А
Ъ--1б
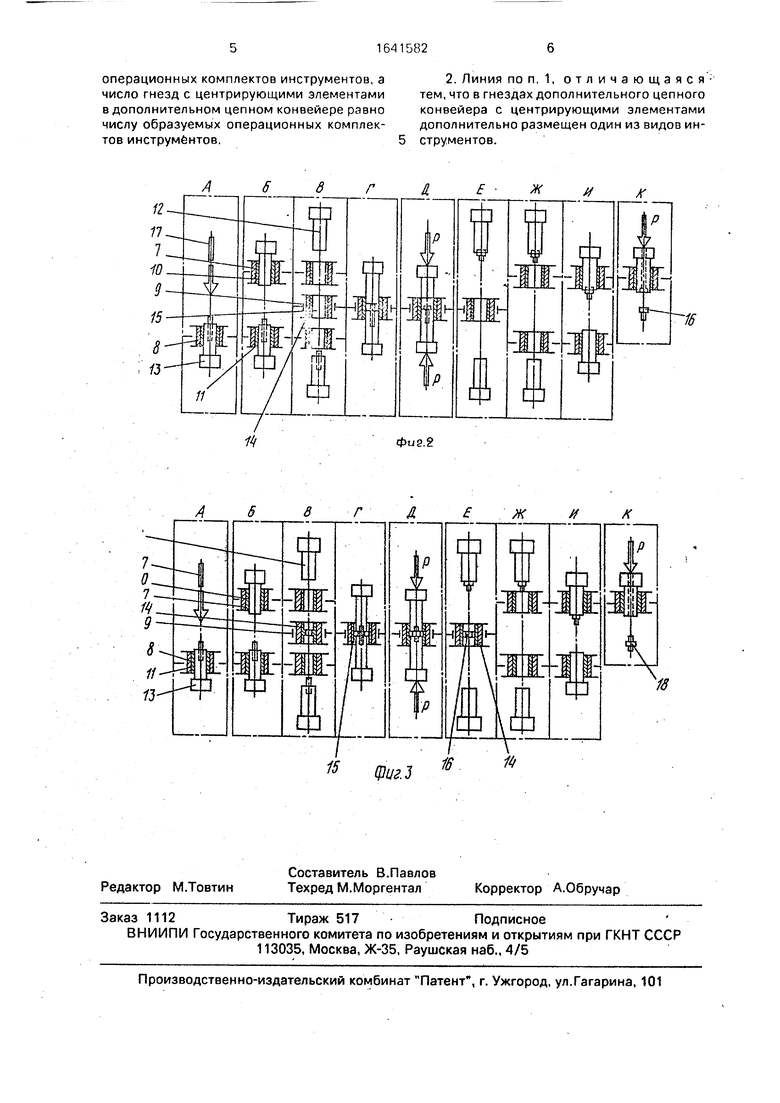
фиэ.2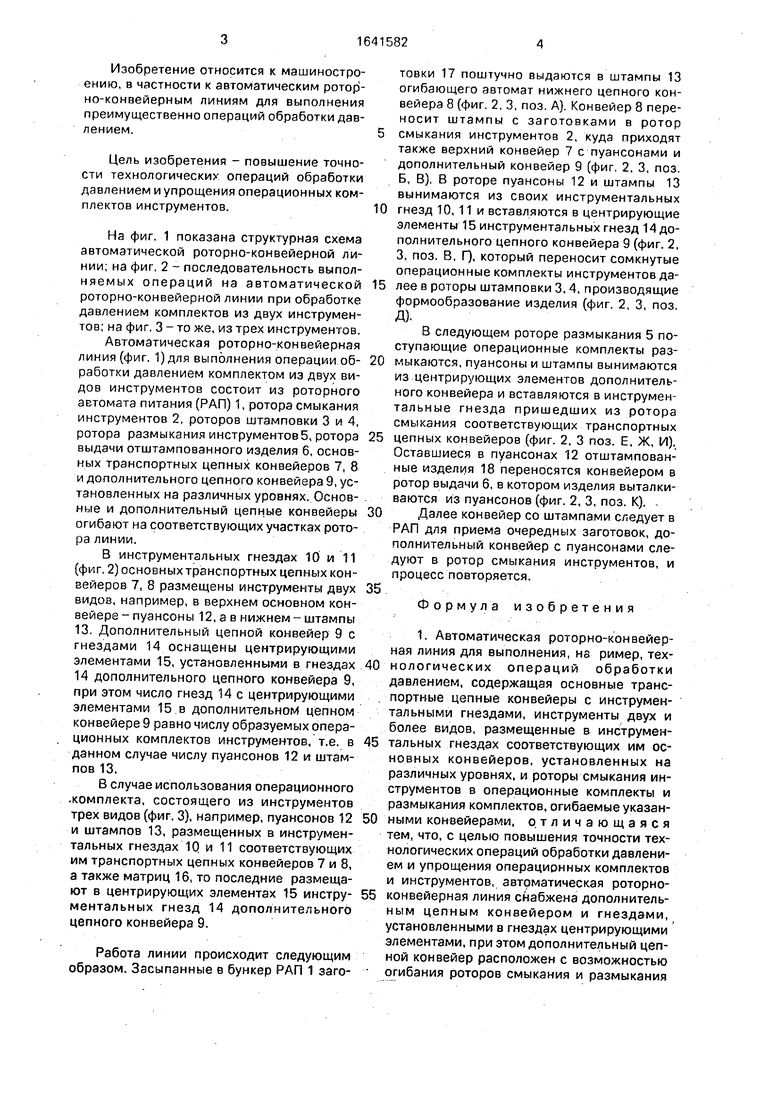
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи инструментов в зону обработки | 1989 |
|
SU1722786A1 |
| Роторная машина для прессования | 1984 |
|
SU1224177A1 |
| Роторно-конвейерная машина | 1977 |
|
SU722823A1 |
| Роторно-конвейерная машина | 1977 |
|
SU686808A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ И СБОРКИ ИЗДЕЛИЙ | 1992 |
|
RU2091234C1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| Роторно-конвейерная машина | 1978 |
|
SU831627A1 |
| Рабочий ротор роторной машины | 1984 |
|
SU1250371A1 |
| Ротор для смыкания и размыкания комплекта инструментов | 1988 |
|
SU1590393A1 |
| Рабочий ротор | 1979 |
|
SU863409A1 |
Изобретение относится к машиностроению.Целью изобретения является повышение точности технологических операций обработки давлением и упрощение операционных комплексов инструментов. Автоматическая роторно-конвейерная линия содержит роторный автомат питания 1, ротор смыкания инструментов 2, роторы штамповки 3 и 4, ротор размыкания инструментов 5, ротор выдачи отштампованного изделия 6. В основных транспортных цепных конвейерах 7 и 8 размещены соответст- венно пуансоны и матрицы. Дополнительный цепной конвейер 9 оснащен центрирующими элементами. В роторе смыкания инструментов 2 пуансоны и штампы вынимаются из своих инструментальных гнезд и вставляются в центрирующие элементы инструментальных гнезд дополнительного цепного конвейера 9. Конвейер 9 переносит сомкнутые комплекты инструментов в роторы штамповки 3, 4, которые производят формообразование изделия. 1 з.п. ф-лы, 3 ил. г W а
А
8ГЛ.ЈЖ
15 teJ
| Прейс В.В | |||
| Технологические роторные машины вчера, сегодня, завтра | |||
| М.: Машиностроение, 1986, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
