UD
со
сь сь
f
Изобретение относится к обувной и резиновой промышленности, предназначено для производства резиновой обуви и является усовершенствованием изобретения по основному авт.св. № 751793.
Цель изобретения - повышение качества сборки за счет обеспечения возможности проведения длительных по времени операций на одном рабоче месте.
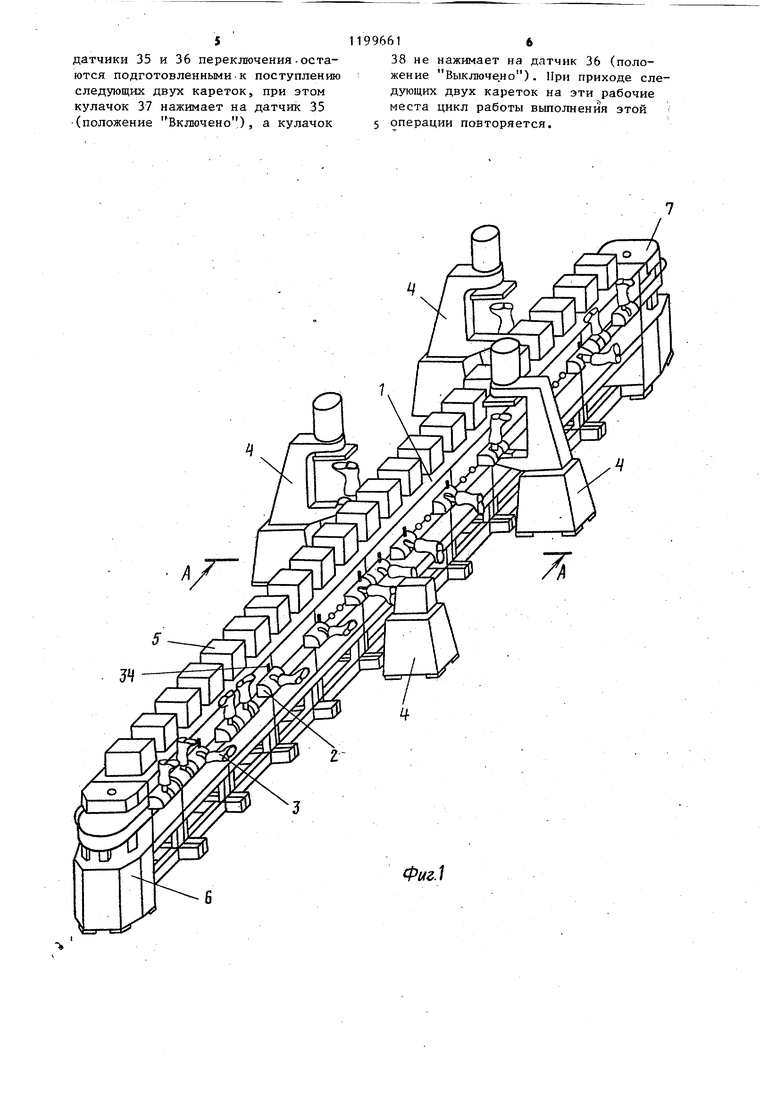
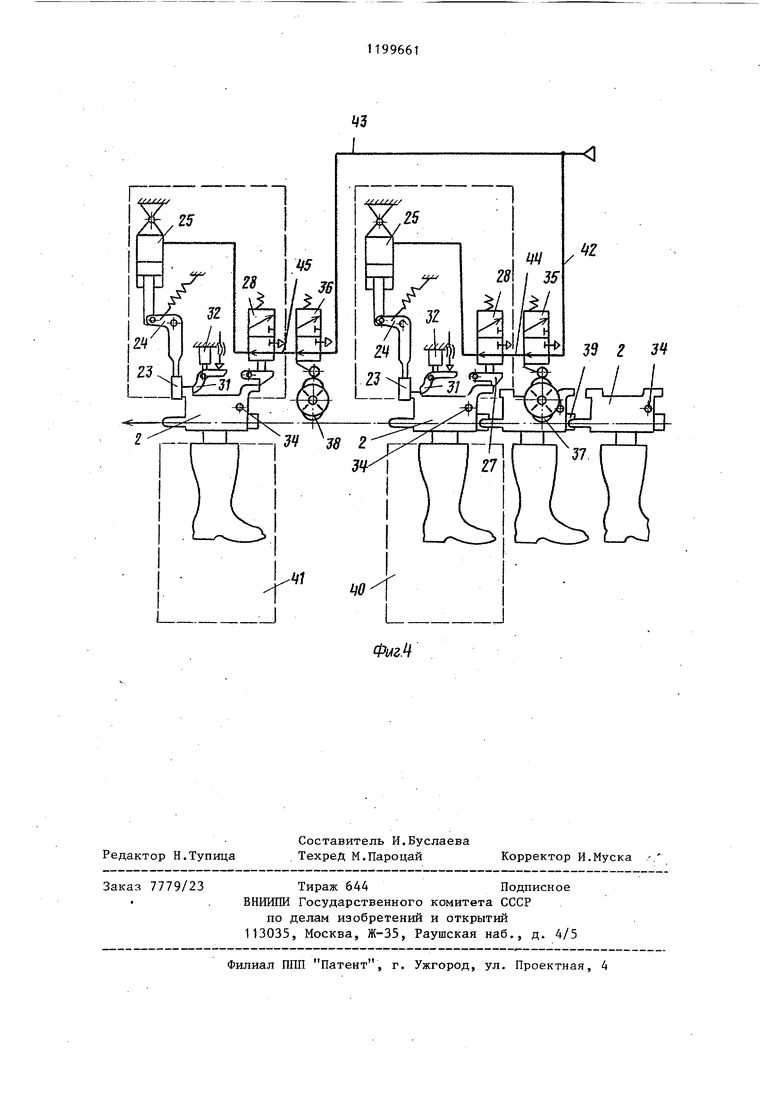
На фиг. 1 изображено устройство для сборки резиновой обуви, общий вид в аксонометрии; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 рабочая позиция для выполнен1 я длительной операции, аксонометрия;.на фиг. 4 - принципиальная схема оснащения рабочих позиций, предназна,ченных для выполнения длительной операции, в положениях останова и фиксации каретки.
Устройство содержит горизонтально замкнутьм цепной конвейер 1 с каретками 2 для колодок 3, расположенные вдоль конвейера устройства 4 для выполнения технологических операций испо:шительные механизмы 5 и механизмы поворота колодок в заданное положение.
Конвейер 1 состоит из. приводной станции 6, натяжной станции 7, тяговой, цепи 8 с укрепленными на ней выступами 9 и направляющих 10, на которых установлены колеса 11 каретки 2. . Каждый механизм поворота колодок (фиг. 3) содержит две самотормозящиеся червячные пары, колеса 12 которых связаны через конические колеса 13 и 14 дифференциального механизма с колодкой 3, а концы валов 15 червяков имеют торцовые пазы. На концах валов двигателей 16 закреплены при помощи пружины 17 плавающие полумуфты 18.
На противоположных торцах каждой полумуфты 18 имеются два взаимно перпедикулярных выступа (не обозначены): один для взаимодействия с пазом вала червяка, другой - с пазом вала двигателя 16. Паз вала червяка, а также выступ плавающей полумуфты имеют заходные скосы 19 для обеспечения зацепления.
На валах двигателей 16 жестко закреплены диски 20 с отверстиями для захода штоков силовых цилинд96612
ров 21 , предназначенных для фиксации останова валов. Каждая каретка 2 имеет приспособление для ее останова и фиксации (фиг. 3), содержащее собачку 22, одно плечо которой выполнено в виде упора (не обозначен) для взаимодействия с выступом 9 тяговой цепи 8, а другое имеет на- : клонный профиль (не обозначен) для 10 взаимодействия с роликом 23 зажимного рычага 24, связанного с силовым цилиндром 25.
На каретке 2 установлены три упора (фиг. 3 и 4). Упор 26 предназначен для взаимодействия с уста новленной на станине качающейся подпружиненной собачкой 27, взаимодействующей с датчиком 2В, предназначенным для включения цилиндра 25.
20 Упор 29 предназначен для взаимодействия с установленным -.на оси 30 станины регулируемым рычагом 31, взаимодействующим с датчиком 32 для включения двигателя 16. Регулируемый рычаг 31 предназначен для обеспечения прохода каретки только по ходу движения, цепи и имеет регулируемый упор 33.
Дополнительный упор 34 предназначен для взаимодействияпо крайней мере с двумя датчиками 35 и 36 переключения силового цилиндра 25 через соответственные поворотные кулачки 37 и 38. Каждая каретка имеет также
35 выступ 39. Датчик 35 переключения установлен на станине перед приспособлением останова.и фиксации каретки 2, например, перед рабочим местом 40 по ходу движения каретки
40 иа расстоянии, не превыщающем длину каретки. Датчик 36 переключения установлен аналогично перед следую, щим по коду движения конвейера ра-бочим местом 41. При этом входы
45 датчиков 35 и 36 через трубопроводы 42 и 43 соединены с источником сжатого воздуха в силовой цилиндр 25, а выходы - трубопроводами 44 и 45 соответственно через датчики 28 с раCQ бочими полостями силовых цилиндров 25 зажимных рычагов 24.
Устройство работает следующим образом.
Приводная станция 6 передает 55 постоянное движение тяговой цепи 8, натяжение которой регулируется натяжной станцией 7, Каретки 2 с колодками 3, сцепленные собачками 22 с выступами 9 тяговой цепи, двигаются по направляющим 10 конвейера 1. При движении каретки вдоль рабочей позиции упор 29 воздействует на рычаг 31, поворачивая его проти часовой стрелки, и каретка свободно проходит над ним. После прохожд ния- каретки регулируемый рычаг 31 возвращается в исходное положение. Одновременно упор 26 наезжает на собачку 27, которая, отжимаясь, воздействует на датчик 28. Включается силовой цилиндр 25, при этом поворачивается рычаг 24 с роликом 23, который наезжает на профильную поверхность собачки 22, расцепляет ее с выступом 9 цепи 8 и, упираясь в корпус каретки, пере мещает последнюю в обратную сторону. В это время выступы полумуфт 1 уже находятся в пазах валов 15 червяков, а упор 29 воздействует н регулируемый рычаг 31, поворачивая его по часовой стрелке до упора 33 Каретка останавливается и оказывается зафиксированной между рычаго 31 и роликом 23, который удерживается силовым цилиндром 25. Регулиру емый рычаг 31 при повороте воздейст вует на датчик 32, который подает сигнал об окончательной фиксации каретки и включении цилиндров 21 и двигателей 16, которые работают в соответствии с заложенной в каждом исполнительном механизме программой Щтоки цилиндров 21 выходят из отверстий дисков 20, и происходит вращение в ту или иную сторону одной или обеих червячных пар, а также связанных с ними конических коле 13 и 14 дифференциального механизма Колеса 14, имея различные направления вращения и углы поворота, вра щают колесо 13 вместе с колодкой 3 В двух плоскостях. При отставании о общего цикла конвейера нажатием пед ли останавливают исполнительный механизм, а подъезжающие каретки 2 наезжают собачками 22 на выступы 39 и, отключаясь от цепи 8, останавливаются. После выполнения сборочной операции диски 20 фиксируются штоками цилиндров 21, при этом выступы полумуфты 18 принимают горизонтальное положение. Силовой цилиндр 25 возвращает рычаг 24 в исходное положение, собачка 22, опускаясь, входит в зацепление с 614 проходящим выступом 9 цепи Ь, и каретка перемещается на следующее рабочее место. Во время этого перемещения валы 15 червяков выходят из зацепления с полумуфтами 18 и сохраняют свое положение за счет самотормозящихся червячных пар до сцепления со следующим исполнительным механизмом. При отходе каретки собачка 22 следующей каретки освобождается, происходит ее зацепление с выступом 9 цепи 8 и занятие освободившегося рабочего места. При движении каретки 2 вдоль рабочего места 40, предназначенного для выполнения длительной операции, дополнип-ельный упор 34 поворачивает кулачок 37 ДО положения, когда он не нажимает на датчик 35 переключения (положение Выключено). При этом положении датчика 35 сжатый воздух из сети, проходя трубопровод 42, перекрывается этим датчиком, а трубопровод 44 соединяется с атмосферой. Каретка 2 проходит рабочее место 40 не останавливаясь, так как рабочая по- лость цилиндра 25 этого места при любом положении датчика 28 (нажато или нет) соединена с атмосферой. Перед следующим рабочим местом 41, также предназначенным для выполнения этой же длительной операции, каретка 2 дополнительным упором 34 поворачивает кулачок 38 до положения, в котором он нажимает на датчик 36. В этом положении датчик 36 соединяет трубопроводы 43 и 45 между собой, т.е. подает сжатый воздух на вход датчика 28, который при воздействии на него собачки 27 останавливает/:., и фиксирует каретку 2 на рабочем месте 41. Вторая, следом за ней идущая каретка, своим упором 34 поворачивает кулачок 37, который нажимает на датчик 35 и останавливается на рабочем месте 40 аналогично предыдущей. После выполнения технологической операции на этих двух местах снача- : ла уходит каретка 2 с рабочего мае- ; та 41, а за ней каретка с рабочего еста 40, Последняя, проходя переключатель, поворачивает кулачок 38 в положение Выключено и, не останавливаясь, проходит рабочее есто 41. После ухода кареток 2
датчики 35 и 36 переключения-остаются подготовленнымик поступлению следующих двух кареток, при этом кулачок 37 нажимает на датчик 35 (положение Включено), а кулачок
38 не нажимает на датчик 36 (положение Выключе.но). При приходе следующих двух кареток на эти рабочие места цикл работы выполнения этой операции повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки резиновой обуви | 1982 |
|
SU1063379A2 |
| Устройство для сборки резиновой обуви | 1977 |
|
SU751393A1 |
| Устройство для подачи длинномерного материала в рабочую зону пресса | 1987 |
|
SU1503948A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Установка для сборки резинотехнических изделий | 1984 |
|
SU1148797A2 |
| Установка для сборки резинотехнических изделий | 1980 |
|
SU971666A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| ПАТЕНТНО-ТЕХ}{Г€~НАЯБЧБЛИО~еКАИ. П. Терешин | 1971 |
|
SU292689A1 |
| Загрузочно-разгрузочное устройство | 1986 |
|
SU1371850A2 |
| Устройство для установки труб | 1972 |
|
SU492374A1 |

1. УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗИНОВОЙ ОБУВИ по авт.св. № 751793,, отличающееся тем, что, с целью повышения качества сборки за счет обеспечения возможности проведения длительных по времени операций на одном рабочем месте по крайней мере каждый из двух соседних механизмов для останова и фиксации каретки снабжен установленным на каретке дополнительным упором и установленными на станине датчиком для переключения силового цилиндра зажимного рычага и поворотным кулачком для взаимодействия с дополнительным упором и датчиком для переключения, причем последний соединен через трубопроводы с источником подачи рабочей среды в силовой цилиндр зажимного рычага и датчиком .для включения этого цилиндра. 2. Устройство по п. 1, отличающееся тем, что датчик 2 для переключения установлен по ходу движения каретки перед подпру(Л жиненной собачкой для взаимодействия с датчиком .для включения силового зажимного рычага.
sn
2t
37
Я
33
30 и
Фиб.З
| Подъемник | 1978 |
|
SU751793A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
