Изобретение относится к машиностроению, в частности к автоматическим поточным линиям.
Цель изобретения - расширение технологических возможностей и повышение надежности работы линии.
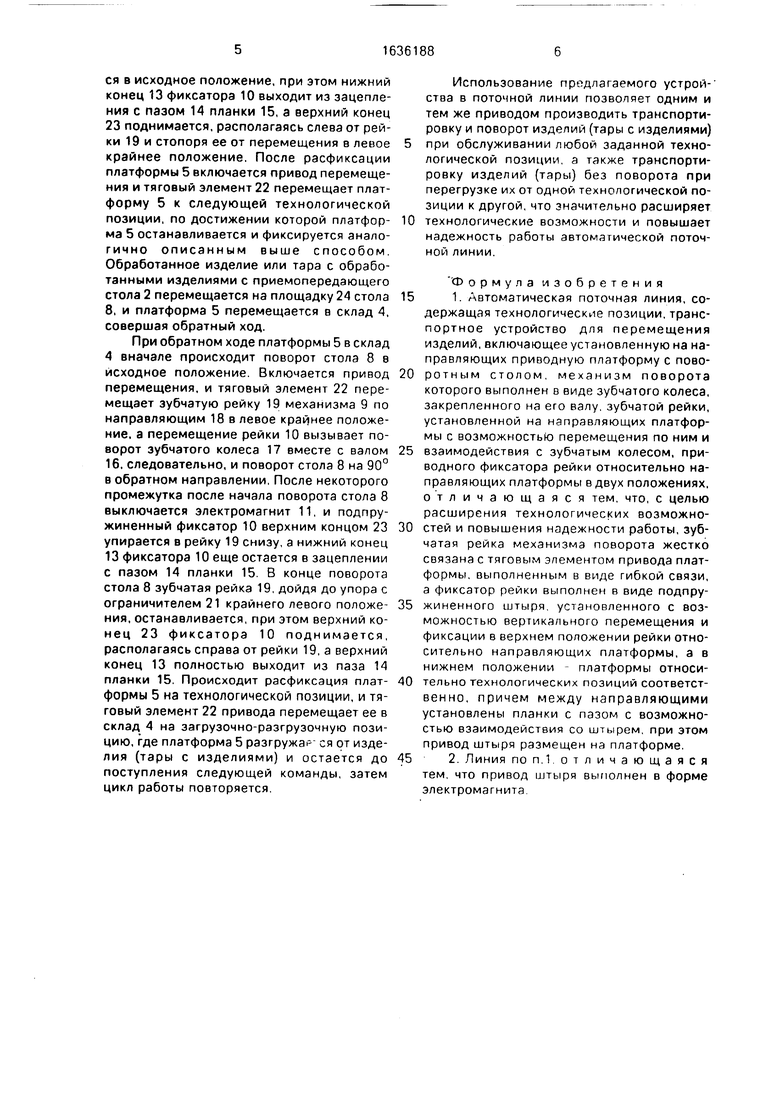
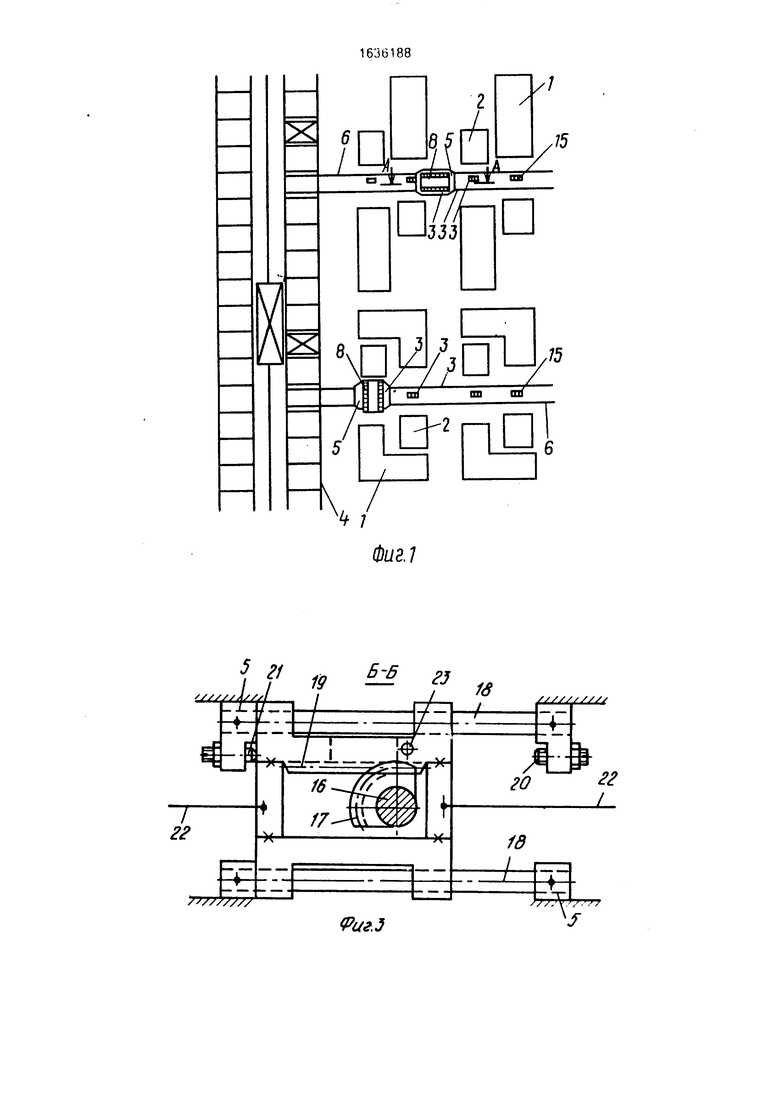
На фиг.1 изображен участок поточной линии, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - положение механизма фиксированного поворота после поворота стола.
Поточная линия содержит технологические позиции с металлорежущими станками 1 и стационарными приемопередающими столами 2, которые связаны с транспортными устройствами 3 для перемещения и поворота изделий с многоярусным складом 4.
Поточная линия 3 включает приводную платформу 5, перемещающуюся вдоль рельсовой трассы 6 на катках 7. На платформе 5 смонтирован поворотный стол 8 с механизмом 9 поворота, обеспечивающим поворот стола 8 на угол 90°. На платформе 5 смонтированы также подпружиненный фиксатор 10 и электромагнит 11, связанные между собой рычагом 12. Фиксатор 10 установлен вертикально Vi взаимодействует нижним, концом 13 с профильным пазом 14 планок 15 устройства 3, расположенных на технологических позициях. Механизм 9 поворота стола 8 имеет закрепленное на валу 16 стола 8 зубчатое колесо 17, установленные на платформе 5 направляющие 18 и зубчатую рейку 19, находящуюся в постоянном зацеплении с зубчатым колесом 17 Зубчатая рейка 19 установлена на направляющих 18 с возможностью перемещения по ним между закрепленными на платформеБограничите- лями 20 и 21 конечных положений и связана с тяговым элементом 22 привода горизонтального перемещения (не показан), протянутым внутри платформы 5.
В исходном, левом конечном положении (фиг.З) зубчатая рейка 19 упирается в верхний конец 23 фиксатора 10 и не имеет возможности перемещения относительно направляющих 18 при перемещениях подвижной платформы 5.
В правое конечное положение (фиг.4) зубчатая рейка 19 перемещается после освобождения от стопорения верхним концом 23 фиксатора 10 при перемещении последнего электромагнитом 11 через рычаг 12 вниз для фиксации платформы 5 на одной их технологических позиций.
На грузовой площадке 24 поворотного стола 8, выполненной, например, в виде роликового настила, находится транспортируемое изделие или затаренный груз.
Автоматическая поточная линия работает следующим образом.
Платформа 5 транспортного устройства 3 на катках 7 перемещается вдоль рельсовой трассы б тяговым элементом 22 привода горизонтального перемещения и подается в склад 4 на позицию загрузки-разгрузки, где и останавливается Изделие, например тара с заготовками, подъемно-транспортным ус0 тройством склада 4 устанавливается на грузовую площадку 24 стола 8. После этого платформа 5 вместе с тарой перемещается по трассе 6 к приемопередающему столу 2 станка 1 одной из технологических позиций
5 поточной линии.
За исходное положение (перед поворотом стола) принимаем положение, изображенное на фиг.2 и 3. Здесь зубчатая рейка 19 механизма 9 фиксированного поворота
0 стола 8 показала во время стопорения верхним концом 23 фиксатора 10 в ее крайнем левом положении относительно направля- щих 18 электромагнит 11 выключен и фиксатор 10 находится в исходном, верхнем
5 крайнем положении.
При подходе платформы 5 к приемопередающему столу 2 станка 1 включается электромагнит 11, который через рычаг 12, преодолевая усилие пружины фиксатора 10,
0 перемещает последний вниз до упора с фиксирующей планкой 15. При дальнейшем движении платформы 5 нижний конец 13 фиксатора 10 западает в профильный паз 14 планки 15. одновременно верхний конец 23
5 фиксатора 10 освобождает зубчатую рейку 19 от стопорения. Платформа 5 останавливается и фиксируется на технологической позиции, а зубчатая рейка 19 тяговым элементом 22 перемещается относительно на0 правляющих 18доупорасограничителем20 крайнего правого положения. При перемещении рейки 19 в правое крайнее положение поворачивается зубчатое колесо 17 вместе с валом 16, следовательно поворачи5 вается и стол 8 на 90°, а после достижения рейки 19 крайнего правого положения выключается привод горизонтального перемещения платформы 5.
Изделие или тара с изделиями переме0 щается на приемопередашчный стол 2 станка 1. После освобождения грузовой площадки 24 поворотного стола 8 платформа 5 может перемещаться к следующей тех- нологической позиции для приема
5 обработанного изделия (тары с изделиями) или обратно в склад 4.
При перемещении платформы 5 к следующей технологической позиции линии сначала выключается электромагнит 11. подпружиненный фиксатор 10 возвращается в исходное положение, при этом нижний конец 13 фиксатора 10 выходит из зацепления с пазом 14 планки 15, а верхний конец 23 поднимается, располагаясь слева от рейки 19 и стопоря ее от перемещения в левое крайнее положение. После расфиксации платформы 5 включается привод перемещения и тяговый элемент 22 перемещает платформу 5 к следующей технологической позиции, по достижении которой платформа 5 останавливается и фиксируется аналогично описанным выше способом. Обработанное изделие или тара с обработанными изделиями с приемопередающего стола 2 перемещается на площадку 24 стола 8, и платформа 5 перемещается в склад 4, совершая обратный ход.
При обратном ходе платформы 5 в склад 4 вначале происходит поворот стола 8 в исходное положение. Включается привод перемещения, и тяговый элемент 22 перемещает зубчатую рейку 19 механизма 9 по направляющим 18 в левое крайнее положение, а перемещение рейки 10 вызывает поворот зубчатого колеса 17 вместе с валом 16. следовательно, и поворот стола 8 на 90° в обратном направлении, После некоторого промежутка после начала поворота стола 8 выключается электромагнит 11, и подпружиненный фиксатор 10 верхним концом 23 упирается в рейку 19 снизу, а нижний конец 13 фиксатора 10 еще остается в зацеплении с пазом 14 планки 15. В конце поворота стола 8 зубчатая рейка 19, дойдя до упора с ограничителем 21 крайнего левого положения, останавливается, при этом верхний конец 23 фиксатора 10 поднимается, располагаясь справа от рейки 19, а верхний конец 13 полностью выходит из паза 14 планки 15. Происходит расфиксация платформы 5 на технологической позиции, и тяговый элемент 22 привода перемещает ее в склад 4 на загрузочно-разгрузочную позицию, где платформа 5 разгружа - ся от изделия (тары с изделиями) и остается до поступления следующей команды, затем цикл работы повторяется.
Использование предлагаемого устрой- ства в поточной линии позволяет одним и тем же приводом производить транспортировку и поворот изделий (тары с изделиями)
при обслуживании любой заданной технологической позиции, а также транспортировку изделий (тары) без поворота при перегрузке их от одной технологической позиции к другой, что значительно расширяет
технологические возможности и повышает надежность работы автоматической поточной линии.
Формула изобретения
1. Автоматическая поточная линия, содержащая технологические позиции, транспортное устройство для перемещения изделий, включающее установленную на направляющих приводную платформу с поворотным столом, механизм поворота которого выполнен в виде зубчатого колеса, закрепленного на его валу, зубчатой рейки, установленной на направляющих платформы с возможностью перемещения по ним и
взаимодействия с зубчатым колесом, приводного фиксатора рейки относительно направляющих платформы в двух положениях, отличающаяся тем, что, с целью расширения технологических возможностей и повышения надежности работы, зубчатая рейка механизма поворота жестко связана с тяговым элементом привода платформы, выполненным в виде гибкой связи, а фиксатор рейки выполнен в виде подпружиненного штыря, установленного с возможностью вертикального перемещения и фиксации в верхнем положении рейки относительно направляющих платформы, а в нижнем положении - платформы относительно технологических позиций соответст- венно, причем между направляющими установлены планки с пазом с возможностью взаимодействия со штырем, при этом привод штыря размещен на платформе.
2. Линия по п.1. отличающаяся
тем, что привод штыря выполнен в форме электромагнита.
///////s/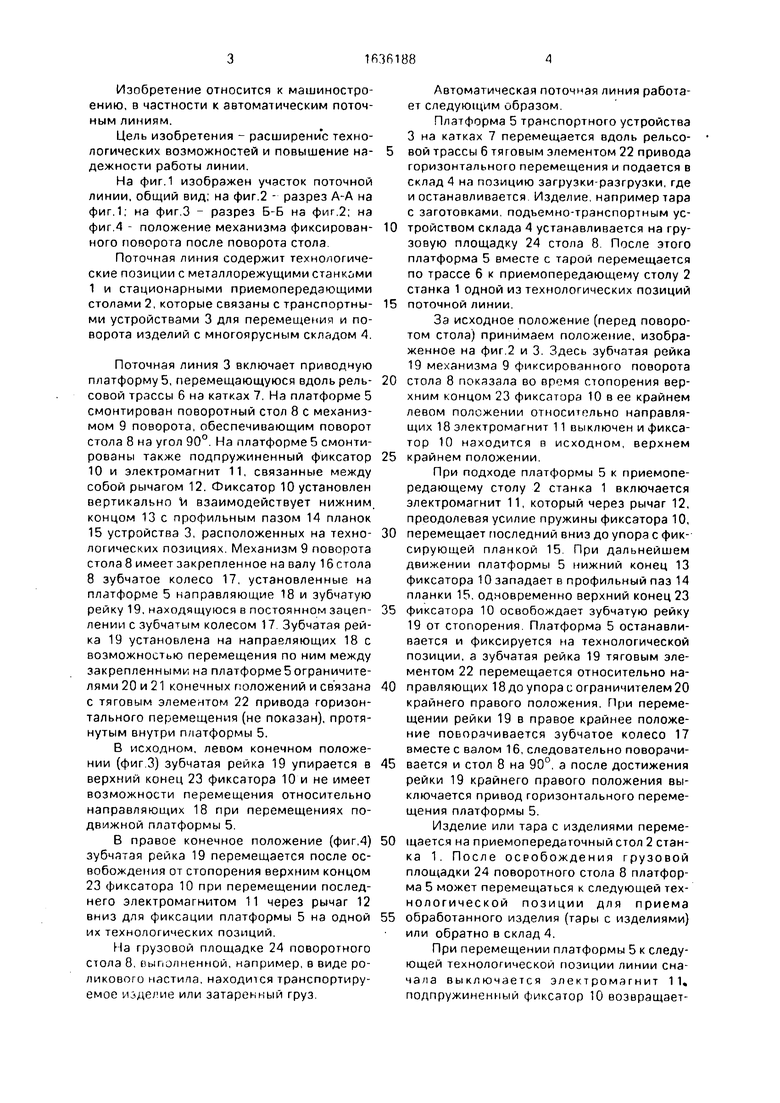
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перегрузки пакетированных грузов | 1988 |
|
SU1643340A1 |
| Устройство для транспортировки и поворота изделий в поточной линии | 1981 |
|
SU995439A1 |
| Мостовой кран-манипулятор | 1984 |
|
SU1194648A1 |
| Устройство для транспортировки и поворота деталей | 1980 |
|
SU932719A1 |
| Поточная линия | 1984 |
|
SU1212761A1 |
| Гибкая производственная система | 1985 |
|
SU1364436A1 |
| Устройство для маркирования листового материала | 1982 |
|
SU1159679A1 |
| Гибкая автоматизированная система | 1987 |
|
SU1562107A1 |
| Автоматическая поточная линия для изготовления книг | 1986 |
|
SU1426848A1 |
| Гибкая производственная система | 1987 |
|
SU1491663A1 |
Изобретение относится к машиностроению, в частности к автоматическим лоточным линиям. Целью изобретения является расширение технологических возможностей и повышение надежности работы линии. При подходе платформы 5 к приемопередающему столу станка включается электромагнит 11, который через рычаг А-А 12, преодолевая усилие пружины фиксатора 10, перемещает последний вниз до упора в фиксирующую планку 15. При дальнейшем движении платформы 5 нижний конец 13 фиксатора 10 западает в продольный паз 14 планки 15. Одновременно верхний конец 23 фиксатора 10 освобождает зубчатую рейку 19 от стопорения. Платформа 5 устанавливается и фиксируется на технологической позиции. При перемещении рейки 19 в правое крайнее положение поворачивается зубчатое колесо 17 вместе с валом 16. следовательно, поворачивается и стол 8 на 90°, а после достижения рейкой 19 крайнего правого положения выключается привод горизонтального перемещения платформы 5. 1 а.п.ф-лы, 4 ил. со С о со о 00 00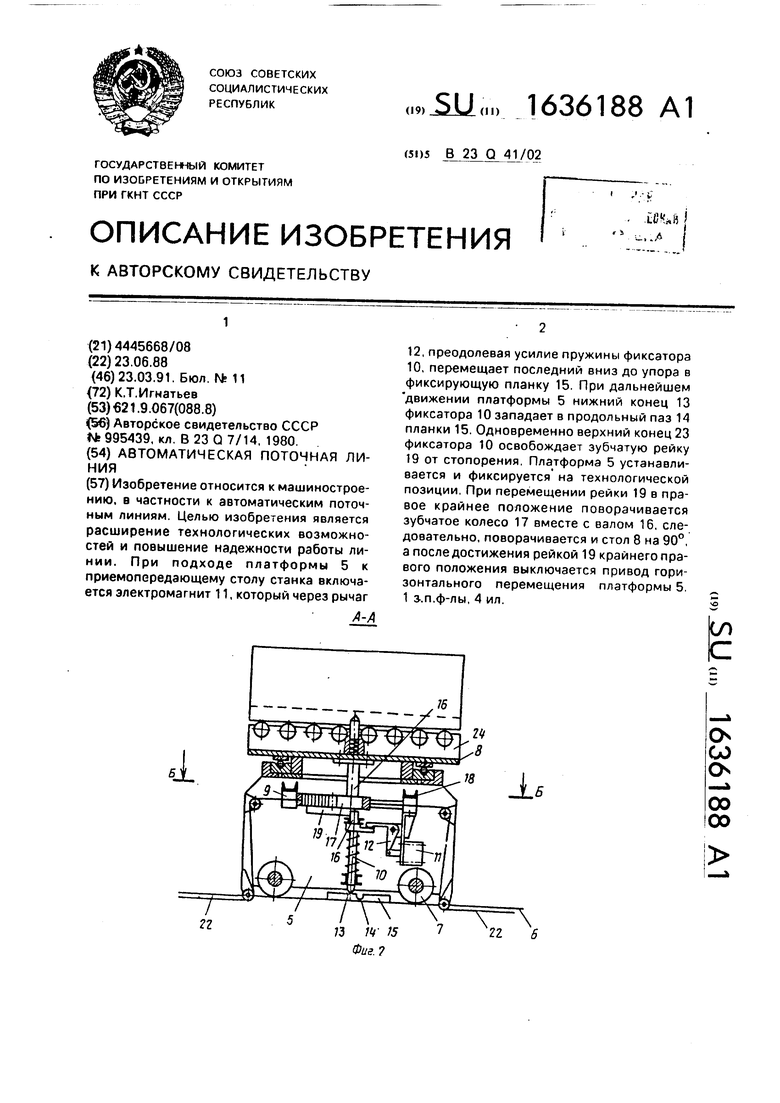
/
и
Л//7
U Ј
1 глф
8819С91
/ХУ
