Изобретение относится к области механической обработки и может быть использовано для обработки сопрягаемых поверхностей деталей.
Цель изобретения - получение поверхностей сопрягаемых деталей типа элементов клинового крепления штампов, обеспечивающих надежное соединение последних, путем получения микрошероховэ- тостей нужного направления.
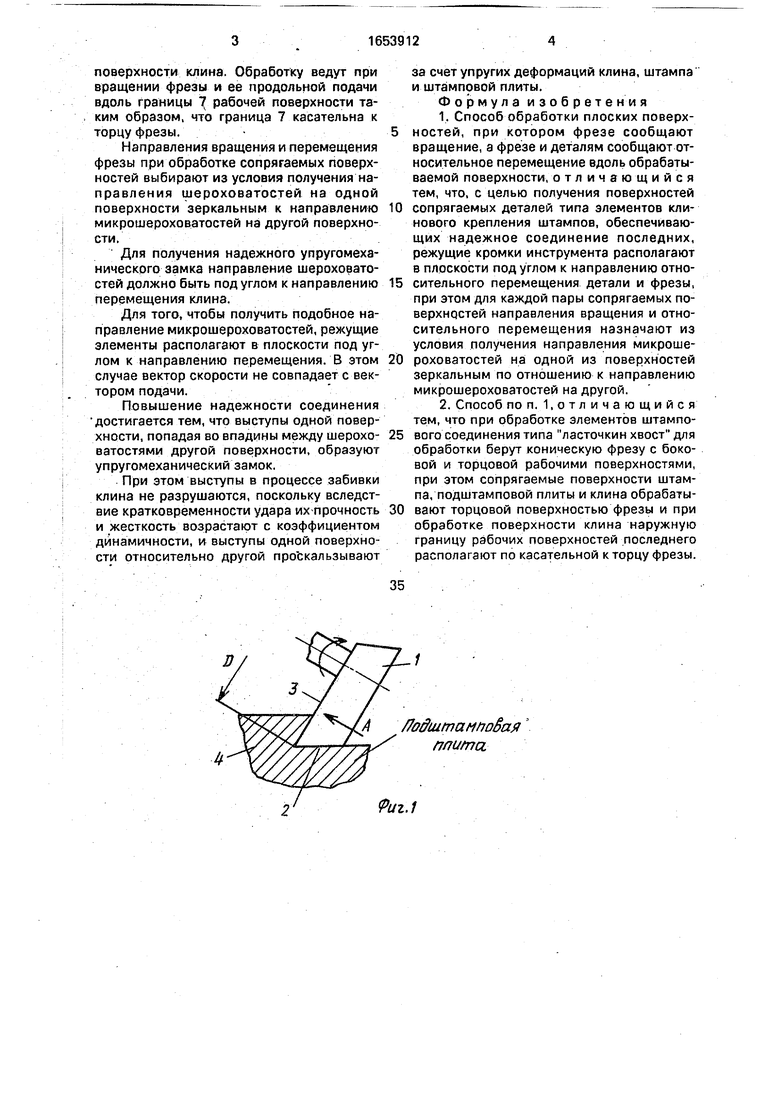
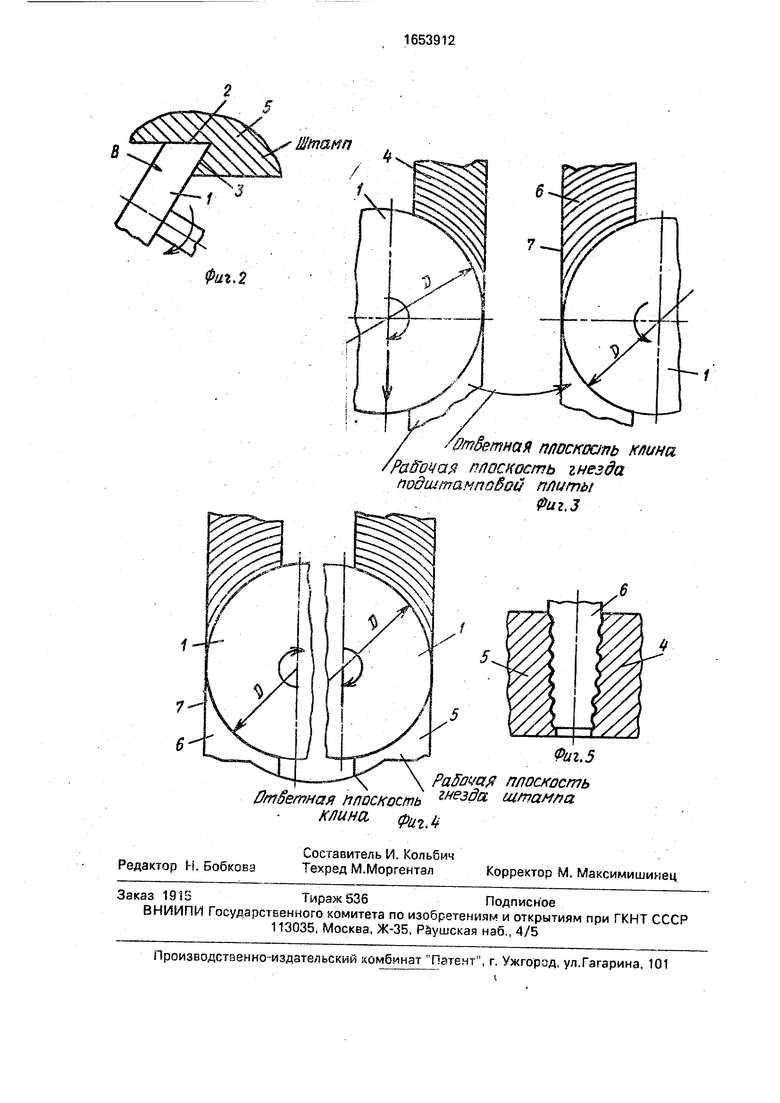
На фиг 1 представлена схема обработки подштамповой плиты; на фиг, 2 - схема обработки штампа; на фиг. 3 - схема обработки сопрягаемых поверхностей подштамповой плиты и клина; на фиг. 4 - схема обработки сопрягаемых поверхностей штампа и клина; на фиг. 5 - схема упругомеханического замка, получаемого реализацией предлагаемого способа обработки.
Осуществление способа показано на примере обработки элементов соединения типа ласточкин хвост.
Обработку ведут конической фрезой 1, имеющей боковую 2 и торцовую 3 рабочие поверхности. Фрезу устанавливают конической поверхностью 2 на горизонтальную плоскость паза подштамповой плиты 4, а торцовой поверхностью - к наклонной плоскости паза. Фрезе сообщают вращение и перемещение вдоль паза плиты 4.
При обработке штампа 5 (фиг. 2) фрезу 1 устанавливают рабочей поверхностью 2 к горизонтальной плоскости паза штампа 5, а торцовой поверхностью 3 - к наклонной плоскости паза. Обработку ведут вращением фрезы и перемещением вдоль паза.
При обработке клина 6 фрезу 1 устанавливают торцовой рабочей поверхностью 3 к
О
сл
(л)
Ю
Ю
поверхности клина. Обработку ведут при вращении фрезы и ее продольной подачи вдоль границы 7 рабочей поверхности таким образом, что граница 7 касательна к торцу фрезы.
Направления вращения и перемещения фрезы при обработке сопрягаемых поверхностей выбирают из условия получения направления шероховатостей на одной поверхности зеркальным к направлению микрошероховатостей на другой поверхности.
Для получения надежного упругомеха- нического замка направление шероховатостей должно быть под углом к направлению перемещения клина.
Для того, чтобы получить подобное направление микрошероховатостей, режущие элементы располагают в плоскости под углом к направлению перемещения. В этом случае вектор скорости не совпадает с вектором подачи.
Повышение надежности соединения достигается тем, что выступы одной поверхности, попадая во впадины между шероховатостями другой поверхности, образуют упругомеханический замок.
При этом выступы в процессе забивки клина не разрушаются, поскольку вследствие кратковременности удара их прочность и жесткость возрастают с коэффициентом динамичности, и выступы одной поверхности относительно другой проскальзывают
за счет упругих деформаций клина, штампа и штамповой плиты.
Формула изобретения
1.Способ обработки плоских поверх- ностей, при котором фрезе сообщают
вращение, а фрезе и деталям сообщают относительное перемещение вдоль обрабатываемой поверхности, отличающийся тем, что, с целью получения поверхностей
сопрягаемых деталей типа элементов клинового крепления штампов, обеспечивающих надежное соединение последних, режущие кромки инструмента располагают в плоскости под углом к направлению относительного перемещения детали и фрезы, при этом для каждой пары сопрягаемых поверхностей направления вращения и относительного перемещения назначают из условия получения направления микрошероховатостей на одной из поверхностей зеркальным по отношению к направлению микрошероховатостей на другой.
2.Способ по п. 1,отличающийся тем, что при обработке элементов штампового соединения типа ласточкин хвост для обработки берут коническую фрезу с боковой и торцовой рабочими поверхностями, при этом сопрягаемые поверхности штампа, подштамповой плиты и клина обрабатывают торцовой поверхностью фрезы и при обработке поверхности клина наружную границу рабочих поверхностей последнего располагают по касательной к торцу фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для замены штампов на прессах | 1986 |
|
SU1382574A1 |
| Автоматизированный модуль смены штамповой оснастки | 1988 |
|
SU1581459A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1983 |
|
SU1207576A1 |
| Устройство для крепления штампов | 1983 |
|
SU1109233A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| Устройство для крепления штампа | 1985 |
|
SU1214284A1 |
| Многопозиционный пресс с нижним приводом | 1985 |
|
SU1400891A1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ ШТАМПА НА ПРЕССЕ | 2000 |
|
RU2194592C2 |
Изобретение относится к механической обработке и может быть использовано для обработки сопрягаемых поверхностей деталей. Цель изобретения - получение поверхностей сопрягаемых деталей типа элементов клинового крепления штампов, ,:/ обеспечивающих надежное соединение последних. Обработку плоских поверхностей сопрягаемых деталей ведут при вращении Фрезы и перемещении последней относительно обрабатываемой поверхности. Для надежного соединения сопрягаемых поверхностей на них формируют микрошероховатости, направление которых должно быть под углом к направлению перемещения клина. Для этого режущие элементы располагают в плоскости под углом к направлению относительного перемещения фрезы и детали. В таком случае вектор скорости не совпадает с вектором подачи. При обработке сопрягаемых деталей направление вращения и перемещения фрезы и детали выбирают из условия получения направления на одной из деталей зеркальным относительно направления на другой. 1 з п. ф-лы, 5 ил. сл С
у7 Яодштампобая S плита
Puz.f
fl/танп
Фиг,2
Фиг. 5
Рабочая плоскость Ответная плоскость гнезда штанла клина (pU2i
ЯтВетная плоскость клина
Райочая ппосность гнезда подштампобой пииты Риг.З
| Соколовский А | |||
| П | |||
| Курс технологии машиностроения | |||
| - М.: Машгиз, 1949, с | |||
| Дровопильное устройство | 1921 |
|
SU302A1 |
