Фиг. 2
Изобретение относится к литейному производству и может быть использовано для сборки и разъема стержневого ящика, как при изготовлении стержней из холоднотвердеющего состава,так и для других песчано-глинистых смесей.
Цель изобретения - расширение технологических возможностей.
На фиг.1 изображена горизонтальная проекция устройства; на фиг.2 - вертикальная проекция; на фиг. 3 - боковая проекция; на фиг. 4-14 - пооперационная кинематическая схема работы устройства.
Устройство содержит корпус 1,на продольных сторонах которого, установлены цилиндрические ролики 2.На корпусе шарнирно закреплены регулируемые по длине стержневого ящика 3, ограничители 4, которые ограничивают перемещение половинок стержневого ящика 3 в горизонтальной плоскости. Внутри корпуса I соосно рольгангу 5 и б размещены подвижные толкатели 7 и 8, снабженные поршневыми механизмами привода 9, управляемыми посредством золотниковых клапанов 10 и II.
Корпус 1 снабжен роликами рольганга, которые способствуют легкому перемещению по ним стержневого ящика. На прямоугольной траверсе 12 установлены регулируемые в вертикальной и горизонтальной плоскостях цилиндрические несущие штыри 13, при помощи которых стержневой ящик 3 гаарнир- но центрируется на устройстве.
Штыри 13 имеют поршневой привод 14. Подача сжатого воздуха в привод 14 осуществляется при помощи клапана 15. В проеме устройства установлена прямоугольная . траверса 12 с поршневым приводом 16 вертикального перемещения, который управляется клапаном 17.
Устройство работает следующим образом.
Операция 1 (фиг.4). Половинки стержневого ящика 3 находятся на . рольгангах 5 и 6. В отверстие технологической проушины вводят съемную ось для осуществления предварительного соединения. В дальнейшем стержневой ящик 3 перемещают в рабочую зону устройства до упора в ограничитель 4.
Операция II (фиг.5). Траверса 12 находится в верхнем положении, а штыри 13 - в крайнем разведенном положении, толкатели 7, 8 - в выдвинутом (рабочем) положении перекрывают проем 18, оРс .печивая беспрепятственное перемещение стержневого ящика 3 в рабочую зону устройства. Удаляют съемную ось из технологической проушины. Половинки стержневого ящика при этом не соединены. Включением пневмоклапана 15 привод 14 вводит штыри 13 в проушины стержневого ящика 3.
Операция III (фиг.6). Толкатели 7 и 8 разведены в исходное положение, проем 13 открыт, привод 16 перемешает траверсу 12 со штырями 13 в нижнее положение, увлекая последними половинки стержневого ящика в проем 0 8. Стержневой ящик опирается на рольганги 5 и 6 и штыри 13.
Операция IV (фиг.7). Толкатели 7 и 8 выдвигаются в рабочее положение и собирают (спаривают) стержне- 5 вой ящик, замки стержневого ящика скрепляют скобами.
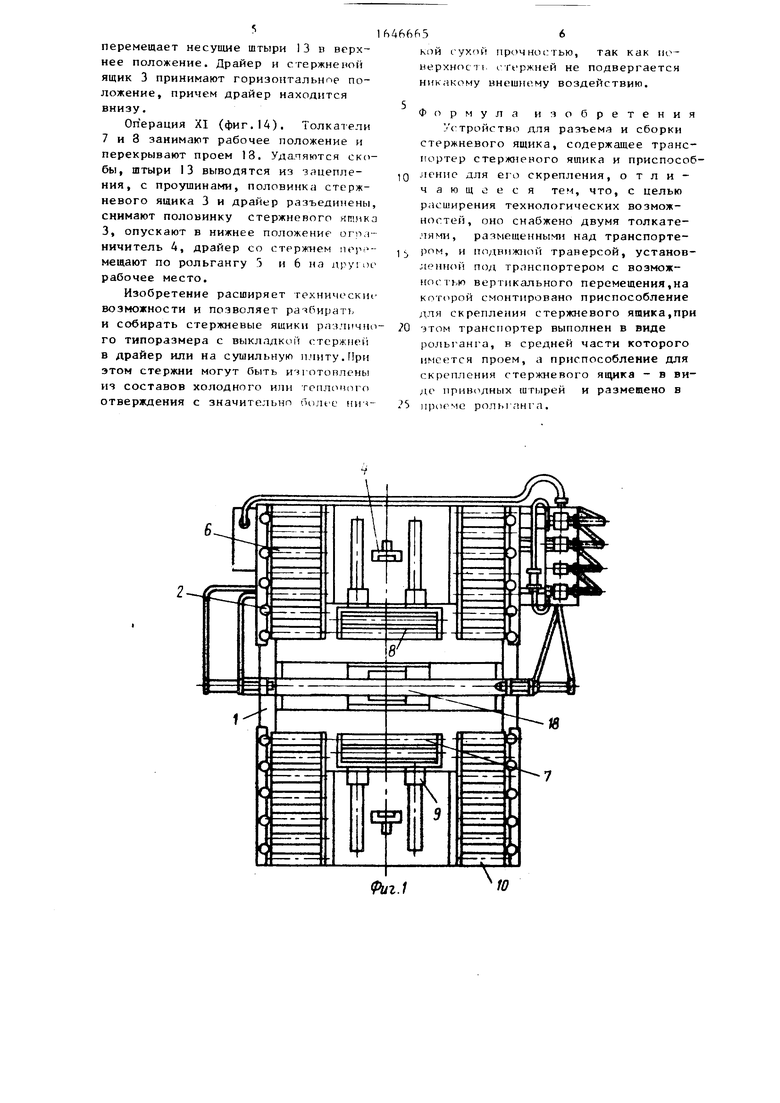
Операция V (фиг.8). Толкатель 7 перемещается в исходное (разведенное) положение, а толкатель 8 за счет о запаса хода наклоняет стержневой ящик 3 и упирает его на рольганг 5. Операция VI (фиг.9). Толкатель 8 перемещается в исходное положение. Операция VII (фиг.10). Траверса 12 со штырями 13 посредством привода 16 перемещается в верхнее положение, толкатель 7 перемещается в рабочее положение и обеспечивает для стержневого ящика плоскость опоры. Штыри 0 13 выводятся из проушин. Снимаются скобы с замков стержневого ящика, а также верхняя половинка стержневого ящика, а вместо нее устанавливается драйер, после чего вводятся штыри 13 5 в проушины стержневого ящика 3 и дра- йера, замки скрепляют скобами.
Операция VIII (фиг.11). Толкатель 7 перемещается в исходное положение, открывая проем .Пневмопривод 16 перемещает траверсу 12 со штырями 13 в нижнее положение, увлекая стержневой ящик в проем 18.
Операция IX (фиг.12). Толкатель 7 перемещается в рабочее положение и перекантовывает стержневой ящик 3, упирая его на рольганг 6.
Операция X (фиг.13). Толкатель 7 находится в исходном положении,при этом проем 18 открыт, траверса 12
5
0
перемещает несущие штыри 13 в верхнее положение. Драйер и стержне ной ящик 3 принимают горизонтальное положение, причем драйер находится внизу.
Операция XI (фиг.14). Толкатели 7 и 3 занимают рабочее положение и перекрывают проем 18. Удаляются скобы, штыри 13 выводятся из -зацепления, с проушинами, половинка стержневого ящика 3 и драйер разъединены, снимают половинку стержневого ятлкз 3, опускают в нижнее положение orn.i- ничитель 4, драйер со стержнем пор-1- метают по рольгангу и 6 на другое рабочее место.
Изобретение расширяет технические возможности и позволяет разбирать и собирать стержневые ящики различно го типоразмера с выкладкой стержней в драйер или на сушильную плиту.При этом стержни могут быть изготовлены из составов холодного или теплопого отверждения с значительно более нич
466656
кой еухчй прочностью, так как поверхности стержней не подвергается никакому внешнему воздействию.
Формула изобретения
Устройство для разъема и сборки стержневого ящика, содержащее транспортер стержневого ящика и приспособIQ ление для его скрепления, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено двумя толкателями, размещенными над транспорте1 ром, и подвижной траверсой, установленной под транспортером с возможностью вертикального перемещения,на которой смонтировано приспособление для скрепления стержневого яшнка.при 0 этом транспортер выполнен в виде
рольганга, в средней части которого имеется проем, а приспособление для скрепления стержневого ящика - в виде приводных штырей и разметено в
5 проеме ролыанга.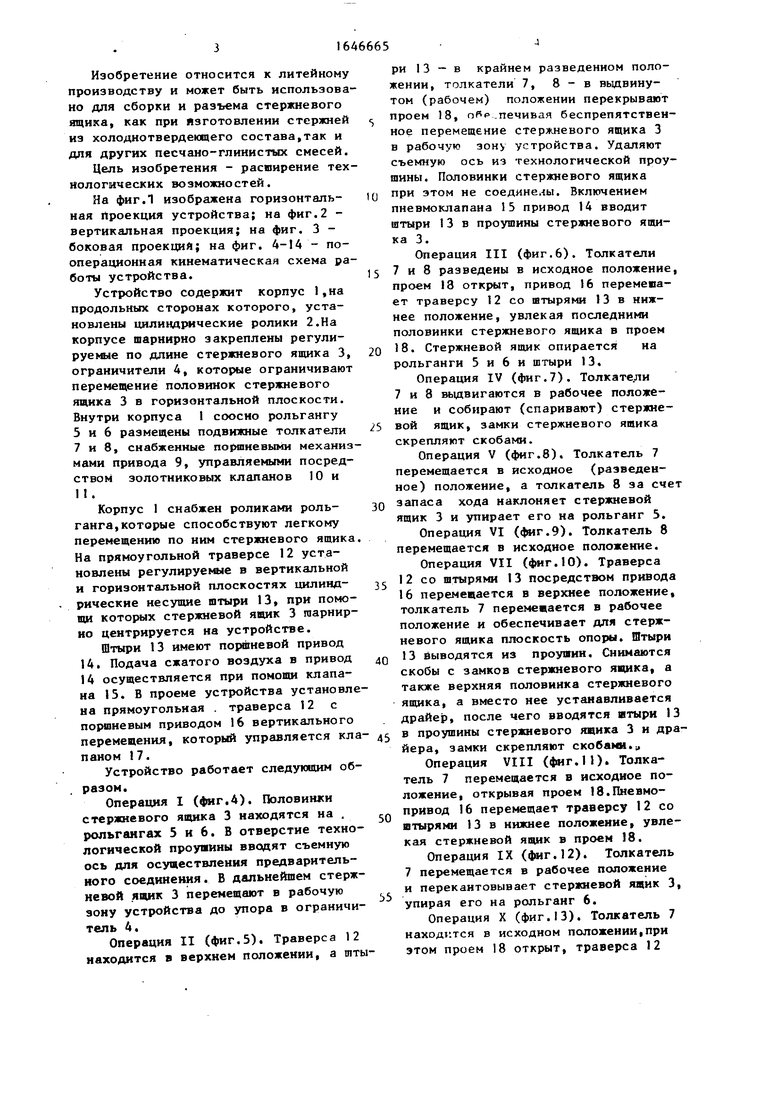
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для разборки и сборки стержневых ящиков | 1989 |
|
SU1692721A1 |
| Пескодувная машина для изготовления стержней | 1984 |
|
SU1163970A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Установка для изготовления стержней | 1989 |
|
SU1713718A1 |
| УСТРОЙСТВО для РАЗЪЁМА и СБОРКИ СТЕРЖНЕВОГО ЯЩИКА | 1969 |
|
SU250374A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Устройство для изготовления литейных стержней | 1975 |
|
SU555973A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |

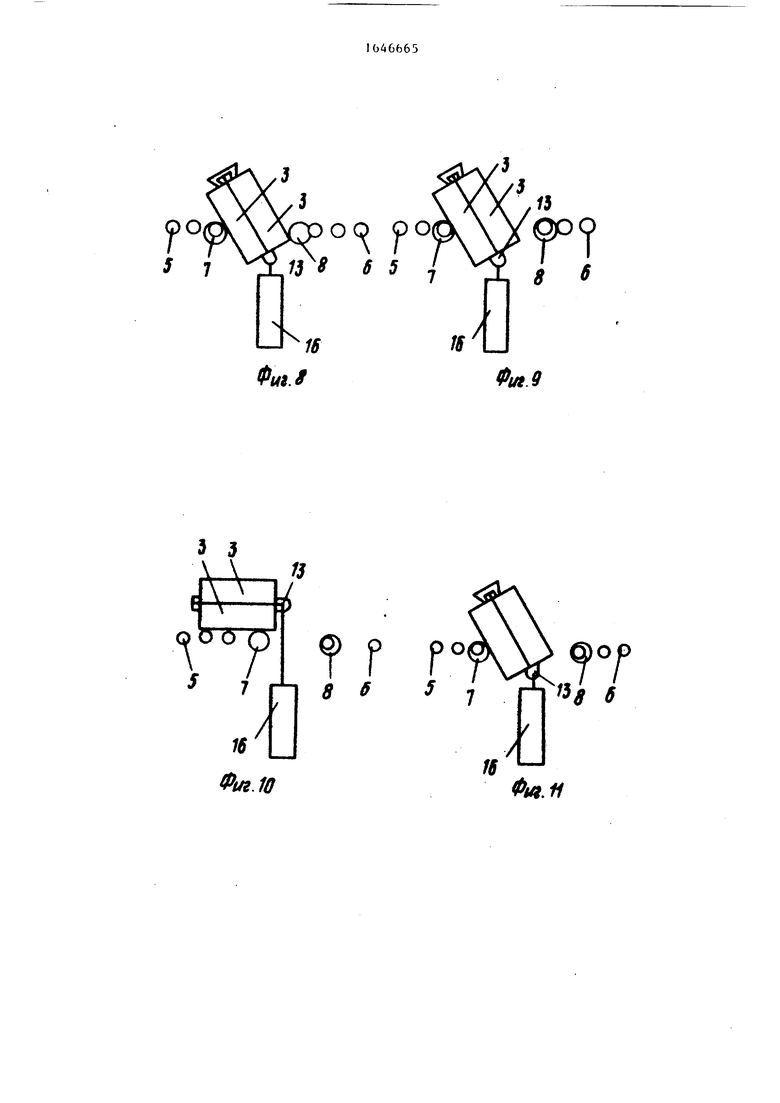

Изобретение относится к литейному производству и может быть использовано для сборки и разъема стержневого ящика. Целью изобретения является расширение технологических возможностей. Половинки стержневого ящика 3 устанавливаются на рольганг и соединяются штырями 13. Посредством привода 16 половинки ящика 3 увлекаются вниз в проем 18,при этом они скрепляются и собираются. При обратном ходе привода 16 ящик 3 кантуется. Стержень освобождается от половинок ящика 3, укладывается в драйер и в собранном виде устанавливается на транспортный рольганг. Устройство позволяет собирать стержни различных типоразмеров высокого качества. 14 ил.
Риг.1
8
91 И
OcG
4)oi
9
/
У/
9
o(Q
1
L S )00
91 9 8
6о оО
Ґ
s в fe a f
1 Qo
Li
U 01
91
9
ГЩ
91 9 8
6о оО
1 f Qoo
I
Ј гпф
3
О О QO 13 65
Ч
16
Фм.8
t
3 3
и
ц
YTL г
7 гп
.л
Л.Й7
Jf U
Фм9
Apauep
) (000 5/Д,
3 73 -Л.
Й
QOi
S 7
oo
8
16
Фм.13
Apauep
00
(й/гЛ
| Устройство для разъема и сборкиСТЕРжНЕВОгО ящиКА | 1978 |
|
SU827244A1 |
