Для изготовления обуви известна полуавтоматическая линия, состоящая из конвейера, несущего колодки для обуви, технологического оборудования и манипуляторов для переноса колодок с обувью с конвейера на рабочее Место технологической операции и обратно.
Предлагаемая полуавтоматическая vчиния, позволяющая повысить степень механизации обувного производства и предназначенная для изготовления обуви с возможностью различных способов прикрепления подошвьг, допускает различную компоновку технологического оборудования при переходе с одного способа на другой. Для этого линия снабжена каретками для закрепления колодок с обувью, перемещающимися по направляющим полозам конвейера, манипулятора н технологического оборудования. Манипулятор предназиачеи для переноса кареток с колодкамп с копвейера на рабочие места технологических операций н обратно и выполпен в виде поворотного стола, укрепленного на вертикальном валу и снабженного двумя или более суппортами, имеющими механизмы захвата и перемещения кареток с колодкой и механизмы фиксации кареток в определенном положении. Для поворота стола использован гидроцилиндр, щток которого снабжен зубчатой рейкой, взаимодействующей с шестерней вала стола, а для перемещения суппорта применен гидропривод с дифференциальной зубчато-реечной передачей.
Механизм фиксации каретки состоит из зубчатой рейки, взаимодействующей при обратном ходе суппорта с зажи.мной собачкой, запирающей. каретку на суппорте. Суппорты снабжены стягивающими каретку подпружиненными захватами, автоматически освобождающими каретку после ее фиксации на маннпуляторе в результате взаи.модействия с неподвижными упорами.
Для обеспечения надежности работы линии заходная часть направляющих полозов стола манипуляторов и рабочего места технологического оборудования выполнена со скосами, позволяющими осуществлять поиск, улавливание и са.моцентрирование каретки с колодкой. Для управления работой механизмов линии применены золотииковые командоаппараты, кинематически связанные посредством кулачкового
распределительного вала с приводом конвейера, что обеспечивает надежность управления всей линией и точную синхронизацию взаимодействия всех механизмов.
Полуавтоматическая линия снабжена также
конвейерным сущильным устройством, расположенным над технологическим конвейером и кинематически с ним связанным.
На фиг. 1 изображена схема полуавтоматической линии для производства обуви методом
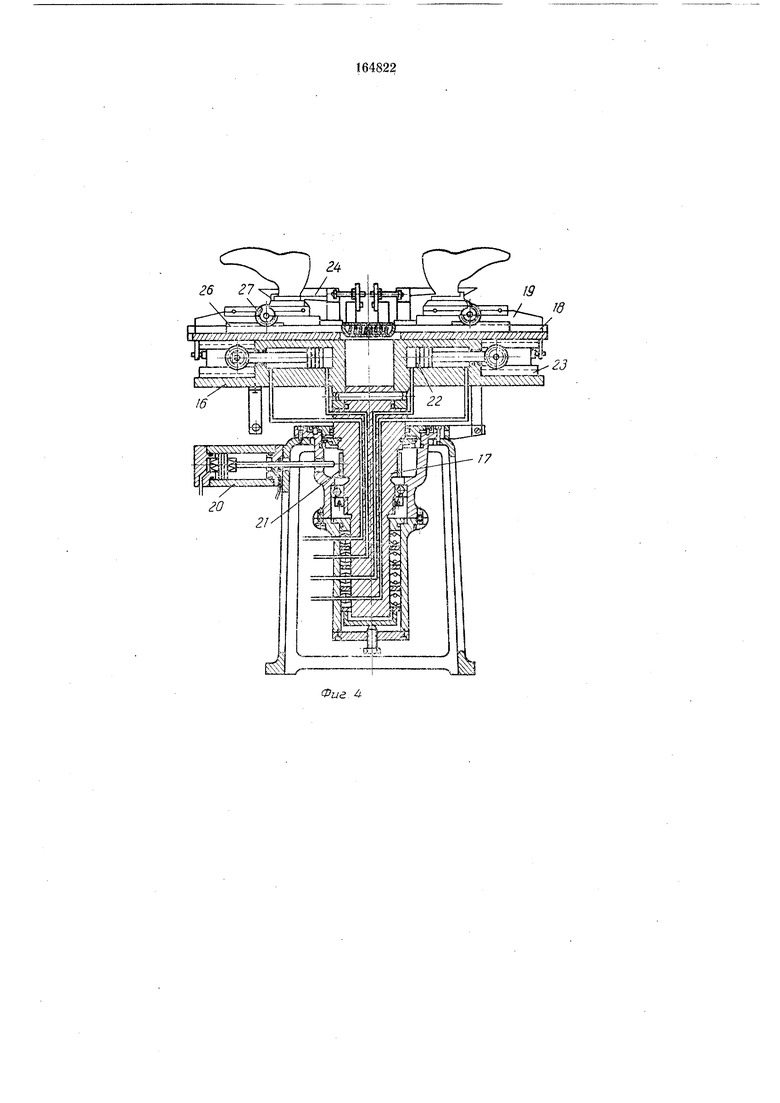
кинематическая схема полуавтоматической линии; на фиг. 3 - схема взаимного расположения конвейера, манипулятора и технологического оборудования; на фиг. 4 - двухсуппортный манипулятор; на фиг. 5 - схема расположения каретки с колодкой на конвейере; на фиг. 6 - схема расположения каретки с колодкой на суппорте манипулятора.
Полуавтоматическая линия состоит из периодически действуюндего горизонтально замкнутого конвейера / с колодками для обуви, оборудования 2, установленного по ходу технологнческого процесса, и манипуляторов 3 для переноса колодок с обувью с конвейера на рабочие места технологического оборудования и обратно. Над конвейером , нредназначенным для транспортирования обуви па колодке от одной операции к другой, расположено сушильное устройство с конвейером 4, где осуществляется сушка затянутой заготовки. Линия включает все операции обработки обуви, начиная от вклеивания задников до съемки готовой обуви с колодки. Конвейеры 1 и 4 приводятся в движение от приводной станции 5, содержаш,ей электродвигатель 6, который посредством мальтийского креста 7 и водила 8 обеспечивает периодическое перемещение конвейера 1.
Для управления работой полуавтоматической линии и точной синхронизации взаимодействия всех механизмов применены золотниковые командоаппараты 9, связанные посредством кулачкового распределительного вала 10 с электродвигателем 6. Для перегрузки обуви с конвейера в сушильное устройство линия оборудована перегрузчиками 11.
Конвейер / состоит из секций с наиравляющими нолозами 12, на которых установлены каретки 13 с закрепленными металлическими пустотелыми колодкамн с обувью. Каретки 13 имеют по две пары боковых штифтов 14 для опоры и перемещения кареток но направляющим полозам 12 конвейера, а для точной установки каретки на нижней ее части имеются два параллельных призматических паза. Кареткн устанавливаются на направляющих полозах 12 конвейера без фиксации в поперечном направлении с зазором 10-15 мм между концами штифтов 14 и направляющими полозами 12 и удерживаются с помощью двух подпружиненных собачек 15, входящих в зацепление с одной парой штифтов/4. Передача кареток 13 с колодками с конвейера на рабочее место технологической операции производится с помощью манинулятора 3, выполненного в виде поворотного стола 16, укрепленного на вертикальном валу 17, и снабженного двумя или более суппортами 18, каждый из которых имеет две клиновые направляющие 19 на верхней части суппорта, выполненные со скосами в заходной части. Для поворота стола 16 применен гидроцилиндр 20, щток которого снабжен зубчатой рейкой, взаимодействующей с шестерней 21 вала 17. Перемещение суппортов 18 производится с
помощью гидроцилиндров 22, щток которых взаимодействует с дифференциальной зубчато-реечной передачей 23. Каждый суппорт 18 имеет механизм захвата и перемещения каретки 13 с колодкой и механизм фиксации каретки в оиределенном положении относительно рабочего органа технологического оборудования, удобном для выполнения операции. Механизм захвата и перемещения каретки 13 с конвейера состоит из подпружиненных захватов 24 и неподвижных упоров 25, смонтированных на верхней части суппорта 18. Механизм фиксации каретки 13 состоит из зубчатой рейки 26 и зажимной собачки 27, смонтированных на суппорте 18.
Съем каретки 13 с колодкой и обувью и передача ее в рабочую зону технологической операции производятся во время остаиовки конвейера / в положении, когда секция конвейера с кареткой и обувью находится против рабочего места оборудоваиия. При подаче рабочей жидкости Б гидроцилиндр 22 суппорты перемещаются перпендикулярно к направлению движения конвейера и попадают в зону секции конвейера. При этом захваты 24 перескакивают через поперечное ребро 28 каретки 13 и при обратном ходе суппорт стягивает каретку с направляющих полозов 12 конвейера, собачки 15 которого при этом освобождают боковые штифты 14, и переносит ее на рабочее место технологической операции. В конце обратного хода суппорта захваты 24 взаимодействуют с неподвижными упорами 25, расходятся на некоторый угол в горизонтальной плоскости и освобождают каретку 13. Одновременно зубчатая рейка 26 механизма фиксации каретки поворачивает зажимную собачку 27, которая запирает каретку на суппорте в нужном ноложении.
При возможном несовпадении положения каретки 13 относительно суппорта во время остановки секции конвейера у рабочих мест оборудования скосы на заходной части направляющих 19 суппорта осуществляют автоматический поиск, улавливание и самоцентрирование каретки. После выполнения технологической операции тот же суппорт возвращает каретку 13 с обработанной обувью на конвейер /, при этом захваты 24 удерживаются пружинами 29 в положении, не препятствующем установке каретки на направляющих полозах 12 конвейера. Съем каретки с суппорта производится собачками 15.
При возврате суппорта 18 в исходное положение захваты 24 под действием пружин 5(9 занимают положение, позволяющее при очередном ходе суппорта осуществить захват каретки 13. Вслед за этим вступает в действие гидроцилиндр 20, щток которого перемещается и приводит в движение зубчатую рейку, входящую в зацепление с шестерней 21 на вертикальном валу 17, осуществляющей поворот стола 16 на 90 или 180° в зависимости от количества сунпортов на столе. После поворота стола 16 манипулятора приводится в движение
следующий суппорт, подающий очередную каретку с обувью на рабочее место технологической операции. Продолжая круговое движение, стол 16 периодически останавливается.и во время выстоя конвейера при помощи суппортов принимает каретку с обувью для обработки или возвращает каретку с обработанной обувью на конвейер.
Управление манипуляторами, работой технологического оборудования и движением конвейера производится командоаппаратами от нейтрализованного пульта по установленному циклу. В случае отклонений в работе отдельных участков предусмотрена защитная электрическая блокировка, обеспечивающая останов привода с помощью выключателей, контролирующих конечные положения суппортов. Во время передачи кареток с колодками с конвейера к рабочим местам и обратно происходит размыкание выключателей и разрыв электрической цепи. Для предотвращения останова кулачкового распределительного вала в этот период в схему управления линией введен конечный выключатель, работающий от специального кулачка, установленного на распределительном валу конвейера.
Предмет изобретения
1. Полуавтоматическая линия для изготовления обуви, состоящая из конвейера, несущего колодки для обуви, технологического оборудования и манипуляторов для переноса колодок с обувью с конвейера на рабочее место технологической онерации и обратно, отлнчающаяся тем, что, с целью новышения степени механизации обувного производства, линия снабжена каретками для закрепления колодок с обувью, установленными с возможностью перемещения по направляющим полозам конвейера, манипулятора и технологического оборудования, а манипулятор для переноса кареток с колодками с конвейера на рабочие места технологических операций и обратно выполнен в виде поворотного стола, укрепленного на вертикальном валу и снабженного двумя нли более суппортами, каждый нз которых имеет механизмы захвата и перемещения каретки с колодкой и механизм фиксацни кареток в определенном положении. 2. Полуавтоматическая линия по п. 1, отл ичающаяся тем, что для поворота стола использован гидроцилиндр, шток которого снабжен зубчатой рейкой, взаимодействующей с щестерней вала стола, а для перемещения суппорта применен гидропривод с дифференциальной зубчато-реечной передачей.
3.Полуавтоматическая линия но пп. 1 н 2, отличающаяся тем, что механизм фиксации каретки состоит из зубчатой рейки, взаимодействующей при обратном ходе суппорта с зажимной собачкой, запирающей каретку на суппорте.
4.Полуавтоматическая линия по пп. 1-3, отличающаяся тем, что суппорты снабжены перемещающими каретку подпружиненными захватами, автоматически освобождающими каретку после ее фиксации на манипуляторе в результате взаимодействия с неподвижными упорами.
5. Полуавтоматическая линия по п. 1, отличающаяся тем, что, с целью обеспечения надежности работы линии, заходная часть направляющих полозов стола манипуляторов и рабочего места техиологического оборудования выполнена со скосами, позволяющими осуществлять поиск, улавливание и самоцентрирование каретки с колодкой.
6.Полуавтоматическая линия по п. 1, отличающаяся тем, что, с целью обесиечения
надежности управления всей линией и синхронизации взаимодействия всех механизмов, для управления работой механизмов линии применены золотниковые командоаппараты, кинематически связанные посредством кулачкового
распределительного вала с приводом конвейера.
7.Полуавтоматическая линия по п. 1, отлит чающаяся тем, что оиа снабжена конвейерным сущильным устройством, расположенным
над конвейером и кинематически с ним связанным.
сз

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
| ПАТЕНТНО-ТЕХ}{Г€~НАЯБЧБЛИО~еКАИ. П. Терешин | 1971 |
|
SU292689A1 |
| Устройство для изготовления резиновой обуви | 1984 |
|
SU1229070A1 |
| Адресующее устройство для полуавтоматической линии изготовления обуви | 1984 |
|
SU1326223A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Устройство для сборки резиновой обуви | 1977 |
|
SU751393A1 |
| Устройство для сборки резиновой обуви | 1984 |
|
SU1199661A2 |
| Устройство для сборки резиновой обуви | 1982 |
|
SU1063379A2 |
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |