Изобретение относится к автоматизации технологических процессов и может быть использовано в машиностроении для деления потока деталей типа тел вращения, коротких валов, втулок с соотношением длины к диаметру 1,5.
Цель изобретения - повышение надежности работы и производительности устройства.
Цель достигается за счет исключения заклинивания шиберного питателя, так как отсутствует контакт деталей в подающем лотке и гнездах шиберного питателя, а повышение производительности - за счет возможности выгружать разделенные потоки как при прямом, так и при обратном ходе шиберного питателя
На фиг.1 схематично изображено предлагаемое устройство (в крайнем правом положении шиберного питателя); на фиг.2 -то же. в момент западания детали в гнездо шиберного питателя: на фиг.З - то же, в крайнем левом положении шиберного питателя; на фиг.4 - сечение А-А на фиг.1; на фиг.5. 6 и 7 - устройство для разделения потока деталей на нечетное число отводящих лотков.
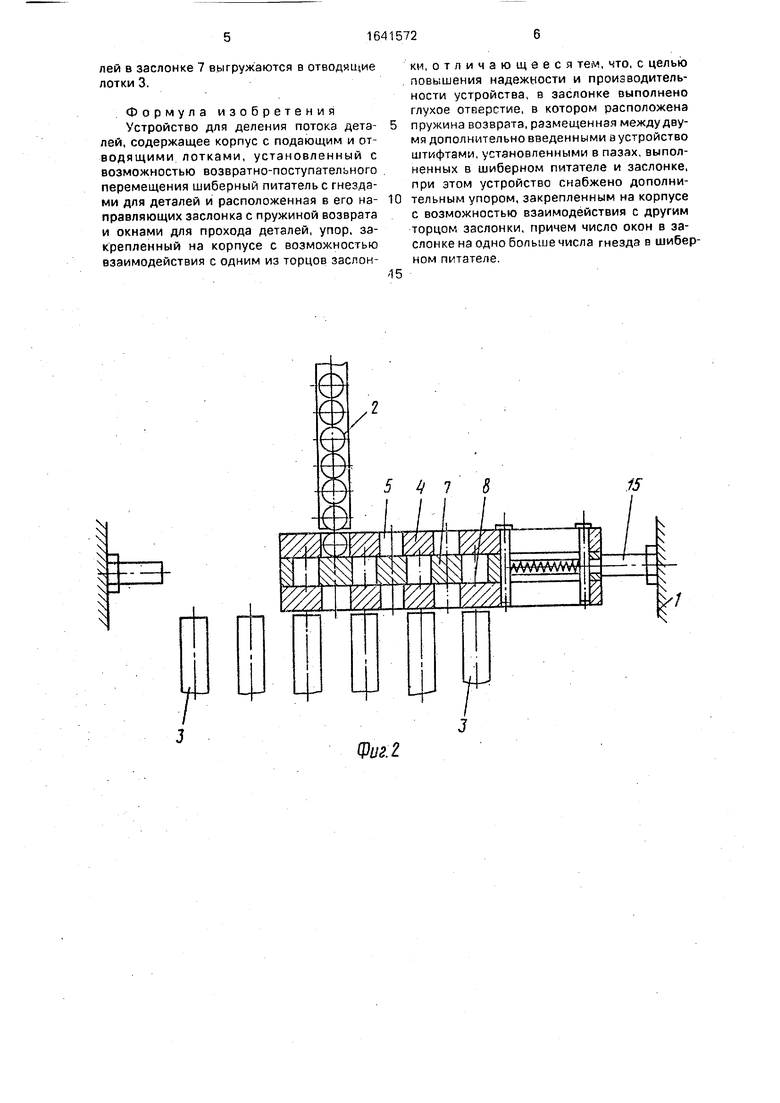
Устройство для деления потока деталей содержит корпус 1 с подающим лотком 2 и отводящими лотками 3, шиберный питатель 4 с гнездами 5 для деталей б, в направляющих которого, выполненных.в виде паза, установлена подвижная заслонка 7 с окнами 8 для прохода деталей. С торца заслонки 7 в глухом отверстии 9 мехду двумя штифтами 10 установлена пружина 11 возврата заслонки 7 в исходное положение.
Возврат заслонки 7 в исходное положение регламентируется ходом штифтов 10 в пазах 12 и 13, выполненных в шиберном питателе 4 и заслонке 7. Открытие окон 8 для прохода деталей в крайних положениях шиберного питателя происходит при взаимодействии заслонки 7 с упорами 14 и 15, закрепленными на корпусе 1.
Устройство обеспечивает деление потока деталей на четное или нечетное число отводящих потоков.
При делении на четное число потоков устройство работает следующим образом. Шиберный питатель 4 с помощью, например, пневмоцилиндра (не показан) совершает перемещение из правого крайнего положения (фиг.1), загружая при этом в гнезда 5 детали 6 из подающего лотка 2 (фиг.2). Окна 8 для прохода деталей в заслонке 7 при этом закрыты усилием поджа- тия пружины 11 возврата заслонки 7.
Заполнив все гнезда 5, шиберный питатель 4 переходит в крайнее левое положение (фиг.З) и устанавливает гнезда 5 соосно отводящим лоткам 3. Заслонка 7 при этом входит в контакт с регулируемым упором 15, сжимает пружину 11 и устанавливает окна 8
для прохода деталей соосно гнездам 5 шиберного питателя. Детали б из гнезд 5 через окна 2 выгружаются в отводящие лотки 3. . При обратном ходе шиберного питателя 4 из левого крайнего положения (фиг.З) гнезда 5 загружаются деталями 6, окна 8 для прохода деталей в заслонке 7 при этом закрыты усилием поджатия пружины 11 возврата заслонки 7.
Заполнив все гнезда 5 деталями 6, шиберный питатель 4 приходит в крайнее правое положение (фиг.1) и устанавливает гнезда 5 соосно отводящим лоткам 3 Заслонка 7 при этом входит в контакт с регулируемым упором 15, сжимает пружину 11,
устанавливает окна 8 для прохода деталей соосно гнездам 5. Детали 6 из гнезд 5 через окна 8 в заслонке 7 выгружаются в отводящие лртки 3.
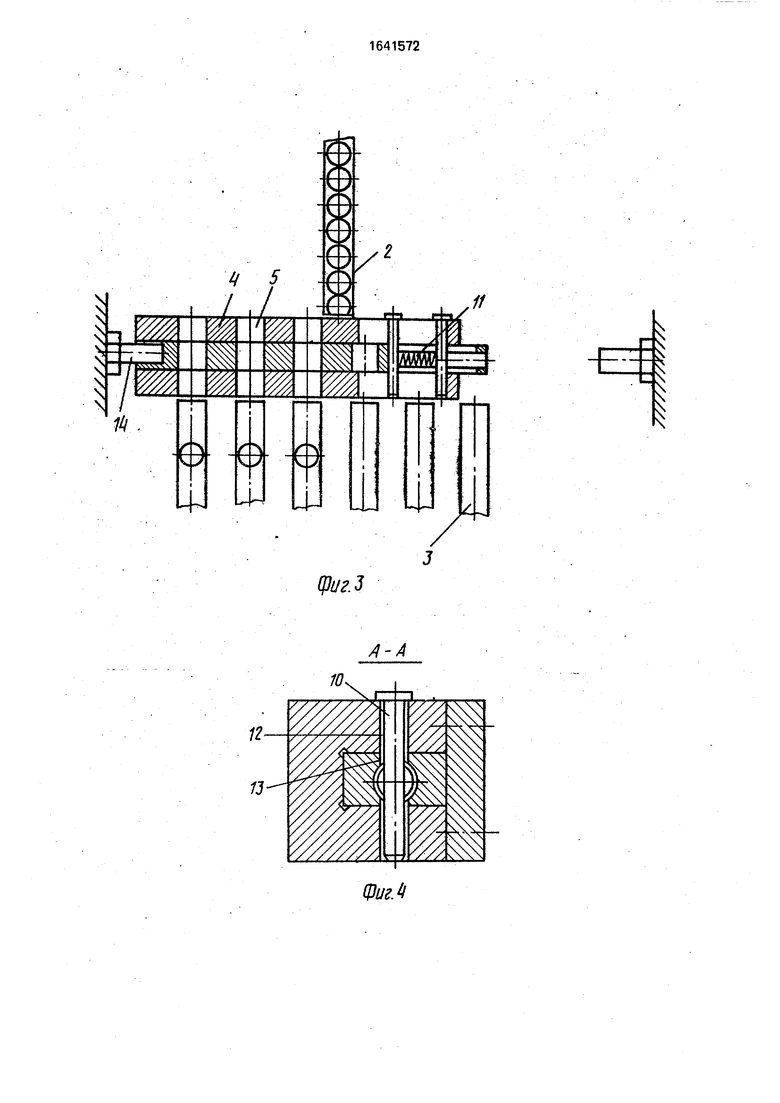
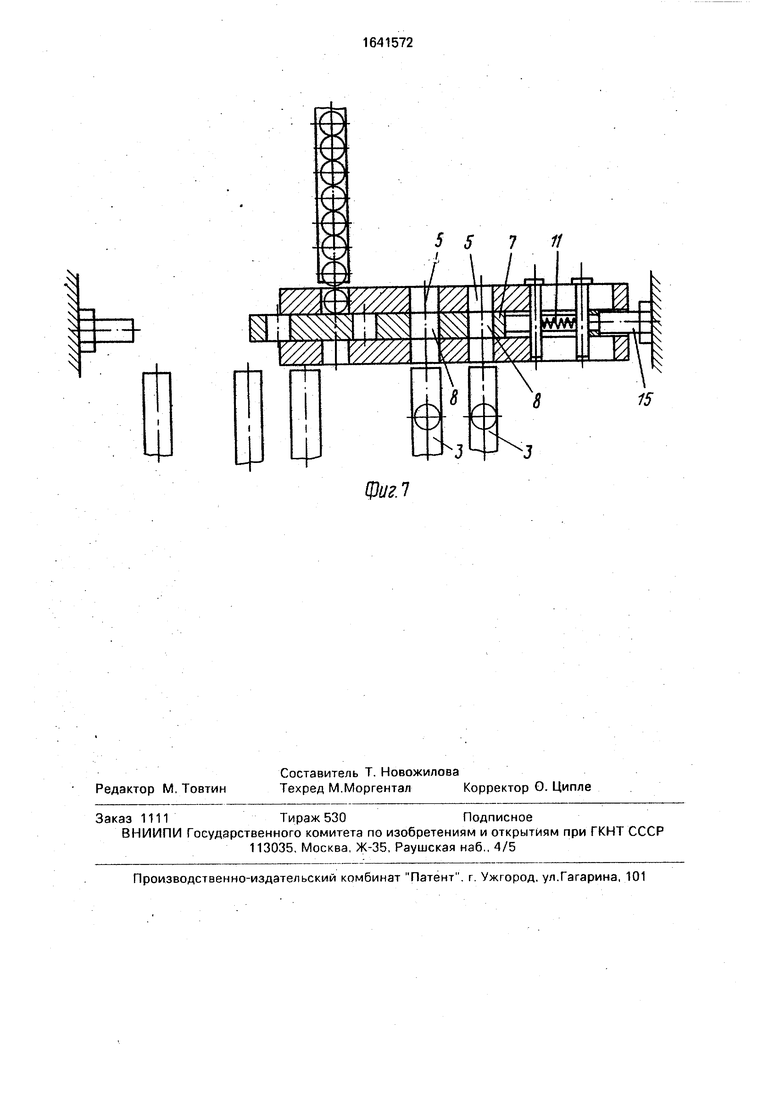
При требуемом разделении подводимого потока деталей на нечетное число отводи- мых потоков устройство работает следующим образом. Шиберный питатель 4 из исходного, к примеру левого крайнего, положения (фиг 5) совершает ход в правое
крайнее положение (фиг.7), загружая при этом в гнезда 5 детали 6 из подающего лотка 2.
Заполнив все гнезда 5 деталями 6, шиберный питатель 4 приходит в крайнее правое положение (фиг.7) и устанавливает гнезда 5 соосно отводящим лоткам 3. Заслонка 7 при этом входит в контакт с регулируемым упором 14, сжимает пружину 11, устанавливает окна 8 соосно гнездам 5. Детали 6 из гнезд 5 через окна 8 выгружаются в отводящие лотки 3. Одно из гнезд 5 при этом устанавливается соосно подводящему лотку 2, деталь 6 переходит в гнездо 5 шиберного питателя и остается в нем, так
как окно 8 для прохода деталей под этим гнездом 5 закрыто
При обратном ходе шиберного питателя 4 из правого крайнего положения (фиг.7) гнезда 5 загружаются деталями 6, окна 8 для
прохода деталей в заслонке 7 при этом закрыты усилием поджатия пружины 11.
Заполнив все гнезда 5 деталями 6, шиберный питатель 4 приходит в крайнее левое положение (фиг.5) и устанавливает
гнезда 5 соосно отводящим лоткам 3. Заслонка 7 при этом входит в контакт с регулируемым упором 14, сжимает пружину 11, устанавливает окна 8 соосно гнездам 5. Детали 8 из гнезд 5 через окна 8 прохода деталей в заслонке 7 выгружаются в отводящие лотки 3.
Формула изобретения Устройство для деления потока деталей, содержащее корпус с подающим и отводящими лотками, установленный с возможностью возвратно-поступательного перемещения шиберный питатель с гнездами для деталей и расположенная в его направляющих заслонка с пружиной возврата и окнами для прохода деталей, упор, закрепленный на корпусе с возможностью взаимодействия с одним из торцов заслои0
ки, отличающееся те, что, с целью повышения надежности и производительности устройства, в заслонке выполнено глухое отверстие, в котором расположена пружина возврата, размещенная между двумя дополнительно введенными а устройство штифтами, установленными в пазах, выполненных в шиберном питателе и заслонке, при этом устройство снабжено дополнительным упором, закрепленным на корпусе с возможностью взаимодействия с другим торцом заслонки, причем число окон в заслонке на одно больше числа гнезда в шиберном питателе.
15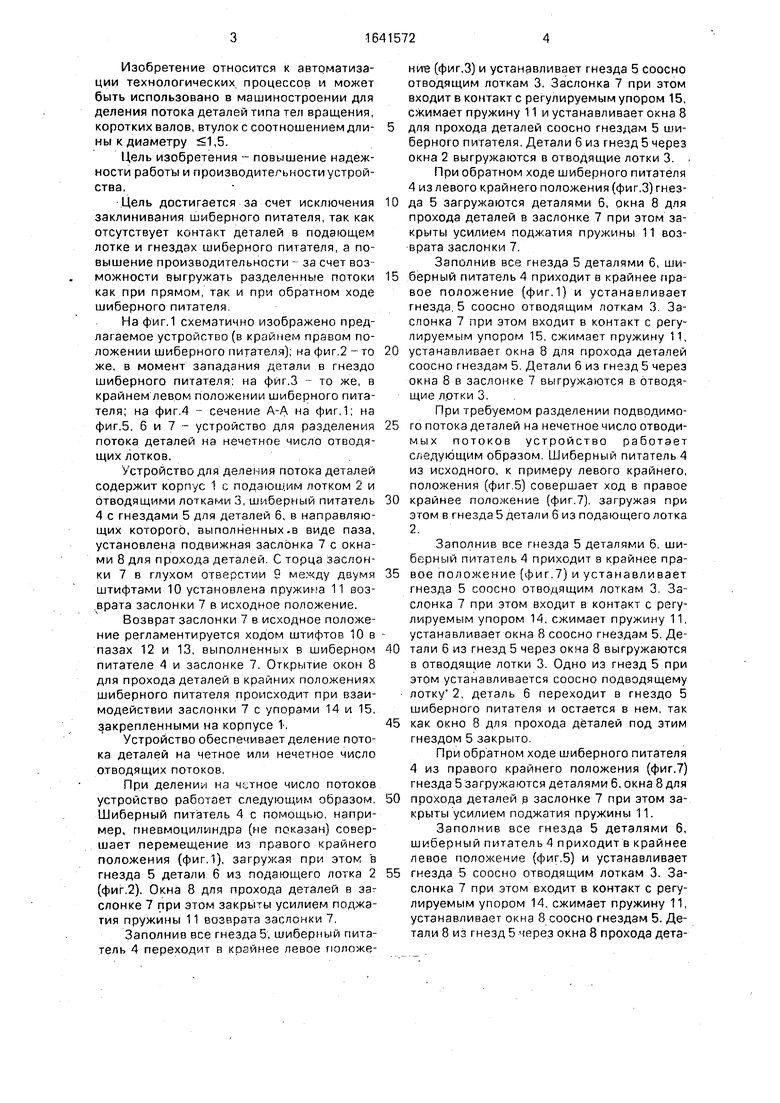
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки и выгрузки деталей для бесцентрово-шлифовального станка | 1983 |
|
SU1159759A1 |
| Устройство для подачи деталей | 1981 |
|
SU971614A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для деления деталей на потоки | 1981 |
|
SU1085757A1 |
| Загрузочное устройство | 1981 |
|
SU952525A1 |
| Ориентирующее устройство | 1988 |
|
SU1593906A1 |
| Устройство для ориентации деталей | 1989 |
|
SU1710289A1 |
| Загрузочное устройство для поршней | 1984 |
|
SU1164034A1 |
| Устройство для установки базовой детали в спутник автоматической линии сборки | 1983 |
|
SU1087299A1 |
| Устройство для подачи деталей | 1983 |
|
SU1098754A1 |
Изобретение относится к автоматизации технологических процессов и может быть использовано в машиностроении для деления потока деталей типа тел вращения, коротких валов, втулок с отношением длины к диаметру 1,5. Цель изобретения - повышение надежности работы и производиHi ш тельности устройства. Устройство для деления потока деталей содержит подающий лоток 2, возвратно-поступательно перемещающийся шиберный питатель 4 с гнездами 5для деталей 6, расположенную в направляющих шиберного питателя подвижную заслонку 7 с окнами 8 для прохода деталей и связанную с ней пружину 11 возврата, размещенную в глухом отверстии 9 между двумя штифтами 10, расположенными в пазах 12 и 13. выполненных в шиберном питателе и заслонке. Шиберный питатель при своем перемешивании взаимодействует с упорами 14 и 15, закрепленными на корпусе 1. Устройство обеспечивает выгрузку деталей 6в отводящие лотки 3 как при прямом, так и при обратном ходе шиберного питателя 4. 7ил. Ё 15 1 О СП VJ ю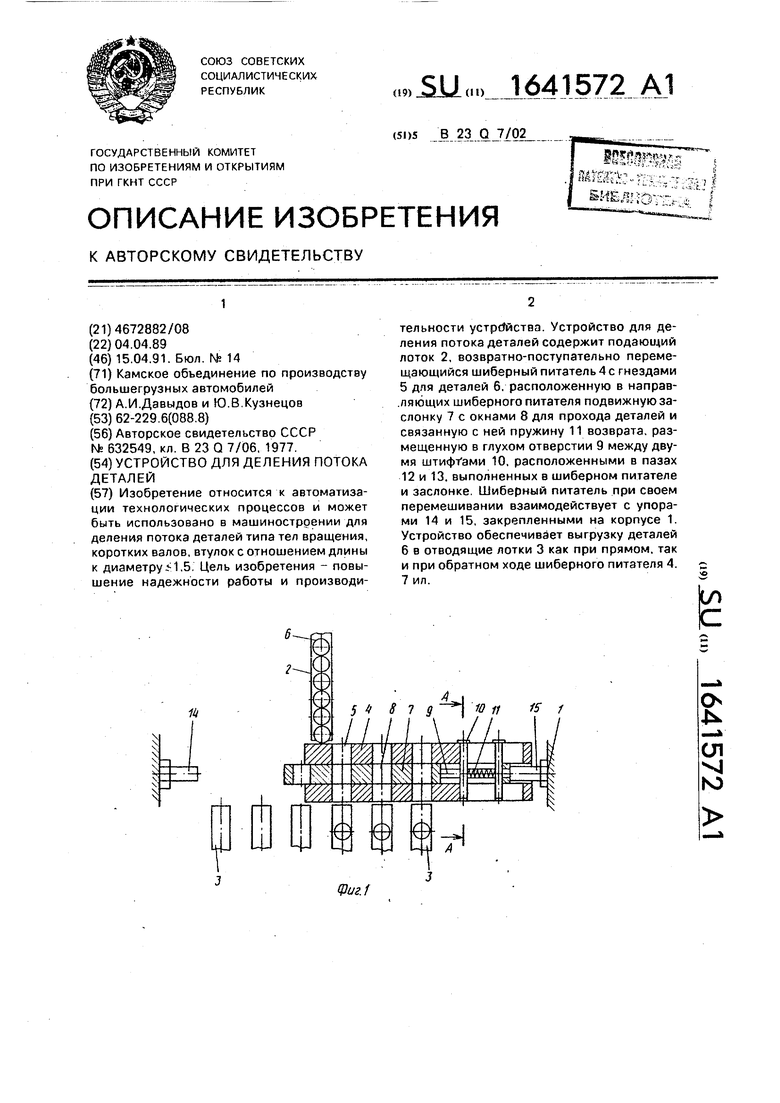
Т
15
®иг.г
№г.з
®иг1
/4
(Риг. 6
#
&
-EJ:
I
фиг. 5
11
t
V//A&
|/УХ/ЯЧ±;
1
5 5
щ
1
15
фигЛ
| Устройство для деления потока заготовок | 1977 |
|
SU632549A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
