сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления конических деталей | 1983 |
|
SU1183248A1 |
| Способ изготовления конусов | 1979 |
|
SU848125A1 |
| Способ изготовления полых корпусных деталей | 1977 |
|
SU631238A1 |
| Способ изготовления конусов | 1976 |
|
SU633648A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| Способ изготовления цилиндрических шестерен | 1980 |
|
SU946781A1 |
| Способ изготовления деталей с наклонным фланцем | 1986 |
|
SU1333443A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроительной, авиационной и др. отраслях промышленности для изготовления конических деталей из упрочняющихся материалов. Цель изобретения - повышение экономичности процесса и снижение металлоемкости изделий. Вырезают плоскую заготовку и затем обжимают ее на конус. Заготовку устанавливают на оправку и осуществляют ротационное выдавливание. При этом формообразуют конус с углом наклона образующей большим, чем у готовой детали Далее подрезают торцы и осуществляют окончательное формообразование детали обжимом в штампе. При этом прикладывают осевое усилие на торец большего основания конуса. За счет отсутствия после ротационной вытяжки механической обработки по наружным и внутренним поверхностям детали обеспечивается экономичность процесса. 2 ил
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроительной, авиационной, химической и других отраслях промышленности для изготовления конических деталей из упрочняющих материалов.
Цель изобретения - повышение экономичности процесса и снижение металлоемкости изделий.
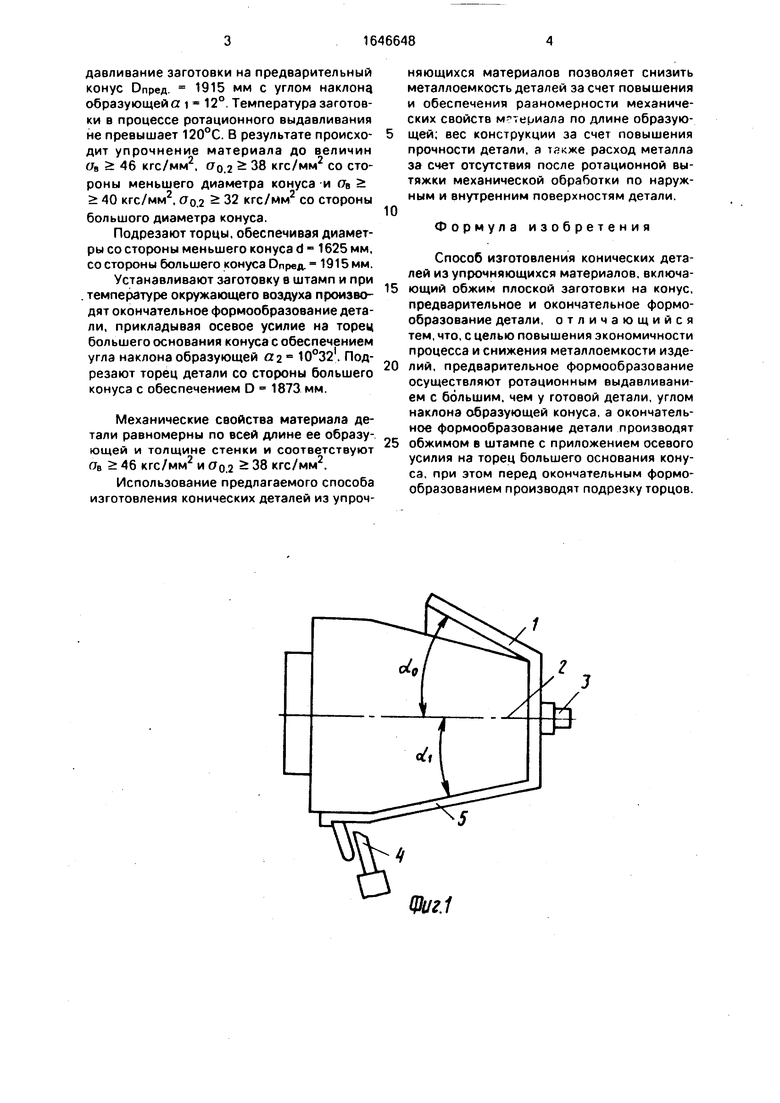
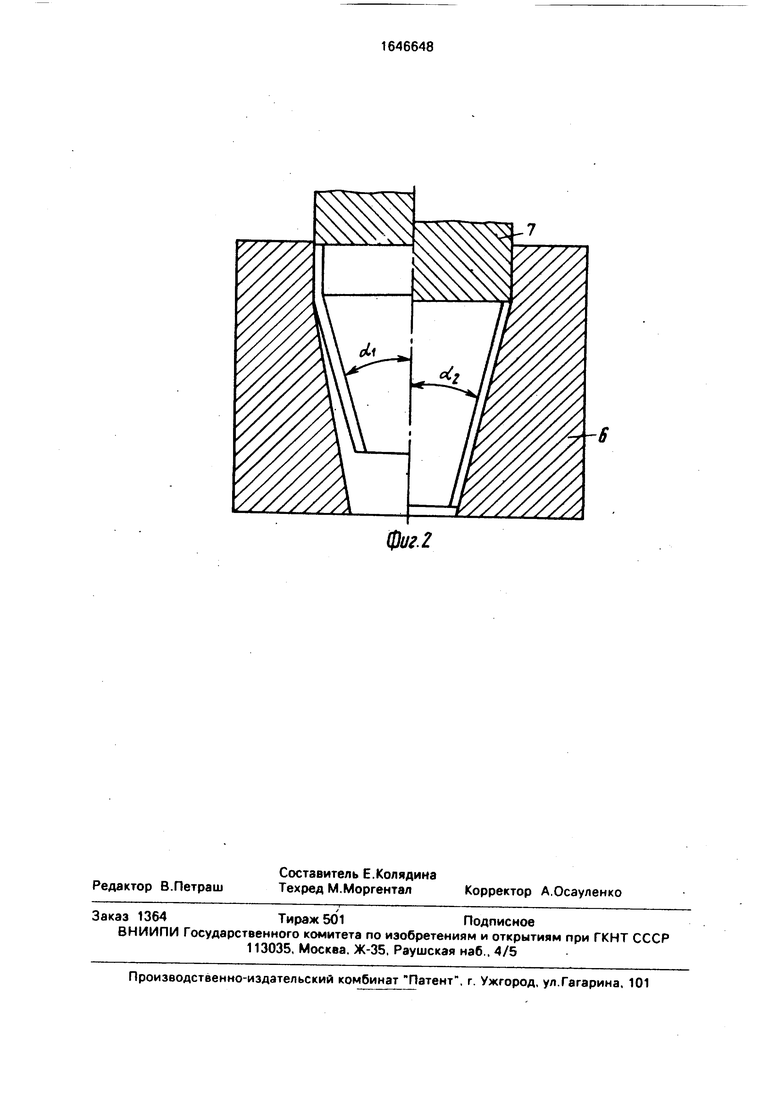
На фиг. 1 показана схема предварительной формовки конуса ротационным выдавливанием; на фиг. 2 - схема окончательного формообразования обжимом в штампе.Способ осуществляют следующим образом.
Вырезают плоскую заготовку. Производят обжим плоской заготовки на конус с углом а о . Заготовку 1 устанавливают на оправку 2, поджимают прижимом 3 и осуществляют ротационное выдавливание давильным роликом 4. При этом формообразуют конус с углом наклона образующей (a i) большим, чем у готовой детали. Далее подрезают торцы у полученного конуса 5 Окончательное формообразование детали осуществляют обжимом в штампе 6. Пуансоном 7 прикладывают осевое усилие на торец большего основания конуса.
Пример. Необходимо получить коническую деталь из алюминиевого сплава АМГ-6 (предел прочности ав 5 32 кгс/мм2. предел текучести (JQ2 13 кгс/мм ) с диаметром D 1873 мм. d 1625мм.«2 10°32 , толщиной 20 мм с механическими свойствами после упрочнения с (h 46 кгм/мм и ад.2 - 38 кгс/мм2.
Изготавливают заготовку под ротационное выдавливание диаметром D 2000 мм, толщиной 30 мм и с углом наклона образующей 70 16°. Производят ротационное вы о о
00
давливание заготовки на предварительный конус Опред. 1915 мм с углом наклона, образующей a i - 12°. Температура заготовки в процессе ротационного выдавливания не превышает 120°С. В результате происходит упрочнение материала до величин ав 46 кгс/мм2, OQ2 38 кгс/мм2 со стороны меньшего диаметра конуса -и 7В 40 кгс/мм2, а о,2 - 32 кгс/мм2 со стороны большого диаметра конуса.
Подрезают торцы, обеспечивая диаметры со стороны меньшего конуса d - 1625 мм, со стороны большего конуса Опред. 1915 мм.
Устанавливают заготовку в штамп и при . температуре окружающего воздуха производят окончательное формообразование детали, прикладывая осевое усилие на торец большего основания конуса с обеспечением угла наклона образующей аг 10°32 . Подрезают торец детали со стороны большего конуса с обеспечением D 1873 мм.
Механические свойства материала детали равномерны по всей длине ее образующей и толщине стенки и соответствуют ав 46 кгс/мм2 и ао.2 38 кгс/мм2.
Использование предлагаемого способа изготовления конических деталей из упроч0
5
0
5
няющихся материалов позволяет снизить металлоемкость деталей за счет повышения и обеспечения рааномерности механических свойств материала по длине образующей; вес конструкции за счет повышения прочности детали, а также расход металла за счет отсутствия после ротационной вытяжки механической обработки по наружным и внутренним поверхностям детали.
Формула изобретения
Способ изготовления конических деталей из упрочняющихся материалов, включающий обжим плоской заготовки на конус, предварительное и окончательное формообразование детали, отличающийся тем, что, с целью повышения экономичности процесса и снижения металлоемкости изделий, предварительное формообразование осуществляют ротационным выдавливанием с большим, чем у готовой детали, углом наклона образующей конуса, а окончательное формообразование детали производят обжимом в штампе с приложением осевого усилия на торец большего основания конуса, при этом перед окончательным формообразованием производят подрезку торцов.
Щиг.1
Фиг. 2
| Способ изготовления конических деталей | 1983 |
|
SU1183248A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
