Изобретение относится к области металлургии и может быть использовано при изготовлении неразъемных соединений деталей, выполненных, преимущественно, из легированных сталей.
Целью изобретения -является повышение качества неразъемного соединения и расширение технологических возможностей при сборке деталей с зазором 0,1 - 2.0 мм.
В известный состав, состоящий из жидкого стекла, порошка никеля, дополнительно введен порошок флюса АН-26П при следующем их соотношении, мас,%:
Жидкое стекло31-45
ФлюсАН-26П10-15
Порошок никеляОстальное
Технология приготовления флюса заключается в следующем.
Расчетную (в соответствии с предлагаемым техническим решением) навеску нике- лиевого порошка смешивают с расчетной
навеской флюса. Далее полученную смесь соединяют с расчетной навеской жидкого стекла и размешивают до получения однородной массы, которую затем наносят на поверхности соединяемых деталей,
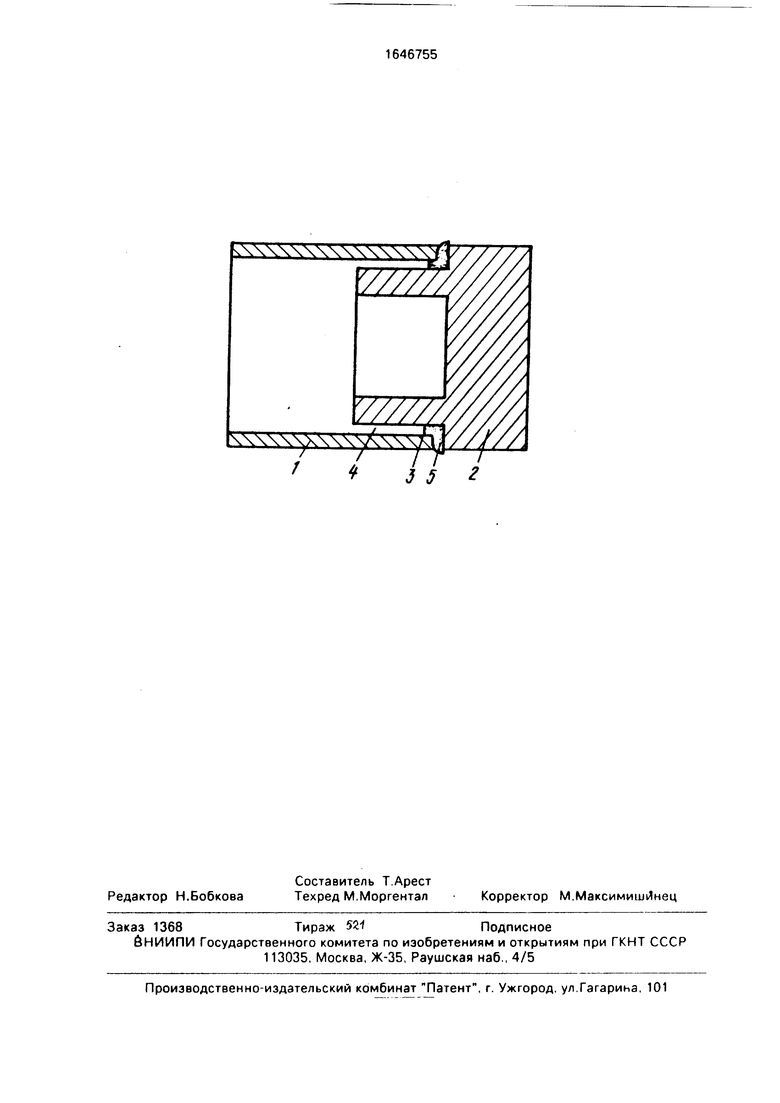
На чертеже показаны соединяемые детали, разрез.
Пример.
На очищенную от посторонних загрязнений поверхность деталей 1 и 2 наносят состав 3. Далее устанавливают детали 1 и 2 с зазором 4 и смещением, предусмотренными конструкторской документацией.
После чего детали выдерживают до полного застывания состава, затем выполняют окончательное неразъемное соединение 5. например, сваркой, т,в.ч. или другими способами,
При этом детали 1 и 2 выполняют из сталей марок 12Х18Н9Т, 12ХН2 и 10ХСНД, используют никелевый порошок, порошок флюса АН-26П и жидкое стекло,
сл
с
о N
С
4 СЛ СЛ
Если смещение или зазор между деталями, заданные конструкторской документацией, меньше наибольшей фракции зерна порошка флюса, то необходимо произвести дополнительный помол до состояния, чтобы наибольшая величина фракции зерна флюса была меньше заданного зазора и смещения между деталями.
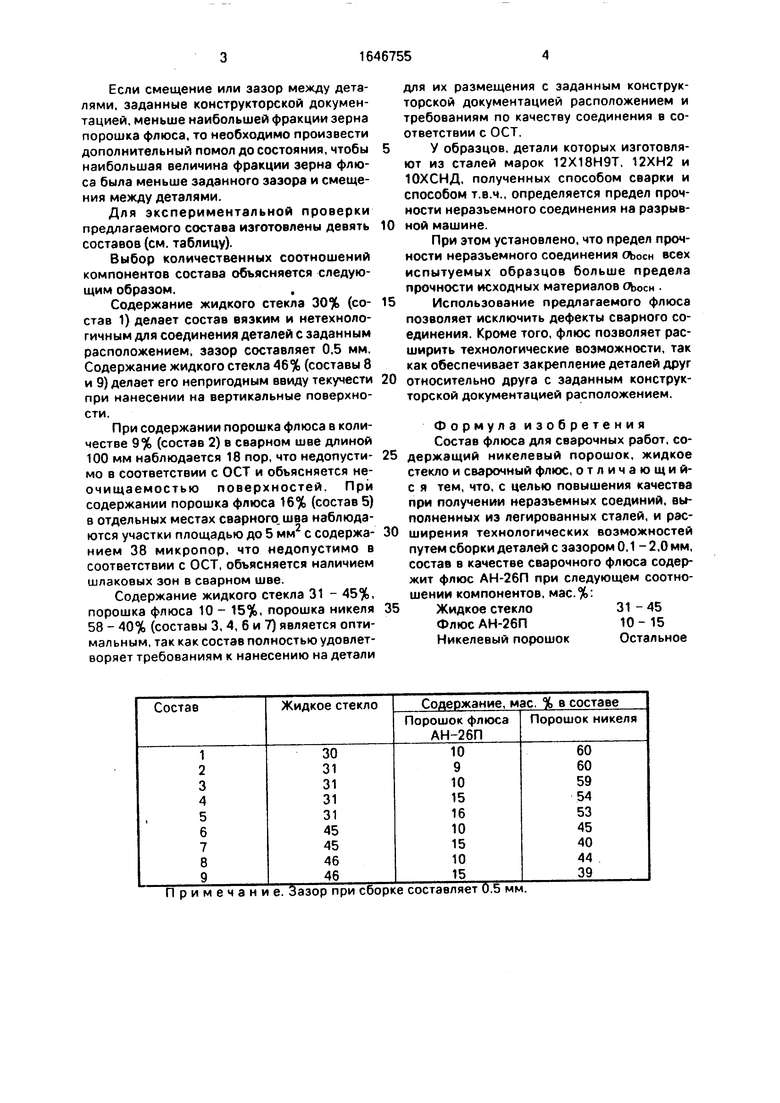
Для экспериментальной проверки предлагаемого состава изготовлены девять составов (см. таблицу).
Выбор количественных соотношений компонентов состава объясняется следующим образом.
Содержание жидкого стекла 30% (со- став 1) делает состав вязким и нетехнологичным для соединения деталей с заданным расположением, зазор составляет 6,5 мм. Содержание жидкого стекла 46% (составы 8 и 9) делает его непригодным ввиду текучести при нанесении на вертикальные поверхности.
При содержании порошка флюса в количестве 9% (состав 2) в сварном шве длиной 100 мм наблюдается 18 пор, что недопусти- мо в соответствии с ОСТ и объясняется не- очищаемостью поверхностей. При содержании порошка флюса 16% (состав 5) в отдельных местах сварного шва наблюдаются участки площадью до 5 мм2 с содержа- нием 38 микропор, что недопустимо в соответствии с ОСТ, объясняется наличием шлаковых зон в сварном шве.
Содержание жидкого стекла 31 - 45%, порошка флюса 10 - 15%, порошка никеля 58 - 40% (составы 3, 4, 6 и 7) является оптимальным, так как состав полностью удовлетворяет требованиям к нанесению на детали
для их размещения с заданным конструкторской документацией расположением и требованиям по качеству соединения в соответствии с ОСТ,
У образцов, детали которых изготовляют из сталей марок 12Х18Н9Т. 12ХН2 и 10ХСНД, полученных способом сварки и способом т.в.ч., определяется предел прочности неразъемного соединения на разрывной машине.
При этом установлено, что предел прочности неразъемного соединения оьосн всех испытуемых образцов больше предела прочности исходных материалов оь0сн .
Использование предлагаемого флюса позволяет исключить дефекты сварного соединения. Кроме того, флюс позволяет расширить технологические возможности, так как обеспечивает закрепление деталей друг относительно друга с заданным конструкторской документацией расположением.
Формула изобретения Состав флюса для сварочных работ, содержащий никелевый порошок, жидкое стекло и сварочный флюс, отличающий- с я тем, что, с целью повышения качества при получении неразъемных соединий, выполненных из легированных сталей, и расширения технологических возможностей путем сборки деталей с зазором 0,1 - 2,0 мм, состав в качестве сварочного флюса содержит флюс АН-26П при следующем соотношении компонентов, мас.%:
Жидкое стекло31-45
Флюс АН-26П10 - 15
Никелевый порошокОстальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав флюса | 1989 |
|
SU1646756A1 |
| Состав для получения неразъемного соединения деталей | 1990 |
|
SU1764911A1 |
| ФЛЮС ДЛЯ ФОРМИРОВАНИЯ КОРНЯ ШВА | 2003 |
|
RU2252121C1 |
| Состав керамического флюса для сварки низкоуглеродистых и низколегированных сталей | 1981 |
|
SU967749A1 |
| Состав электродного покрытия | 1979 |
|
SU782974A1 |
| Способ получения охватывающих соединений керамики с металлом | 1991 |
|
SU1776649A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ И ЛАЗЕРНО-ДУГОВОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2019 |
|
RU2713767C1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1738539A1 |
| Агломерированный флюс для сварки и наплавки лентой нержавеющих сталей | 2018 |
|
RU2688021C1 |
| Порошковая проволока | 1991 |
|
SU1832071A1 |
Изобретение относится к металлургии и может быть использовано при изготовлении неразъемных соединений, например, методом сварки. Цель изобретения - повышение качества неразъемного соединения и расширение технологических возможностей сборки деталей. Состав содержит следую щие компоненты, мас.%: жидкое стекло 31 45; порошок флюса АН-26П 10- 15; порошок никеля остальное. 1 ил.. 1 табл.
Примечание. Зазор при сборке составляетО.5 мм.
ЛЛЛ/Ч
/////,
У/7777,
±
3 5
| Керамический флюс для механизированной сварки сталей | 1980 |
|
SU899312A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ автоматической сварки под слоем флюса | 1947 |
|
SU73526A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Попилов Л.Я | |||
| Советы заводскому технологу | |||
| -Л., 1975 | |||
| с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
