Изобретение относится к теплотехнике и может быть использовано в функциональных системах автомобилей, тракторов и других теплообменных устройствах.
Цель изобретения - повышение надеж- ности радиатора.
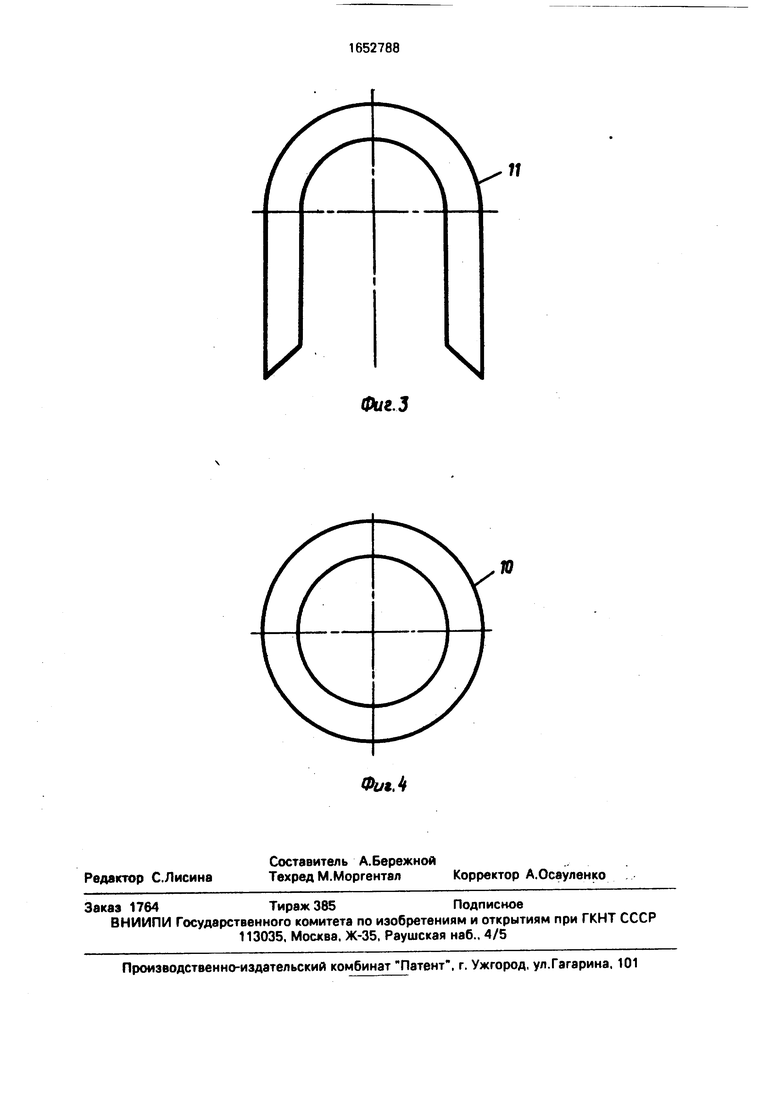
На фиг.1 схематически изображен радиатор; на фиг.2 - схема крепления радиаторной трубки в отверстиях коллекторных плит; на фиг.З - заготовка пластмассового фикса- тора; на фиг.4 - пластмассовый фиксатор.
.Радиатор, при сборке которого осуществляется предлагаемый способ, содержит коллекторы 1 и 2, коллекторные плиты 3, жестко скрепленные между собой с помощью боковых стоек 4, теплообменные трубки 5, снабженные оребрением б, и примыкающие к нему упорами 7 промежуточные пластины 8, резиновые уплотняющие втулки 9 и пластмассовые фиксаторы 10, сформованные из заготовок 11. Между упорами 7 и смежными с ними резиновыми втулками 9 могут быть размещены дополнительные упорные пластины 12.
Способ осуществляют следующим об- разом.
Перед сборкой радиатора коллекторные плиты 3 жестко скрепляют между собой, например, с помощью боковых стоек 4, а на трубках 5 выполняют упоры 7. На кон- цах трубок 5устанавливают промежуточные пластины 8 и резиновые втулки 9. В процессе сборки промежуточную пластину 8 каждой трубки 5 и смежный с ней упор 7 раздвигают, перемещая в стороны коллекторов 1 и 2 и сдавливая резиновые втулки 9, Между раздвинутыми пластиной 8 и смежным с ней упором 7 устанавливают заготовку 11 пластмассового фиксатора 10, выполненную в ви-
де развернутой с одной стороны трубки, разогревают ее, формуют фиксатор 10 и охлаждают. Пластмассовый фиксатор 10 после формования сваривают в месте соединения развернутых частей.
Операции по раздвижению пластины 8 и смежного с ней упора 7, разогреву заготовки 11 и формованию фиксатора 10 можно выпол- нять одними комбинированными клещами.
Повышение надежности радиатора достигается благодаря улучшению герметичности соединения трубок 5 с коллекторными плитами 3. Кроме того, указанный способ упрощает процессы сборки и ремонта радиатора.
Формула изобретения
1.Способ крепления сребренных радиаторных трубок в отверстиях коллекторных плит путем предварительной установки на их концах промежуточных пластин и резиновых уплотняющих втулок с последующим сжатием последних, отличающийся тем, что, с целью повышения надежности радиатора, предварительно, перед сборкой последнего, коллекторные плиты жестко скрепляют между собой, на трубках выполняют упоры, примыкающие к оребрению, а в процессе сборки промежуточную пластину и смежный с ней упор перемещают в стороны коллекторов, сдавливая резиновые втулки, а между ними устанавливают заготовку пластмассового фиксатора, выполненную в виде развернутой с одной стороны трубки, разогревают ее, формуют фиксатор и охлаждают.
2.Способ по п.1,отличающийся тем. что пластмассовый фиксатор после формования сваривают в месте соединения развернутых частей.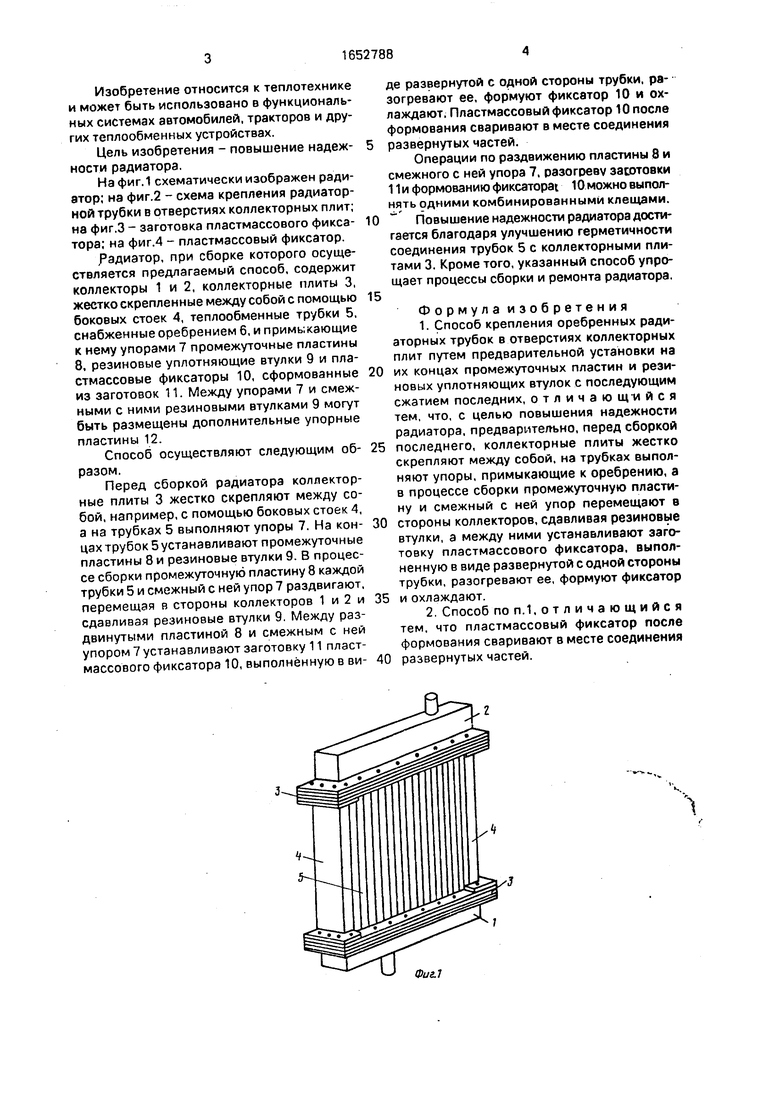
| название | год | авторы | номер документа |
|---|---|---|---|
| Секция радиатора | 1989 |
|
SU1746195A2 |
| Устройство для сборки секций ребристых радиаторов | 1979 |
|
SU939925A2 |
| РАДИАТОР АВТОМОБИЛЯ | 1993 |
|
RU2054612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 2007 |
|
RU2448797C2 |
| ЗАГОТОВКА РАДИАТОРНОЙ СЕКЦИИ ТРУБЧАТО-ПЛАСТИНЧАТОГО РАДИАТОРА, РАДИАТОРНЫЙ БЛОК, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОЙ ЗАГОТОВКИ, И РАДИАТОР, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОГО БЛОКА | 2012 |
|
RU2536037C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАДИАТОРНЫХ ПЛАСТИН И СБОРКИ РАДИАТОРОВ | 1970 |
|
SU281400A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| Способ соединения трубок сердцевины с опорными пластинами радиатора | 1953 |
|
SU99597A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
Изобретение относится к теплотехнике и может быть использовано в функциональных системах автомобилей, тракторов и других теплообменник устройств. Целью изобретения является повышение надежности радиатора. Перед сборкой радиатора коллекторные плиты 3 жестко скрепляют между собой, а на трубках 5 выполняют упоры 7. На концах трубок 5 устанавливают промежуточные пластины 8 и резиновые втулки 9. В процессе сборки промежуточную пластину 8 каждой трубки 5 и смежный с ней упор 7 раздвигают, перемещая в стороны коллекторов и сдавливая резиновые втулки 9. Между раздвинутыми пластиной 8 и смежным с ней упором 7 устанавливают заготовку пластмассового фиксатора 10, выполненную в виде развернутой с одной стороны трубки, разогревают ее. формуют фиксатор 10 и охлаждают. Фиксатор 10 после формования сваривают в месте соединения развернутых частей. Повышение надежности радиатора достигается благодаря улучшению герметичности соединения трубок 5 с коллекторными плитами 3.1 з.п. ф-лы, 4 ил. г Ё а ел ю vi оо оо Фиг. 2 s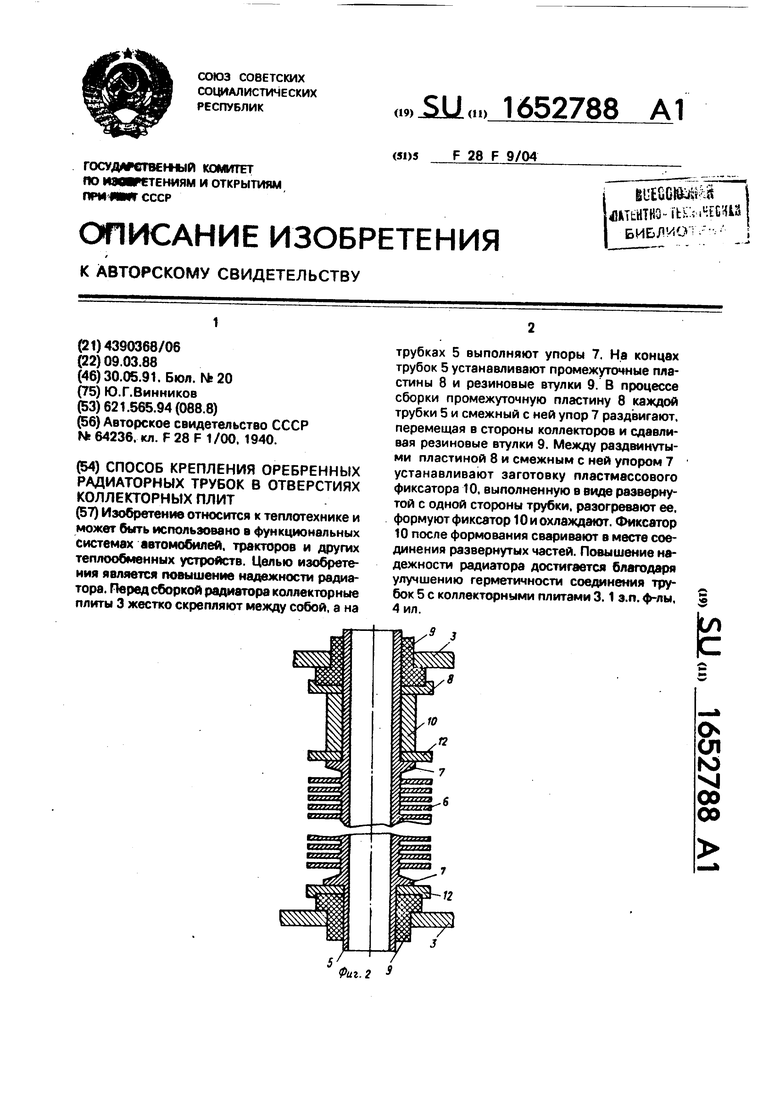
ФигЛ
Фиг.З
| Трубчатый радиатор для автотракторных двигателей | 1940 |
|
SU64236A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ изготовления алюминиевого экрана для кинематографа | 1925 |
|
SU1940A1 |
