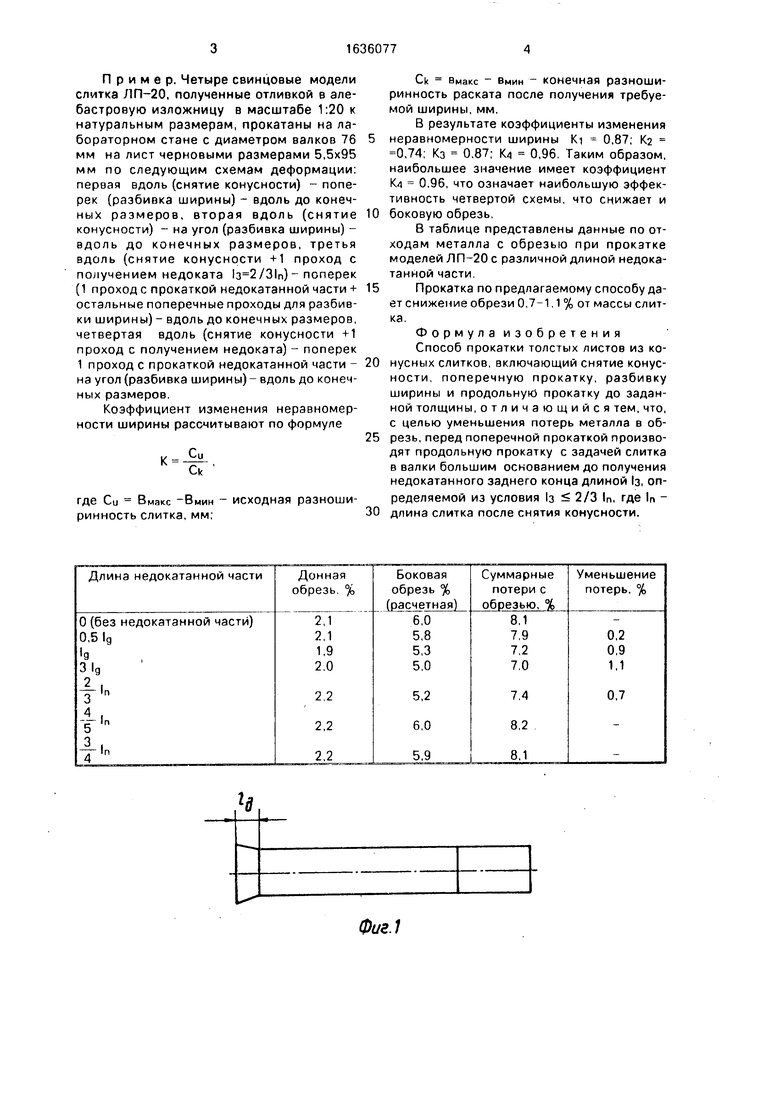
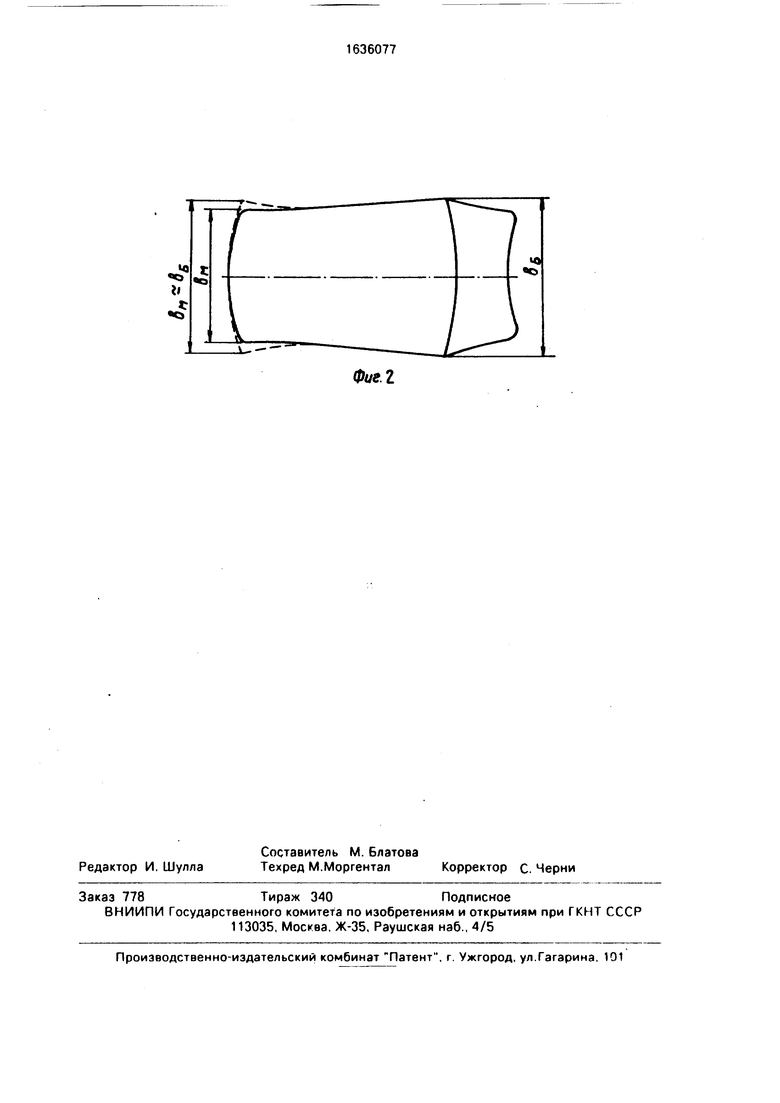
На фиг 1 изображен раскат слитка после дополнительного прохода с получением недоката вид сбоку на фиг 2- раскат после дополнительного прохода с образованием недоката (сплошная линия) после кантовки и прокатки в поперечном направлении без изменения установки валков (пунктир) вид сверху
Способ осуществляется следующим образом
В первых продольных проходах производят снятие конусности слитка после чего слиток задают в валки большим основанием и недокатывают оставляя задний более узкий конец длиной определяемой зависимостью (1) реверсируют валки с выводом из них раската разворачивают его в горизонтальной плоскости и прокатывают его в поперечном направлении без изменения межвалкового зазора После этого производят разбивку ширины раската поперечной прокаткой или на угол в соответствии с принятой технологией, разворачивают раскати прокатывают вдоль до конечной толщины
Ё
Os
со
§
VJ
х|
Пример. Четыре свинцовые модели слитка ЛП-20, полученные отливкой в алебастровую изложницу в масштабе 1:20 к натуральным размерам, прокатаны на лабораторном стане с диаметром валков 76 мм на лист черновыми размерами 5,5x95 мм по следующим схемам деформации: первая вдоль (снятие конусности) - поперек (разбивка ширины) - вдоль до конечных размеров, вторая вдоль (снятие конусности) - на угол (разбивка ширины) - вдоль до конечных размеров, третья вдоль (снятие конусности +1 проход с получением недоката 1з 2/31п)- поперек (1 проход с прокаткой недокатанной части + остальные поперечные проходы для разбивки ширины)- вдоль до конечных размеров, четвертая вдоль (снятие конусности +1 проход с получением недоката) - поперек 1 проход с прокаткой недокатанной части - на угол (разбивка ширины) - вдоль до конечных размеров.
Коэффициент изменения неравномерности ширины рассчитывают по формуле
К
Си
Ck
где Си Вмакс -Вмин - исходная разноши- ринность слитка, мм;30
0 5 0
5
0
Ck Вмакс - Вмин - конечная разноши- ринность раската после получения требуемой ширины, мм.
В результате коэффициенты изменения неравномерности ширины Ki 0,87; Кг 0,74; Кз 0.87; К 0,96. Таким образом, наибольшее значение имеет коэффициент 4 0,96, что означает наибольшую эффективность четвертой схемы, что снижает и боковую обрезь.
В таблице представлены данные по отходам металла с обрезыо при прокатке моделей ЛП-20 с различной длиной недокатанной части.
Прокатка по предлагаемому способу дает снижение обрези 0,7-1,1 % от массы слитка.
Формулаизобретения
Способ прокатки толстых листов из конусных слитков, включающий снятие конусности, поперечную прокатку, разбивку ширины и продольную прокатку до заданной толщины, отличающийся тем, что, с целью уменьшения потерь металла в обрезь, перед поперечной прокаткой производят продольную прокатку с задачей слитка в валки большим основанием до получения недокатанного заднего конца длиной 1з, определяемой из условия з 2/3 1П, где ln - длина слитка после снятия конусности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ прокатки толстого листа из слитков и кузнечных заготовок | 1990 |
|
SU1736650A1 |
| Способ прокатки толстых листов | 1990 |
|
SU1752457A1 |
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| Листовой слиток | 1989 |
|
SU1678467A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ прокатки толстых листов | 1986 |
|
SU1342542A1 |
| Способ прокатки листов из слитков | 1982 |
|
SU1097400A1 |
| Способ прокатки толстых листов | 1988 |
|
SU1556777A1 |
Изобретение относится к металлургии, в частности к технологии прокатки толстых листов из слитков Цель изобретения - уменьшение потерь металла в обрезь Способ заключается в введении дополнительного продольного прохода после снятия конусности с задачей слитка в валки большим основанием с получением недокатанного заднего конца реверсировании валков с выводом из них раската последующим разворотом его в горизонтальной плоскости и прокаткой в поперечном направлении без изменения межвалкового зазора Предложенный способ снижает обрезь на на 0,7-1 1% от масссы слитка 2 ил 1 табл
Фиг.1
Фиг. I
| Способ прокатки листов из слитков | 1982 |
|
SU1097400A1 |
