Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении штампов для объемной штамповки.
Цель изобретения - снижение трудоемкости изготовления штампа и повышение долговечности его в работе.
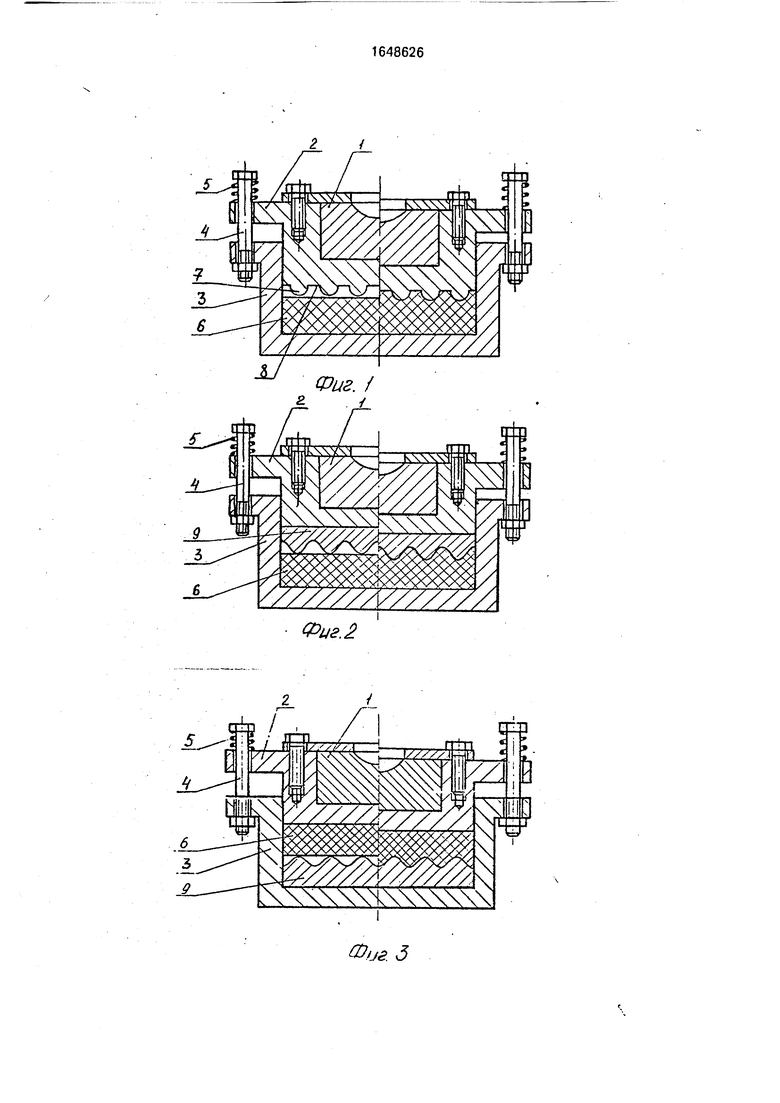
На фиг. 1 представлен штамп, общий вид; на фиг. 2 - то же, вариант исполнения; на фиг. 3 - то же, вариант исполнения.
Штамп содержит рабочую вставку 1, запрессованную во внутреннюю обойму 2. Последняя установлена в наружную обойму 3 по ходовой посадке и соединена с ней регулировочными крепежными элементами 4, поджатыми пружинами 5. На дне наружной обоймы 3 установлен узел гашения в виде упругой пластины 6. На торце опорной поверхности внутренней обоймы 2 выполнены чередующиеся концентрично расположенные выступы 7, представляющие в радиальном сечении форму полукруга и сопрягаемые между собой плоскими опорными поверхностями 8. Выбор необходимого количества выступов определяется, исходя из необходимого усилия деформации заготовки и допустимого предела прочности пластины, определяемого формулой
Рдеф. D Si Одоп
где Рдеф, - необходимое усилие деформации заготовки;
одопЗ допустимый предел прочности упругого элемента;
2 Si-сумма площадей проекции
выступов на упругий элемент.
На фиг. 2 показан вариант выполнения штампа, в котором внутренняя обойма 2 выполнена сборной со сменной опорной поверхностью в виде пластины 9, выполненной в виде концентрично расположенных чередующихся выступов и впадин, имеющих в радиальном сечении синусоидальную форму.
Ё
О
-N
00
о
hO ON
На фиг. 3 показан вариант выполнения штампа, в которо м сменная опорная поверхность R виде пластины 9 расположена на дне наружной обойиы 3,
Штамп работает следующим образом,
В начальный момент усилие через пуансон, деформируемую заготовку и рабочую вставку 1 перемеа ает внутренюю обойму 2 D направлении удара. При этом выступы 7 внедряются в упругую пластину 6, сопротивление перемещению внутренней обоймы 2 возрастает и при достижении усилия сопротивления упругого элемента, равного усилию деформации, происходит формоизменение (деформация) заготовки,
При ходе пуансона вверх происходит снятие нагрузки и детали штампа возвращаются в исходное положение.
Для упрощений изготовления быстроизнашиваемой внутренней обоймы 2 с рабочей вставкой 1 применяется сменная опорная поверхность в виде пластины 9, которая остается неизменной при замене внутренней обоймы. Для облегчения замены изношенного упругого элемента 6 смен- нач опорная поверхность в виде пластины 9 устанавливается на дно наружной обоймы 3.
Штамп по п. 1 формулы целесообразно использовать в конструкции штампов, рабочая вставка в которых выполнена из инстру- ментальных и быстрорежущих марок сталей, как менее чувствительных к ударным нагрузкам.
Для штампов, рабочая вставка которых выполнена из твердых сплавов типа ВК-6, ВК-8 и особенно чувствительных к динамическим нагрузкам, целесообразно использовать штамп по п. 2 формулы, опорная поверхность которого выполнена в виде чередующихся концентрично расположенных выступов и впадин, имеющих в радиальном сечении синусоидальную форму.
Применение синусоидальной опорной поверхности, увеличивая незначительно трудоемкость изготовления штампа, позволяет значительно увеличить срок службы твердосплавных рабочих вставок путем исключения плоской опорной поверхности, а следовательно, и удара при работе.
Формула изобретения
1.Штамп напряженной конструкции, содержащий наружную обойму с дном и
внутреннюю обойму с запрессованной в нее рабочей вставкой, связанные между собой регулировочными стяжками, а также узел гашения динамических нагрузок, размещенный между донными частями указанных обойм и выполненный в виде упругой пластины и установленных с возможностью взаимодействия с ней профилированных элементов с рабочей поверхностью в виде
чередующихся полукруглых выступов и сопряженных с ними впадин, расположенных концентрично по замкнутому контуру, отличающийся тем, что, с целью снижения трудоемкости изготовления штампа и повышения долговечности его в работе, упругая пластина узла гашения динамических нагрузок размещена на дне наружной обоймы, а профилированные элементы расположены со стороны ответной поверхности донной
части внутренней обоймы.
2.Штамп поп, 1,отличающийся тем, что внутренняя обойма выполнена сборной со сменной донной поверхностью в виде пластины, при этом профилированные элементы расположены на пластине.
3.Штамп по пп. 1 и2,отличающий- с я тем, что впадины выполнены с плоской поверхностью.
4. Штамп по пп. 1 м2,отличающий- с я тем, что впадины выполнены с вогнутой поверхностью, при этом выступы и впадины в плоскости, параллельной вертикальной оси штампа, сопряжены по синусоидальной кривой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп напряженной конструкции | 1986 |
|
SU1342576A1 |
| Штамп напряженной конструкции | 1983 |
|
SU1159711A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Устройство для изготовления полых шаров | 1981 |
|
SU1005999A1 |
| Способ изготовления топоров | 1982 |
|
SU1080908A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1138265A2 |
| Штамп для торцовой гибки деталей из листовых заготовок | 1986 |
|
SU1444042A1 |
| Штамп Клещева Н.А.для радиального выдавливания зубчатых деталей | 1986 |
|
SU1397143A1 |
| Штамп для резки пруткового материала | 1980 |
|
SU912406A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам напряженной конструкции для объемной штамповки. Цель изобретения - снижение трудоемкости изготовления и повышение стойкости штампа. Штамп напряженной конструкции содержит наружную обойму с упругой пластиной узла гашения динамических нагрузок и внутреннюю обойму с профилированной опорной поверхностью, а также регулировочные крепежные элементы, соединяющие обоймы, В процессе работы штампа внутренняя обойма внедряется профилированной опорной поверхностью в упругую пластину, в результате происходит гашение динамических нагрузок, 3 з. п. ф- лы, 3 ил.
////Л
///////.
| Штамп напряженной конструкции | 1986 |
|
SU1342576A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
