Изобретение относится к кузнечно-прес- совому машиностроению, а именно к кон- струки,ням роторных лашин, предназначенных для прессования изделий.
Цель изобретения - повышение качества выпускаемых изделий и надежности машины в эксплуатации.
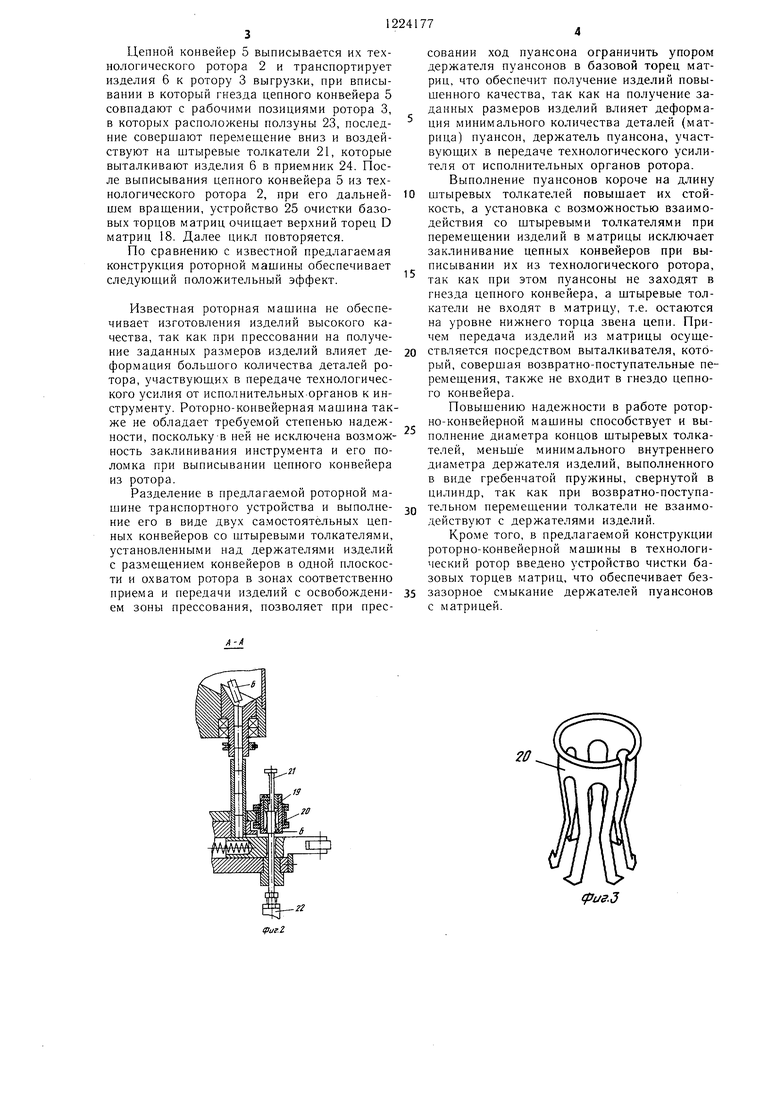
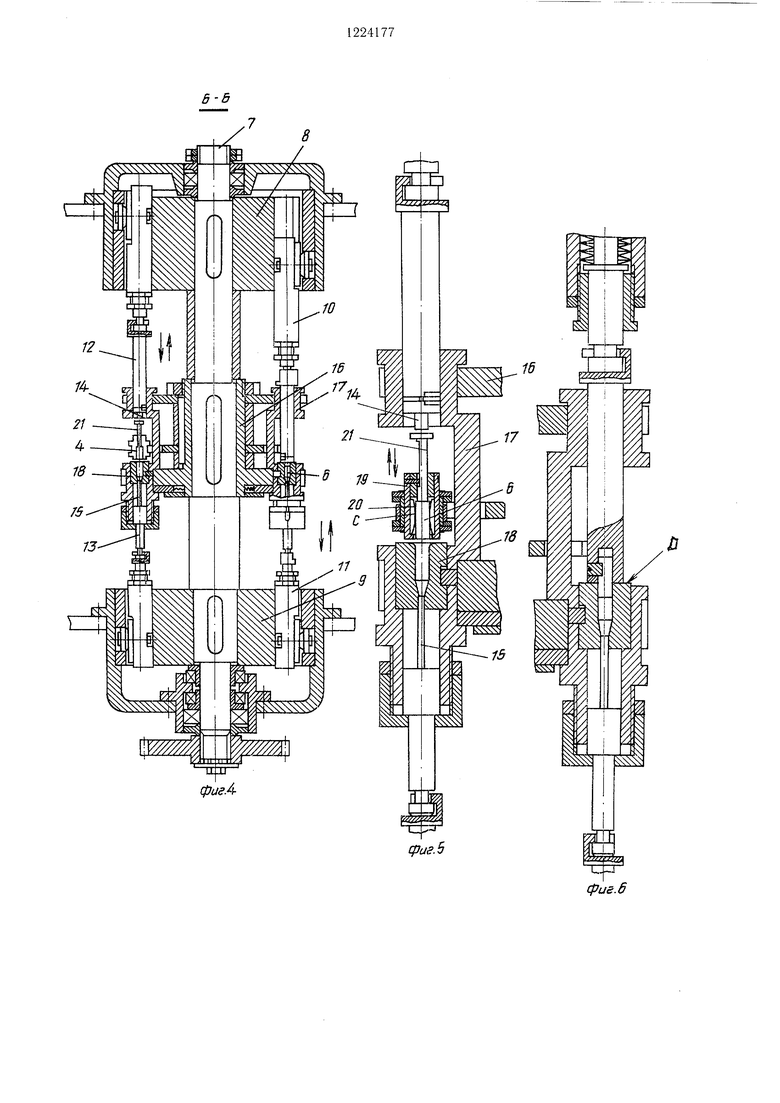
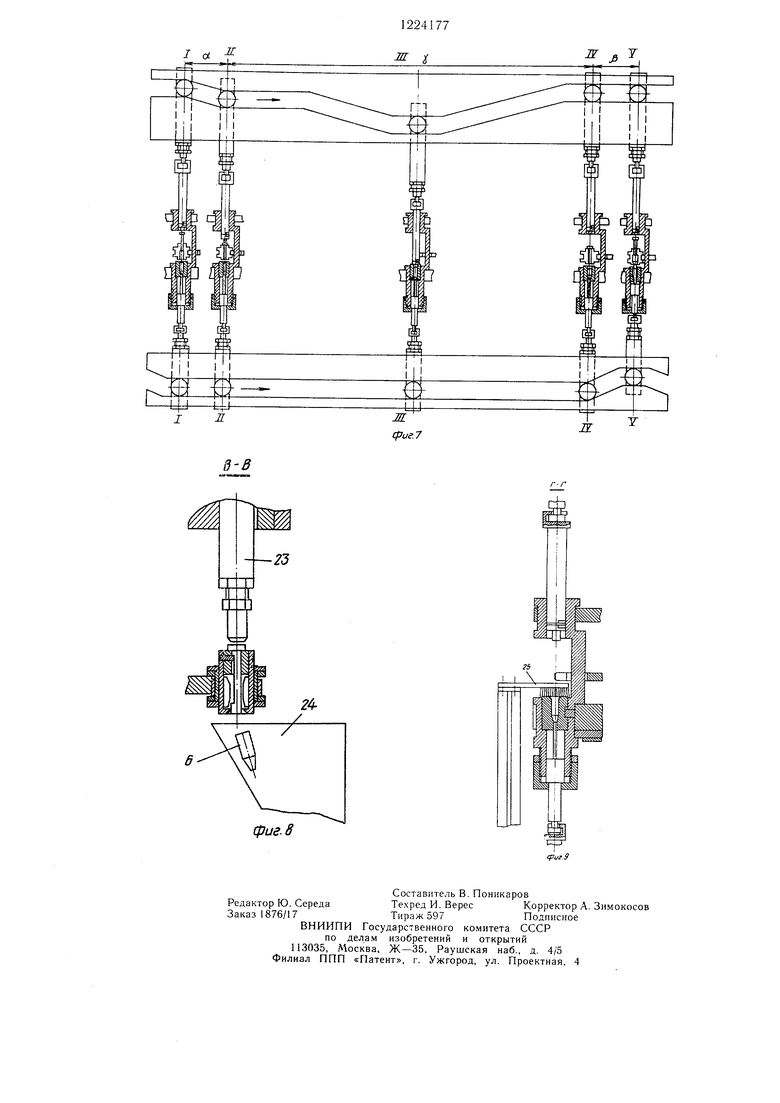
На фиг. 1 изображена структурная с.ке- ма предлагае.мой роторной машины; на фиг 2 - разрез А-А на фиг. 1; па фиг. 3 - держатель изделия; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - держатель инстру- MCiria; па фиг. 6 - управляемые ползуны; на фиг. 7 -- циклограмма работы технологического ротора; на фиг. 8 - разрез Б-В па (|1иг. 1; иа фиг. 9 - разрез Г-Г на фиг. 1.
Роторная машина содержит установлен- ньк; в технологической последовательности ротор 1 загрузки, технологический ротор 2 и ротор 3 выг рузки, транспортное устройство в двух цепных конвейеров основ- пого -; и до 1ол1П1тельно1 о 5, расположенных в одпой и.аоскости с иоз.можнос тью огибания технологического ротора 2 в зонах J5 соответственного приема и В1 |дачи изде- лпй 6.
На вал 7 техпологического ротора 2 на- сажешз; барабаны 8 п 9 с равномерно размен юпш-лм я по их окружпости исполнительными opi anaMH в виде у равляемых ползунов 10 и П, несущих держатели инструментов 12 и 13, в которых закреплены соответственно пуансоны 14 и выталкиватели 15. Между барабанами 8 и 9 размещен блско- держате.чь 16, в котором установлены ннстру ментальные блоки 17, в рабочих позициях послед1шх размешены соосно ползунам 10 и матрицы 8. В шарнирах ценных конвей еров 4 и 5 концентрич1К) установ.аены втул- ки 19 и держатели 20 изделий с гнездами С иод изделия 6. Каждый держатель 20 изделия вынолиен в виде гребенчатой нружин ,, све)нутой в цилиндр с вогнутой средней частью. Соосно держателям 20 изделий и над ними, в каждой втулке 19 цепных конвейеров 4 и 5 установлен с возможностью возвратно-иостуиательпого осевого перемещения и взаимодействия одним концом с нуанеоном 14, а другим - с изделием 6 1пт з1ревой толкатель 21, имеюилий ход, не |превышаюший длину изделия 6, н диаметр к(П1на, взаимодействуюшего с изделием, меньший внутреннего диаметра держателя 20 изделий.
В позиции ротора 1 загрузки раслюложены иолзуны 22 для из- де.пий 6 в ценной конвейер 4, а в каждой гюзии.ии poTdpa 3 выгрузки - ползуны 23, выгалкиваюц-1ие изде.чие 6 из цеппого коп- вейера 5 при виисывапии его в приемник 24. .
В техпологическом роторе 2 па участке, свободном от конвейеров, установлепо устройство очистки торцов матриц 18, выполненное, например, в виде щетки 25. Матрицы 18 установлены в технологическом роторе 2 с воз.мо/ и{остью взаимодействия с зоне У прессования торцов держателей инструментов 12 с торцами матриц 18.
Роторная мапшпа работает следующим образом.
При включении приво.да (не показан) враш.ение передается па вал 7 технологического ротора 2. Одновременно сообп1,ает- ся сихропное движение ценным конвейерам 4 и 5, связанным соответственно с ротором 1 загрузки и ротором 3 выгрузки. Изделия 6 из ротора 1 загрузки ползунами 22 заталкиваются снизу в держатели 20 цепного конвейера 4 и взаимодействуют со штыревым толкателем 24, перемешая его в крайнее верхнее положение, и транспортируются к технологическому ротору 2.
На дуге оС сопряжения цепного конвейера 4 с технологическим ротором 2 (фиг. 1, положение 1) происходит нередача --;зде.;1Ия 6 в позицию обработки. При -:том гюлзун 10 совершает ход вниз и воздействует иуа неоном 14 на верхний торец нггыревого толкателя 21. ко 1 орый к сво;о очередь взаи.о- действует с изделием 6 i-:. вьггалкнвает его и матрицу 18 инструмента. блока 17 ((|)пг. 7, иоложение П). ц гырезого толкателя 21 нри гакой передаче iie нревьплс ет длины изделия 6, входящего в звено це1:Н(г-о конвейера, т.е. торец штыревого толкателя 21 не зььходит в своем крайнем нижне.м положении за пределы нижне|-о уровня цеп- Hoi O конвейера 4.
При дальнейшем вращении техно.тогичес- кого ротора 2, он выходит из зацепления е цепным конвейером 4. Изделия 6, находясь в матрицах 18 инструментальных блоков 17 техпологического ротора 2 в зоне У, ср.обод- ной от цепных конвейеров 4 н 5, подвергаются обработке - прессованпю. При этом верхние ползупы К) с держателями инструментов 12 и пуансона.чп 14 г poдoлжaют пе- реме1це1:ие вниз до упора дер.жателей инструментов 2 в верхний торец D матриц 18. Пуансоны 14 входят в матрицы 18 и вза1-;мо- действуют с изде.пиями 6, при это.м технологическую операцию - HJTaMHOBKy (фиг. 7, иоложепие ill), (м выталкиватели 15 находятся в своем крайнем нижнем Г1оложе1н{и - в матрицах и формируют дно изделий. После завершения технологической операции пуансон 14 выходит из матрицы 18, а в технологический ротор 2 на дуге вписывается це1шой конвейер 5, гнезда которого устанавливаются соосно матрицам 18 (фиг. 7, ноложение IV). Обработанные изделия 6 из матриц 18 передаются выталкивателями 15 в держатели 20 изделий цепр(ого конвейера 5, нри этом выталкиватели 15 занимают свое крайнее верхнее .. 1ожение, по не входят в гнезда цепного конвейера 5 (фиг. 7, положение V).
Цепной конвейер 5 выписывается их технологического ротора 2 и транспортирует изделия 6 к ротору 3 выгрузки, при вписывании в который гнезда цепного конвейера 5 совпадают с рабочими позициями ротора 3, в которых расположены ползуны 23, последние совершают перемепдение вниз и воздействуют на штыревые толкатели 21, которые выталкивают изделия 6 в приемник 24. После выписывания цепного конвейера 5 из технологического ротора 2, при его дальнейшем враш,ении, устройство 25 очистки базовых торцов матриц очищает верхний торец D матриц 18. Далее цикл повторяется.
По сравнению с известной предлагаемая конструкция роторной машины обеспечивает следуюший положительный эффект.
Известная роторная машина не обеспечивает изготовления изделий высокого качества, так как при прессовании на получение заданных раз.меров изделий влияет де- формация большого количества деталей ротора, участвующих в передаче технологического усилия от исполнительных-органов к инструменту. Роторно-конвейерная машина также не обладает требуемой степенью надежности, поскольку-в ней не исключена возможность заклинивания инструмента и его поломка при выписывании цепного конвейера из ротора.
Разделение в предлагаемой роторной машине транспортного устройства и выполне- ние его в виде двух самостоятельных цепных конвейеров со штыревыми толкателями, установленными над держателями изделий с размещением конвейеров в одной плоскости и охватом ротора в зонах соответственно приема и передачи изделий с освобождени- ем зоны прессования, позволяет при прес
5
5
0
о 5
совании ход пуансона ограничить упором держателя пуансонов в базовой торец матриц, что обеспечит получение изделий повышенного качества, так как на получение заданных размеров изделий влияет деформация минимального количества деталей (матрица) пуансон, держатель пуансона, участ- в передаче технологического усилителя от исполнительных органов ротора.
Выполнение пуансонов короче на длину штыревых толкателей повышает их стойкость, а установка с возможностью взаимодействия со штыревыми толкателями при перемещении изделий в матрицы исключает заклинивание цепных конвейеров при выписывании их из технологического ротора, так как при этом пуансоны не заходят в гнезда цепного конвейера, а штыревые толкатели не входят в матрицу, т.е. остаются на уровне нижнего торца звена цепи. Причем передача изделий из матрицы осуществляется посредством выталкивателя, который, совершая возвратно-поступательные перемещения, также не входит в гнездо цепного конвейера.
Повышению надежности в работе ротор- но-конвейерной машины способствует и выполнение диаметра концов штыревых толкателей, меньше минимального внутреннего диаметра держателя изделий, выполненного в виде гребенчатой пружины, свернутой в цилиндр, так как при возвратно-поступательном перемещении толкатели не взаимодействуют с держателями изделий.
Кроме того, в предлагаемой конструкции роторно-конвейерной машины в технологический ротор введено устройство чистки базовых торцев матриц, что обеспечивает беззазорное смыкание держателей пуансонов с матрицей.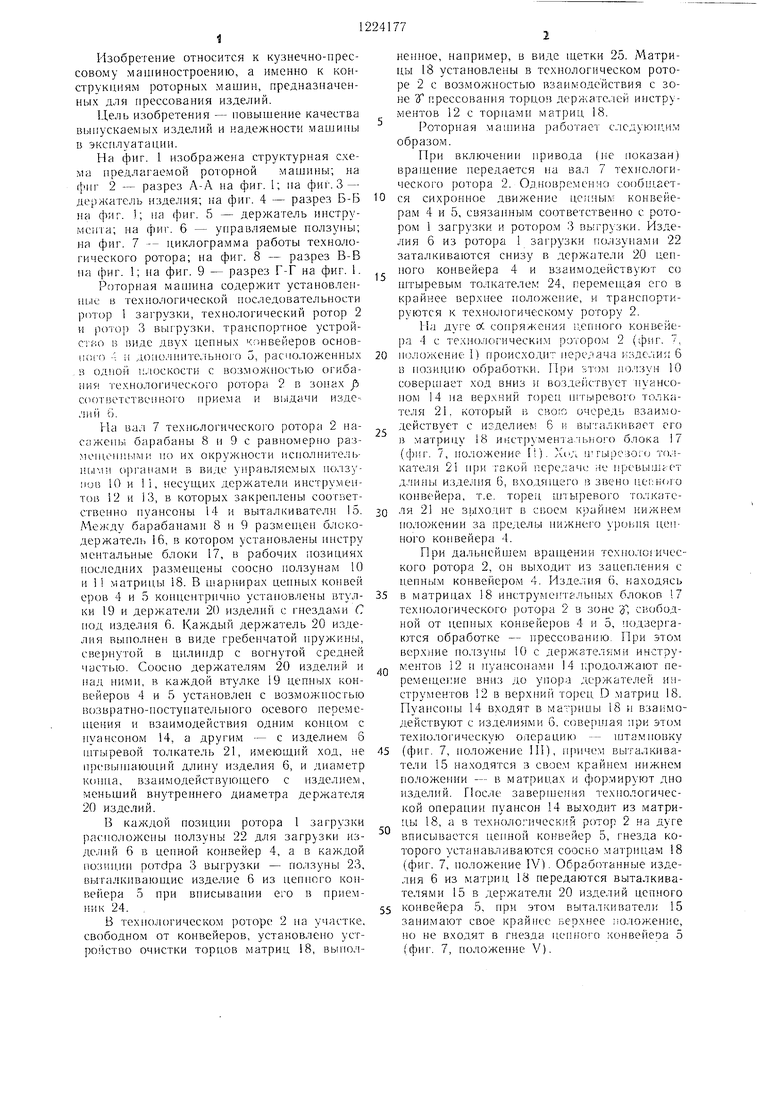
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий ротор | 1979 |
|
SU863409A1 |
| Роторно-конвейерная машина | 1978 |
|
SU831627A1 |
| Роторно-конвейерная машина | 1977 |
|
SU722823A1 |
| Рабочий ротор роторных машин | 1979 |
|
SU804519A1 |
| Роторно-конвейерная машина | 1987 |
|
SU1449356A1 |
| Роторно-конвейерная машина | 1987 |
|
SU1532300A1 |
| Роторно-конвейерная машина | 1981 |
|
SU1098875A1 |
| Роторная машина | 1976 |
|
SU617289A1 |
| Транспортирующее устройство роторно-конвейерной машины | 1982 |
|
SU1074777A1 |
| Линия для изготовления деталей | 1988 |
|
SU1666252A1 |

сриг.З
(pus. 5
/ Of f
I
ж
фиг. 8
Составитель В. Поннкаров
Редактор Ю. СередаТехред И. ВересКорректор А. Зимокосов
Заказ 1876/17Тираж 597Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Роторная машина для прессования | 1978 |
|
SU768657A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
