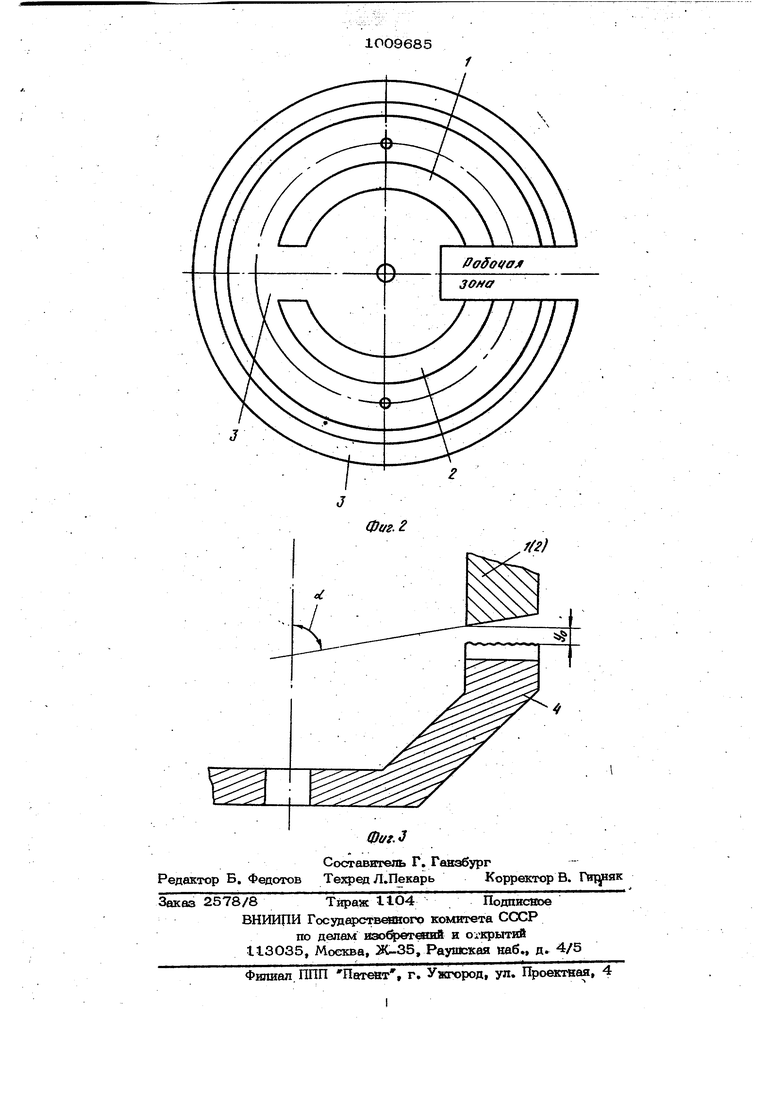
Изобретение ОТНОСЕРГСЯ к электрофизическим и электрохимичесжим методам обработки и может быть использовано для непрерывной электрохимической правки то цовых абразивных кругов на токопрово дзнцих связках. Известно устройство цля непрерьгоной электрозоплической правки торцовых абразивных кругов на токопроводящих связ -« ках, включающее установленньй вне зоны офаботки катод, кинематически связанный с механизмом рет-улирования межэлектрод Ного зазора 1. Рабочая поверхность катода при этом {Расположена параллельно рабочей поверхности круга. Недостатком известного устройства яв ляемся изменение профиля круга в процес се правки. Это обусловлена тем, что электролит при движении по Поверхности круга в сторону большего диаметра нагревается, изменяетс его электропроводность. В результате это происходит неравномерное растворение связки, что ведет к увеличению расхода круга и ухудшению качества обрабатьгва мых деталей. Кроме того погрешности установки круга и 1сатода вызывают дополнительное изменение профиля круга. Целью настоящего изобретения являетс повышв1ие качества правки за счет ста билизации рабочего тока. Поставленная цель достигается тем, что установленный вне зоны обработки катОд, кинематически связанный с механизмом регулирования, межэлектродного зазора, вьшолнен в виде кольца Исостои из двух жестко свйзанных и электрически соединенных частей, причем рабочая по-. верхность катода выполнена в виде ко- -нуса, вершина которого обращена к о абатьюаемому кругу; при этом угол наклона образующей конуса к его оси состав ляет 88-89, , На фиг. i изображен общий вид устройства; на фиг. 2 - вид крьпшш в плане со стороны абразивногчэ круга; на фиг. 3 укрупненно показан межэлектрод- ный зазор. Устройство (фиг. I и 2) содержит катод, состоящий из двух одинаковых меха шгчесаси:. и электрически связанных час «тей 1 и 2, жестко закрепленных (напри:мер запрессовкой) в крышке 3, симметри но расположенных над диаметрально противоположньйди сторонами абразивного торцового круга 4. Диэлектрическая крыш ка 3 установлена по |ЬкользящеЙ посадке на цилиндрической поверхности червячного колеса-гайки 5. На этой цилиндрической поверхности по окружности вьшолне На канавка для шариков 6, которые фиксиру ют крышку 3 на червячном колесе-гайке 5 в осевом направлении (в направлении ч оси вращения круга 4). Штифты 7, закрепленные в крьшпсе, вводятся в отверс-гая в неподвижном кожухе-винте 8, исключают возможность вращения крышки 3 и не препятствуют ее осевому перемещению вместе с червячным колесом-гайкой 5. Червячное колесо-гайка 5 находится в зацеплении с червяком 9 (.который может пр.иводиться во вращение от руки или с помощью реверсивного электродвигате ля) и установлено по резьбе на кожухе - винте 8. Устройство работает следующим образом. Замыкается электрическая цепь. Вращением червяка 9 катод 1(2) подводят к вращающемуся кругу 4 до установления . начального зазора YQ (. 3), который характеризуется определенной величиной силы тока DQ в цепи правки., Силатока контролируется амперметром. По мере износа круга 4 мёжэлектродный заоэр увеличивается, уменьшается сила тока. поэтому катод 1(2) снова подводят к кругу 4 до установления начального зазора YQ ) который косвенно монсно определить по току Зд . Выполнение катода в виде Ьвух одинаковых механически и электр1гчески связанных частей 1(2), расположенных симметрично над диаметрально противоположными сторонами круга 4, позволяет поддерживать постоянную плотность тока по ширнне его рабочей поверхности в случае нарушения угла d в результате погрешности взаимной установки круга 4 и катода 1(2). Это достигается тем, что из менение угла в одной части катода (например 1) приводит к обратному изменению угла в другой (например 2) на ту,же величину. В результате суммарный меж электродный зазор по ширине рабочей поверхности круга 4 .остается неизменным . Таким образом, использование данного устройства позволяет поддержать постоянную плотность тока правки по всей ширине рабочей поверхности круга, в ре зультате чего уменьшается расход круга к улучшается качество обрабатываемых деталей.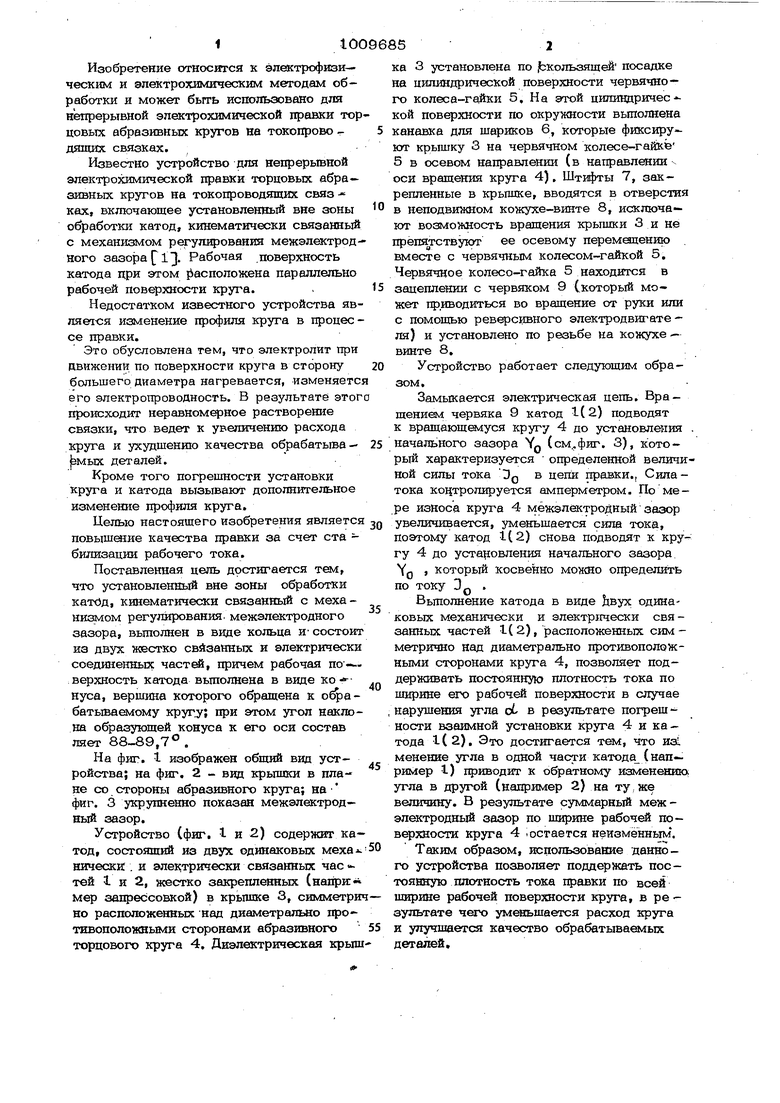
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной электрохимической правки торцовых абразивных кругов | 1982 |
|
SU1103976A1 |
| Способ электрохимической правки торцовых кругов на металлической связке | 1988 |
|
SU1547980A1 |
| Способ непрерывной электрохимической правки торцовых абразивных кругов | 1988 |
|
SU1641538A1 |
| Способ электрохимической правки шлифовальных кругов | 1984 |
|
SU1171242A1 |
| Способ электрохимической правки торцовых кругов | 1988 |
|
SU1593808A1 |
| Устройство для электрохимической правки токопроводящих абразивных кругов | 1987 |
|
SU1454592A1 |
| Способ правки торцовых алмазных кругов | 1983 |
|
SU1237335A1 |
| МЕТОД АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ КРУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304504C2 |
| Устройство для электрохимической правки шлифовальных кругов | 1972 |
|
SU445551A1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
УСТРОЙСТВО ДЛЯ НЕПРЕ РЫВНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ торцовых АБРАЗИВНЫХ КРУГОВ на токотфоводшпих связках, вклктчаюшее установленный вне зоны обработки катод кинематически связанный с механизмом регулирования межэлектродного зазора, отличающееся тем, что, с целью повьппения качества правки круга за счет.стабилизации рабочего тока, ка тод вьпюпнен в виде кольца и состош из двух жестко свмЗшых- и алектрическк соедикшных частей, причем рабочая поверхность катода выполнена в виде конуса, вершина которого обращена к обраба тываемому кругу, тфи этом угол наклона образукяцей ковуса к его оси составляет 88-89.7.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ф | |||
| и др | |||
| Алмазное шлифование синтетических сверхтвердых ма- .териалов, Харьков, Виша школа, 198О, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
