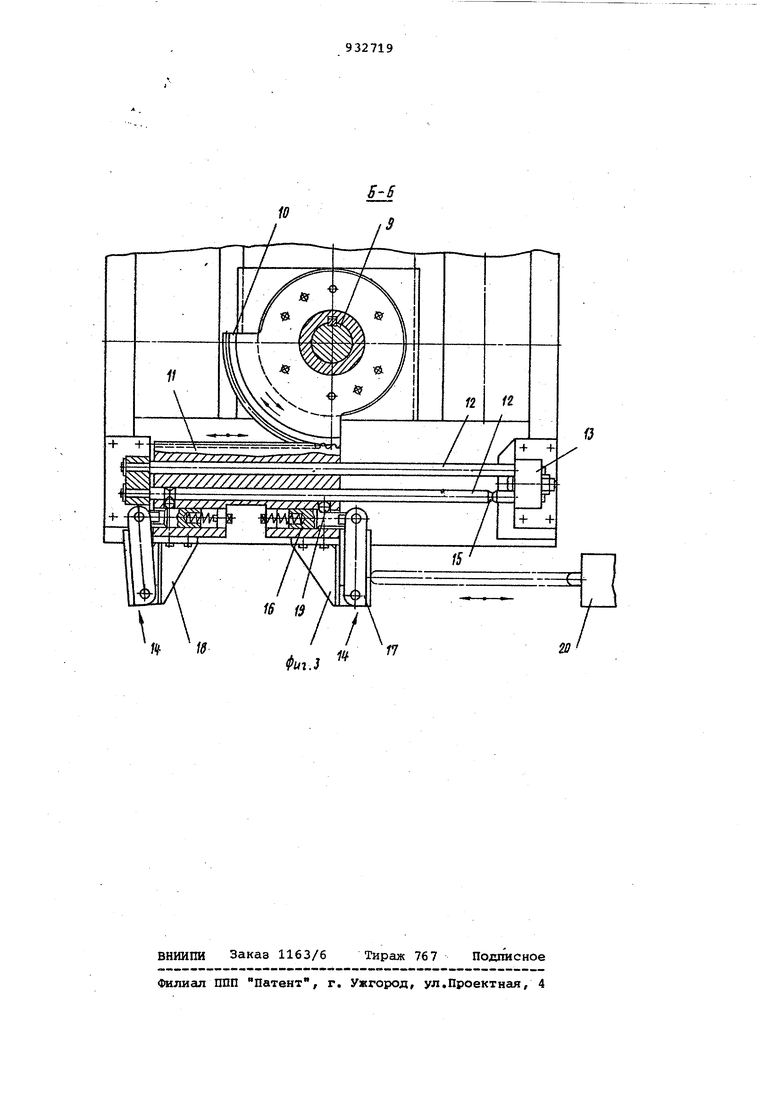
Изобретение относится к области станкостроения, в частности к транс портным устройствам поточных линий металлорежущих станков. Наиболее близким техническим решением к изобретению является устро ство для транспортировки и поворота дет.алей в поточной линии, содержащее подвижную платформу с поворотным столом с фиксатором и приводами поворота и фиксации стола, установленньами неподвижно вдоль трассы тран портировки Г , Недостаток указанного устройства заключается в ограниченности технологических возможностей поворотного стола вследствии того, что расфиксация, поворот и фиксация стола могут производиться только во время его транспортировки. Это затрудняет их применение в переналаживаемых линиях с гибкой транспортной связью Цель изобретения - расширение технологических возможностей линии посредством осуществления фиксированного поворота стола во время его остановки на соответству оцих позициях трассы транспортировки. Для достижения указанной цели по воротный стол имеет механизм фиксир ванного поворота и снабжен зубчатым сектором, направлянэдими и зубчатой рейкой, установленной на них с возможностью возвратно-поступательного перемещения в горизонтальной плоско сти перпендикулярно трассе транспор тировки поворотного стола, причем рейка снабжена двумя подпружиненным буферами с фиксаторами крайних положеклй рейки относительно направля щих, а привод поворота выполнен в виде расположенных по обе стороны трассы транспортировки поворотного стола толкателей, установленных с возможностью попеременного взаимоде ствия с буферами. На фиг. 1 изображен участок поточной линии; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2. Поточная линия содержит технологические позиции со станками 1 и стационарными приемопередаточными столами 2, которые связаны посредством устройств 3 для транспортировки и поворота деталей с тележечным конвейером 4. Устройства 3 перемещаются вдоль рельсовой трасСы 5. Устройство 3 для транспортировки и поворота деталей состоит иг шасси б, на котором смонтирован поворотный стол 7 с грузовой платформой 8, выполненный, например, в виде рольганга для приема затаренных грузов или отдельных деталей. hoвopoтный стол 7 обеспечивает фиксированный поворот на 90. Поворотный стол состоит из укрепленного на оси 9 зубчатого сектора 10, рей- ки 11, подвижно установленной на цилиндрических направляющих 12, которые расположены перпендикулярно трассе 5 и закреплены в кронштейнах 13на шасси 6. На обеих концах рейки 11 имеются подпружиненные буферы 14и канавки 15 под фиксаторы крайних положений рейки. Каждый буфер 14вьтолнен в виде подпружиненного плуйжера 16, шарнирно связанного с поворотным упором 17, укрепленным на кронштейне 18, установленном на рейке 11. В корпусе рейки 11 установлены шариковые фиксаторы 19, взаимодействующие с фасонными поверхностями плунжеров 16, а также с поверхностью соответствующих канавок 15на направляющих 12. На фиг. 3 левый фиксатор показан во время фиксации рейки 11 в крайнем левом положении относительно направляющих 12, при этом шариковый фиксатор 19 введен в канавку 15 и заперт в этом положении посредством цилиндрической поверхности плунжера 16. В это время правый фиксатор не зафиксирован относительно направляющей 12, это достигается тем, что правый шариковый фиксатор 19 введен во впадину на фасонной поверхности плунжера 16и заперт в этом положении посредством цилиндрической поверхности направляющей 12. Ход рейки от одного фиксированного,положения к другому соответствует повороту стола на 90 . Привод поворота стола выполнен толкающим в виде пары силовых цилиндров 20, расположенных стационарно по обе стороны от трассы 5 транспортировки в местах осуществления поворота стола. Штоки этих цилиндров взаимодействуют с соответствующими упорами 17 при необходимости поворота стола на заданной позиции. Такое расположение силовых цилиндров позволяет сократить габариты устройства для транспортировки и поворота деталей и также увеличивает мобильность этого устройства из-за отсутствия подвода энергоносителя по гибким шлангам. Устройство 3 для транспортировки и поворота при работе перемещается вдоль трассы 5 по рельсам, расположенным перпендикулярно к направлению трассы тележечного конвейера 4, транспортирующего детали или затаренные грузы.i По обе стороны трассы-5 и на одном из ее концов расположены приемопередаточные столы 2, тогда как другой конец трассы примыкает к конвейе- ру 4. При остановке тележки конвейера 4 на позиции, соответствующей началу трассы 5, к этому месту подается устойство 3 для транспортировки и поворота деталей. Деталь перемещают с тележки конвейера на грузовую платфому § устройства 3.
Затем устройство 3 передвигается по трассе 5 до одного из приемопередаточных столов 2, и устройство 3 осуидаствляет поворот платформы 8, после чего детали с платформы перемещают на приемопередаточный стол. Приемопередаточные столы 2 располагают возле технологических позиций со станками 1. Обрабатываемые детали могут перемещаться с приемопередаточных столов на станки и обратно. Устройство 3 осуществляет транспортировку и поворот деталей, обеспечивая в заданной последовательности перемещение деталей от конвейера 4 вдоль трассы 5 к приемопередаточным столам 2 и обратно. После остановки устройства 3 у одного из приемопередаточны столов приводится в действие один из цилиндров 20, при этом шток .цилиндра Воздействует на упор 17 буфера 14 и перемещает его, устанавливая подпружиненный плунжер 16 до тех пор, пока шариковый фиксатор 19 не выйдет из канавки 15 направляющей 12. При этом
шариковый фиксатор выйдет из соприкосновения с цилиндрической поверхностью плунжера и западет.во впадину на фасонной поверхности того же плунжера, а упор 17 коснется кронштейна 18, закрепленного на рейке 11. Дальнейшее перемещение штока цилиндра поэтому будет сообщено рейке, которая повернет сектор 10 с осью 9 и платформу 8 на 90°, после чего другой шариковый фиксатор 19 противоположного буфера 14 поравняется с соответствующей канавкой 15 на направляющей 12. Под действием фасонной поверхности подпружиненного плунжера 16 фиксатор 19 выйдет в эту канавку и будет заперт в ней цилиндрической поверхностью того же плунжера. Упор 17 займет исходное положение, в котором на него может воздействовать шток дФугого цилиндра 20, установленного на противоположной стороне трассы 5,
Таким образом, за счет наличия устройства 3 для транспортировки и поворота деталей осуществляется транспортировка деталей между конвейером 4 и приемопередаточными столами 2 ,расположенными вдоль трассы 5 и по ее торцам.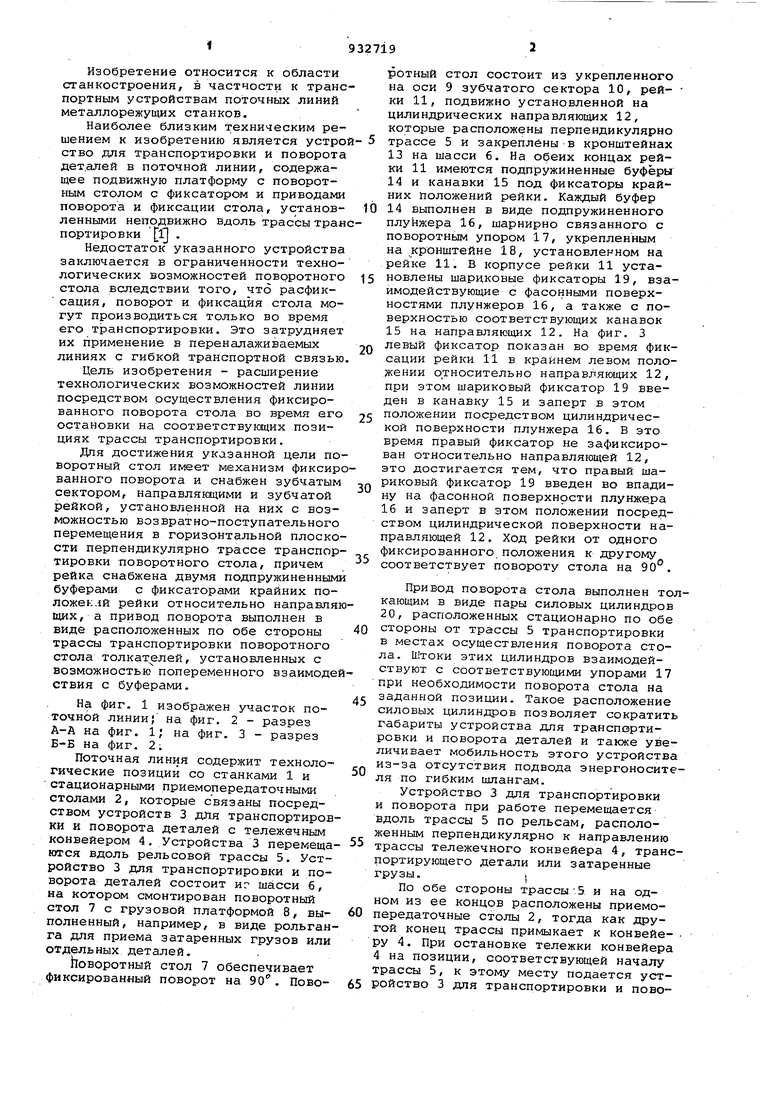

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортировки и поворота изделий в поточной линии | 1981 |
|
SU995439A1 |
| Автоматическая поточная линия | 1988 |
|
SU1636188A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Приемо-передаточное устройство и транспортно-накопительная система поточной линии | 1983 |
|
SU1180232A1 |
| Приемно-передаточное устройство для линии металлообработки | 1984 |
|
SU1192946A1 |
| Устройство для набора плоских деталей в стопку | 1980 |
|
SU905141A1 |
| Поточная линия сборки многоэлементных изделий | 1980 |
|
SU876378A1 |
| Шагающий конвейер | 1980 |
|
SU905167A1 |
| Поворотная подвеска грузонесущегопОдВЕСНОгО КОНВЕйЕРА | 1979 |
|
SU814818A1 |
| Поточная линия | 1984 |
|
SU1212761A1 |
УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И ПОВОРОТА ДЕТАЛЕЙ В поточной линии, содержащее подвижную платформу с поворотным столом с фиксатором и приводами поворота и фиксации стола, установленными неподвижно вдоль трассы транспортировки, отличающееся тем, что, с целью расши- рения технологических возможностей линии, поворотный стол имеет механизм фиксированного поворота и снабжен зубчатым сектором, направляющими и зубчатой рейкой, установленной на них с возможностью возвратно-поступательного перемещения в горизонтальной плоскости перпендикулярно трассе г транспортировки поворотного стола, причем рейка снабжена двумя подпружиненными буферами с фиксаторами крайних положений рейки относительно направляющих, а привод поворота выполнен в виде расположенных по обе стороны трассы транспортировки поворотного стола толкателей, уста- § новленных с возможностью поперемен(Л ного взаимодействия с буферами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МНОГОМЕСТНОЕ ПРИСПОСОБЛЕНИЕ-СПУТНИК | 0 |
|
SU174501A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
