Изобретение относится к сварке, а именно к вспомогательным устройствам для перегрузки обечаек из пресса для спрямления кромок на транспортер для подачи на сварку.
Целью изобретения является расширение технологических возможностей путем обеспечения перегрузки обечаек различных типоразмеров для подачи на сварку.
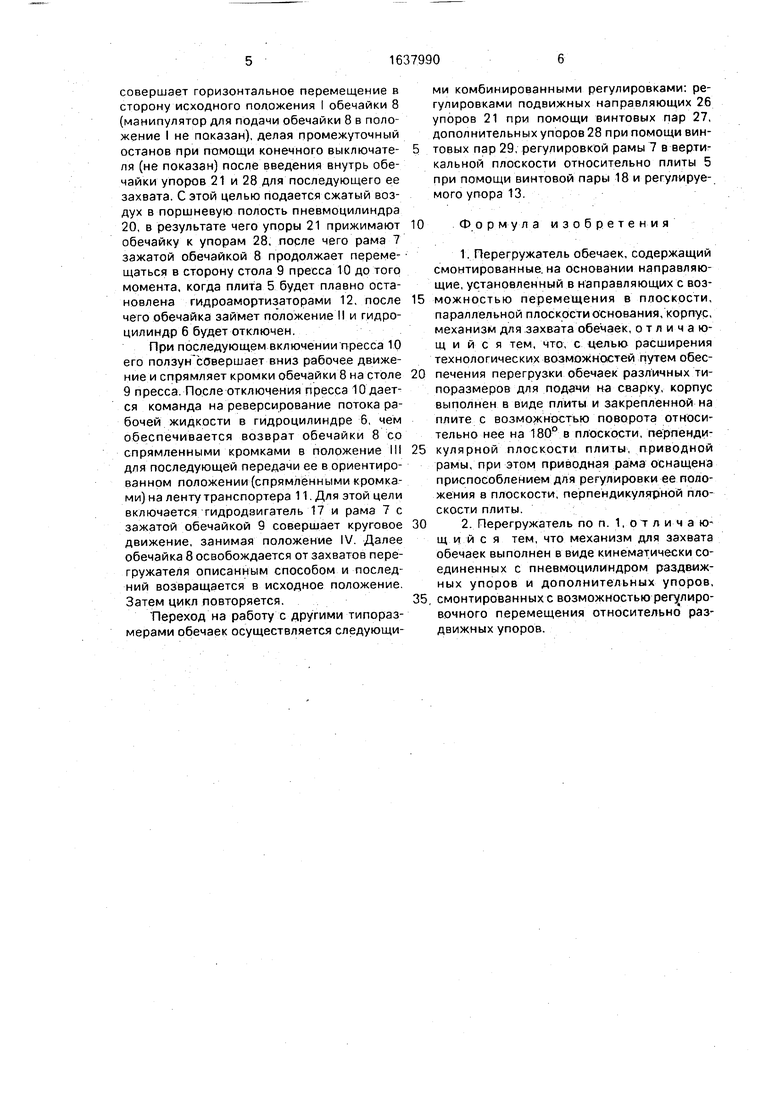
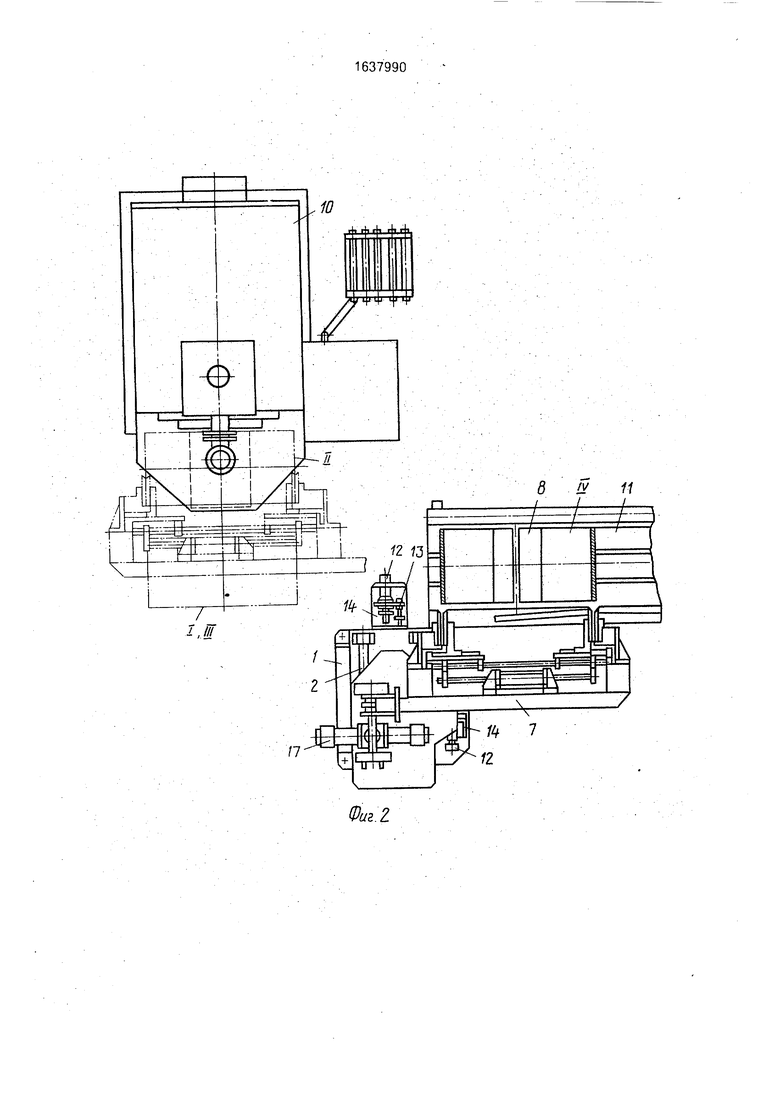
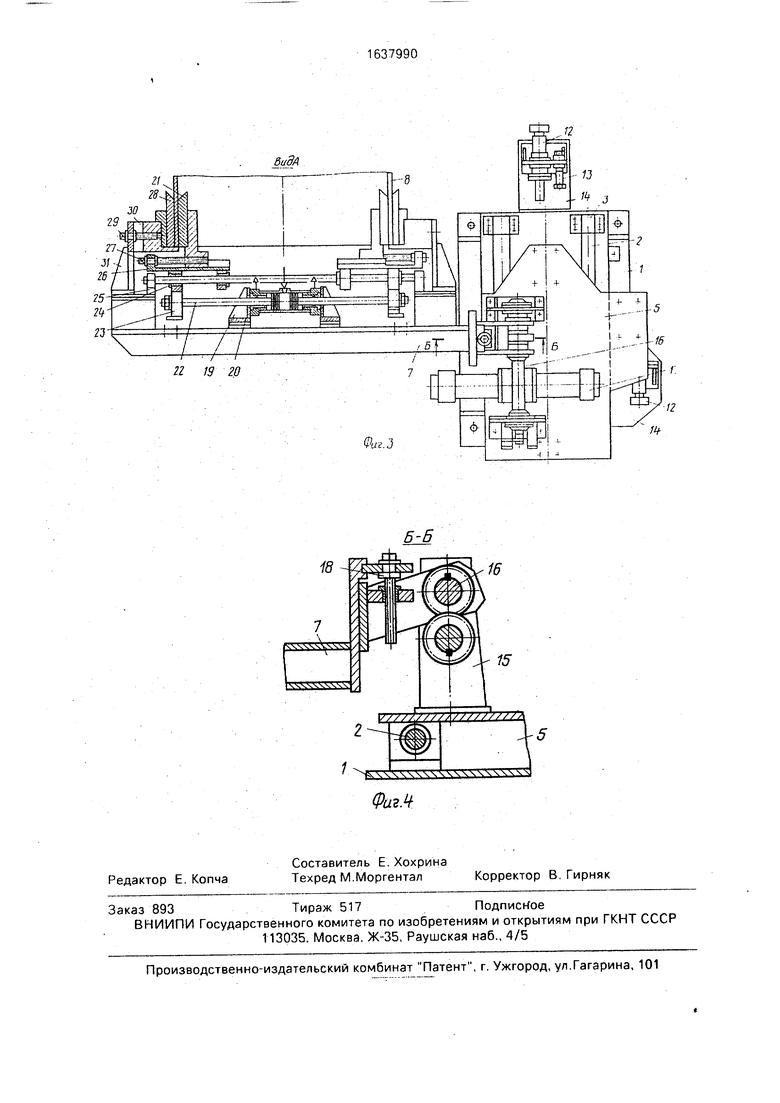
На фиг. 1 изображен перегружатель, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг 1; на фиг. 4 - сечение Б Б на фиг. 3.
Перегружатель обечаек содержит смонтированные на основании 1 направляющие 2 закрепленные опорами 3, установленный в направляющих 2 с возможностью перемещения в плоскости, параллельной плоскости основания 1, корпус 4, При этом последний выполнен из двух частей, одна из которых - плита 5 - соединена с приводом 6, например гидроцилиндром, а другая - приводная рама 7 - шарнирно закреплена на плите 5.
Главный останов корпуса 4 и регулировка его положения с зажатой обечайкой 8 в горизонтальной плоскости относительно стола 9 пресса 10, а также возврат его в исходное положение для последующей передачи обечайки 8 на транспортер 11 осуществляются, соответственно, при помощи регулируемых гидроамортизаторов 12 и регулируемых упоров 13, установленных на основании 1 при помощи кронштейнов 14. Приводная рама 7. консольно установленная на плите 5 при помощи опор 15 и жестко закрепленная на валу 16, оснащена дополнительным индивидуальным приводом в виде неполноповоротного гидродвигателя 17 со встроенными демпферами (не показаны), кинематически связанным с валом 16 для передачи кругового перемещения приводной раме 7 в плоскости, перпендикулярной плоскости плиты, с возможностью предварительной регулировки ее положения по высоте в упомянутой плоскости относительно плиты 4 при помощи регулировочного приспособления 18 в виде винтовой пары. На приводной раме 7 на двух кронштейнах 19 установлен пневмоцилиндр 20
привода механизма для захвата обечайки 8, выполненный в виде раздвижныхупоров21. Штоки 22 привода через промежуточные детали 23 и направляющие 24, установленные на раме 3 при помощи опор 25, соединены
с подвижными направляющими 26 упомянутых упоров 21, которые кинематически связаны с подвижными направляющими 26 регулировочными приспособлениями в виде винтовых пар 27. Напротив каждого из упоров 21 размещены дополнительные упоры 28, которые кинематически связаны регулировочными приспособлениями в виде винтовых пар 29 с неподвижными направляющими 30, жестко установленными на раме 7 при помощи кронштейнов 31.
На чертежах позициями обозначены: I исходное положение обечайки для подачи в
пресс; II - спрямление кромок обечайки в
прессе; III - возврат обечайки со спрямленными кромками для передачи на транспортер; IV - перегруженная на транспортер обечайка в ориентированном положении.
Перегружатель обечаек работает следующим образом.
Перегружатель из исходного положения, когда перегруженная спрямленными кромками на транспортер обечайка 8 освобождена от захватов путем подачи сжатого воздуха в штоковые полости пневмоцилиндра 8 с целью отвода упоров 21 от внутренней стенки обечайки 8, которая наружной стенкой уперта в дополнительные упоры 28. выведен из зоны упомянутой обечайки для захвата и последующего спрямления кромок у очередной обечайки 8. Для этой цели включается гидродвигатель 17 и приводная рама 7 совершает круговое движение, занимая относительно исходного диаметрально противоположное положение. Затем включается гидроцилиндр 6 и корпус 4, т.е. приводная р Тма 7 совместно с плитой 5
совершает горизонтальное перемещение в сторону исходного пояожения I обечайки 8 (манипулятор для подачи обечайки 8 в положение I не показан), делая промежуточный останов при помощи конечного выключателя (не показан) после введения внутрь обечайки упоров 21 и 28 для последующего ее захвата. С этой целью подается сжатый воздух в поршневую полость пневмоцилиндра 20, в результате чего упоры 21 прижимают обечайку к упорам 28, после чего рама 7 зажатой обечайкой 8 продолжает перемещаться в сторону стола 9 пресса 10 до того момента, когда плита 5 будет плавно остановлена гидроамортизаторами 12, после чего обечайка займет положение II и гидроцилиндр 6 будет отключен.
При последующем включении пресса 10 его ползун сОвершает вниз рабочее движение и спрямляет кромки обечайки 8 на столе 9 пресса После отключения пресса 10 дается команда на реверсирование потока рабочей жидкости в гидроцилиндре 6, чем обеспечивается возврат обечайки 8 со спрямленными кромками в положение III для последующей передачи ее в ориентированном положении (спрямленными кромками) на ленту транспортера 11 Для этой цели включается гидродзигатель 17 и рама 7 с зажатой обечайкой 9 совершает круговое движение, занимая положение IV Далее обечайка 8 освобождается от захватов перегружателя описанным способом и последний возвращается в исходное положение Затем цикл повторяется.
Переход на работу с другими типоразмерами обечаек осуществляется следующими комбинированными регулировками: регулировками подвижных направляющих 26 упоров 21 при помощи винтовых пар 27, дополнительных упоров 28 при помощи вин- товых пар 29, регулировкой рамы 7 в вертикальной плоскости относительно плиты 5 при помощи винтовой пары 18 и регулируемого упора 13
10
Формула изобретения
1. Перегружатель обечаек, содержащий смонтированные на основании направляющие, установленный в направляющих с возможностью перемещения в плоскости, параллельной плоскости основания, корпус, механизм для захвата обечаек, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения перегрузки обечаек различных типоразмеров для подачи на сварку, корпус выполнен в виде плиты и закрепленной на плите с возможностью поворота относительно нее на 180° в плоскости, перпендикулярной плоскости плиты, приводной рамы, при этом приводная рама оснащена приспособлением для регулировки ее пояожения в плоскости, перпендикулярной плоскости плиты
2 Перегружатель по п. 1, от л и ч а ю- щ и и с я тем, что механизм для захвата обечаек выполнен в виде кинематически соединенных с пневмоцилиндром раздвижных упоров и дополнительных упоров,
смонтированных с возможностью регулировочного перемещения относительно раздвижных упоров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку резервуаров из обечаек | 1981 |
|
SU967763A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННЫХ БЛОКОВ БЛОЧНЫХ ИЛИ БЛОЧНО-СЕКЦИОННЫХ ТЕПЛООБМЕННЫХ АППАРАТОВ ТИПА РЕГЕНЕРАТИВНЫХ ВОЗДУХОПОДОГРЕВАТЕЛЕЙ | 2004 |
|
RU2252852C1 |
| Перегружатель обечаек из накопителя в сварочную машину и из сварочной машины на следующую рабочую позицию | 1987 |
|
SU1447631A1 |
| Кондуктор для сварки продольного шва обечайки | 1985 |
|
SU1299758A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656788A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для выработки стеклоблоков | 1974 |
|
SU523875A1 |
Изобретение относится к сварке, а именно к вспомогательным устройствам для перегрузки обечаек из пресса для спрямления кромок на транспортер для подачи на сварку. Цель изобретения - расширение технологических возможностей путем обеспечения перегрузки обечаек различных типоразмеров для подачи на сварку. На направляющих 2 установлена плита 5 с приво
Фиг 2.
21
23
18
П
CWJ
цi/, sу X/ /г/ /л
| Перегружатель обечаек из накопителя в сварочную машину и из сварочной машины на следующую рабочую позицию | 1987 |
|
SU1447631A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
