нагрев рулона от температуры на 10-20°С выше температуры начала дистилляции смазки до температуры на 10-20°С выше температуры конца дистилляции смазки проводят со скоростью равной:
(Та..- T)-VcwdAf hep V
где Т, - температура на 10-20°С выпе температуры начала дистилляции смазки, °С; Т.Ј - температура на 10-20°С
выше температуры конца ди- стилляции смазки, °С; VCM - скорость дистилляции смазки, г/мин;
Р - масса рулона, г; ЬЈм - удельная масса смазки на
поверхности фольги,г/см ; h p - толщина фольги, см; К - коэффициент плотности намотки по отношению к компактному алюминию, рав- ный 0,87-0,90, о а нагрев до температуры на 10-20 С выше температуры рекристаллизации проводят со скоростью 1,1-2,5 С/мин.
Нагрев рулона от 20°С до темпера- туры на 10-20°С выше температуры начала дистилляции смазки проводят со скоростью 0,9-2,5°С/мин.
Намотка рулона фольги с плотностью 2,35-2,45 г/см обеспечивает наличие достаточного зазора между витками для выхода паров смазки. Интервал плотности намотки определяется толщиной фольги и для фольги толщиной до 0,009 мм целесообразна плотность намотки 2,35-2,40 г/см3, для фольги большей толщины (до 0,014 мм) 2,40-2,45 г/см3.
Уменьшение плотности намотки менее 2,35 г/смэ вызывает опасность сдвига витков вследствие слабой намотки, что приводит к браку по сдвигу витков и снижению выхода годного, а увеличение плотности намотки более 2,45 г/см3 уменьшает зазор между вит ками и затрудняет выход паров смазки, что приводит к коксованию смазки, ухудшению качества поверхности фольги, снижению выхода годного.
Нагрев рулона от комнатной темпер туры (20 С) до температуры на 10 - выше температуры начла дистилляции смазки, проводимый со скорость нагревают 0,9-2,5°С/мин, обеспечива
0
5
0
5
0
5 до
50
ет равномерный прогрев рулона фольги до температуры начала интенсивного испарения технологической смазки.
Слоистая структура рулона фольги с прослойками1 газа между витками замедляет нагрев рулона. Чем больше масса рулона, тем больше в нем газовых прослоек, снижающих скорость нагрева рулона, аналогично на скорость нагрева рулона влияет и уменьшение толщины фольги.
Скорость нагрева 0,9-1,5 С/мин применяется при нагреве рулонов массой 200-300 кг, а для рулонов массой 100-200 кг применяют скорость нагрева 1,,5°С/мин. Уменьшение скорости нагрева менее 0,9 С/мин не улучшает условия прогрева рулона фольги, сникая в то же время производительность процесса. Повышение скорости нагрева более 2,5°С/мин приводит к неравномерному прогреву рулона, температура по объему рулона не успевает выравниваться, что в дальнейшем за счет неравномерного удаления смазки по длине ленты фольги вызывает пригары и снижает выход годного.
Нагрев до температуры, превышающей температуру начала дистилляции смазки менее чем на 10°С, не обеспечивает гарантированного равномерного прогрева всего объема рулона, что в дальнейшем ухудшает условия дистилляции смазки. Нагрев до температуры, превышающей температуру начала дистилляции смазки более;чем на 20 С, приводит к неконтролируемому удалению смазки, что в дальнейшем вызывает коксование неудаленной смазки на поверхности фольги и снижение выхода годного.
Нагрев рулона от температуры на 45 10-20°С выше температуры начала дистилляции смазки до температуры на 10-20°С выпе температуры конца дистилляции смазки с расчетной скоростью нагрева рулона в этом температурном интервале обеспечивает полное удаление технологической смазки с поверхности фольги в рулонах различной массы.
Предлагаемая формула для определения скорости нагрева рулона V2, полученная экспериментальным путем, учитывает основные характеристики применяемой технологической смазки, количество ее на поверхности фольдистилляции10°С, ухудшает
ги, скорость дистилляции смазки, основные параметры рулона (масса, тощина фольги в рулоне, плотность намотки), что позволяет управлять процессом удаления смазки с учетом типа применяемой смазки, массы рулона, тощины фольги.
Температуры Т, и Т зависят от интервала дистилляции применяемых смазок.
При повышении скорости нагрева рулона выйе расчетной смазка с поверхности фольги не успеет удалиться и может закоксоваться на ее поверхно- сти в виде темных пятен, что снижает выход годного и делает такую фольгу непригодной для последующего кэширования (склеивания с -бумагой), так как следы смазки ухудшают адге- зионные свойства фольги при склеивании с бумагой. Снижение скорости нагрева рулона ниже расчетной увеличивает время нагрела рулонов и снижает производительность процесса, не улучтая условия удаления смазки.
Нагрев рулона до температуры, превышающей температуру конца дистилляции смазки более чем на 20 С, не улучшает условия удаления смазки и неоправданно снижает производительность процесса о Нагрев до температуры, превышающей температуру конца смазки менее чем на
условия и равномер- ность удаления смазки по длине ленты, особено из внутренних витков рулона, что снижает выход годного при дальнейшем кэшировании фольги за сче непроклеев.
Для сохранения механических свойств фольги и производительности предлагаемого способа дальнейший нагрев до температуры на 10-20°С выше температуры рекристаллизации фоль ги проводят со скоростью 1,1-2,5°С/ /мин при изотермической выдержке в течение 30-60 мин.
Температура рекристаллизации изменяется в зависимости от степени де- формации фольги, т.е. ее толщины и для фольги толщиной 0,009-0,014 мм находится в интервале 320-340°С„ При указанной температуре процесс рекристаллизации алюминиевой фольги завершается в течение 30-60 мин.
Нагрев рулона до температуры, превышаюпей температуру р екристалQ
лизации менее чем на 10 С, не обе5
5 0
0
5 0
5
0 5
спечивает равномерного прохождения процесса рекристаллизации по всему объему рулона, что за счет неравномерности механических свойств по длине фольги в рулоне вызывает коробление, непроклеи при кэшировании и соответственно снижает выход годного .
Нагрев рулона до температуры,превышающей температуру рекристаллизации более чем на 20°С снижает прочностные свойства фольги, что приводит к высокой обрывности фольги при ее последующем кэшировании.
Скорость нагрева рулона фольги ограничена вследствие слоистой структуры рулона. С увеличением пассы рулона скорость нагрева снижается, аналогично влияет и уменьшение толщины фольги.
Скорость нагрева рулонов 1,1 - 1,5 С/мин применяется при нагреве рулонов массой 200-300 кг, а для рулонов массой 100-200 кг применяется скорость нагрева 1,5-2,5°С/мин, что обеспечивает равномерный прогрев рулона.
Снижение скорости нагрева менее 1,1°С/мин не улучшает качество фольги, но одновременно снижает производительность процесса. Нагрев рулона со скоростью более 2,5 С/мин приводит к неравномерному прогреву рулоча и соответственно к снижению механических свойств и выхода годного.
Способ осуществляется следующим образом.
Рулоны фольги толщиной 0,009 - 0,014 мм, шириной до 1500 мм после прокатки с применением смазки Укри- нол-202 или подобной ей на специальных машинах подвергают резке на заданный размер. Намотку рулонов при этом проводят с плотностью 2,35 - 2,45 г/см , которая регулируется натяжением фольги при резке и контролируется путем измерения его геометрических размеров и массы.
Отжиг рулонов фольги массой 100-300 кг проводят в печах с программируемыми режимами нагрева. Количество смазки на единицу поверхности фольги определяют по разнице массы фольги со смазкой на поверхности и после ее промывки органическими растворителями. Скорость дистилляции смазки определяют экспериментально.
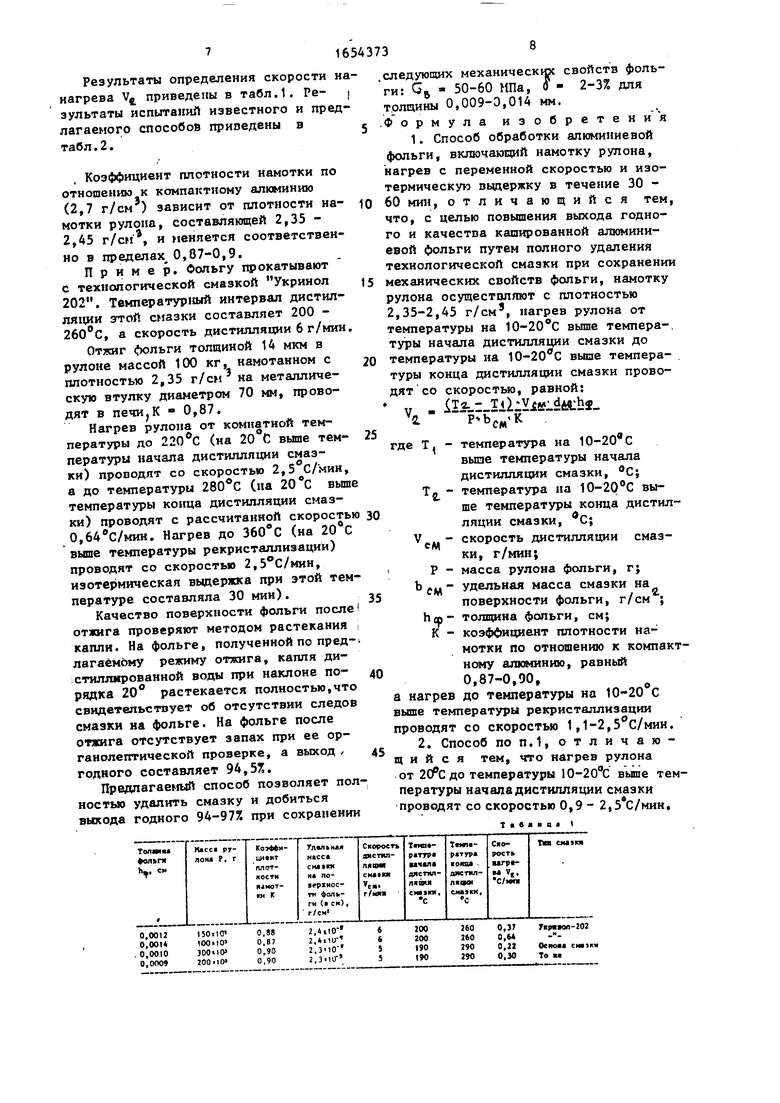
Результаты определения скорости на нагрева V4 приведены в табл.1. Ре- | зультаты испытаний известного и предлагаемого способов приведены в табл.2.
Коэффициент плотности намотки по отношению к компактному алюминию (2,7 г/см ) зависит от плотности намотки рулона, составляющей 2,35 - 2,45 г/см, и меняется соответственно в пределах 0,87-0,9.
Пример. Фольгу прокатывают с технологической смазкой Укринол 202. Температурный интервал дистилляции эгтой смазки составляет 200 - 260°С, а скорость дистилляции 6 г/мин.
Отжиг фольги толщиной 14 мкм в рулоне массой 100 кг, намотанном с плотностью 2,35 г/см3 на металлическую втулку диаметром 70 мм, проводят в 0,87.
Нагрев рулона от комнатной температуры до 220°С (на 20 С выше тем- пературы начала дистилляции смазки) проводят со скоростью 2,5 С/мин, а до температуры 280°С (на 20°С выше температуры конца дистилляции смазки) проводят с рассчитанной скоростью 0,64°С/мин. Нагрев до 360°С (на 20°С выше температуры рекристаллизации) проводят со скоростью 2,5 С/мин, изотермическая выдержка при этой температуре составляла 30 мин).
Качество поверхности фольги после I отжига проверяют методом растекания капли. На фольге, полученной по пред- лагаемому режиму отжига, капля дистиллированной воды при наклоне по- рядка 20° растекается полностью,что свидетельствует об отсутствии следов смазки на фольге. На фольге после отжига отсутствует запах при ее ор- ганолептической проверке, а выход / годного составляет 94,5%.
Предлагаемый способ позволяет полностью удалить смазку и добиться выхода годного 94-97% при сохранении
0
5 0 5
.следующих механических свойств фоль- ги: GB - 50-60 МПа, а - 2-3% для толщины 0,009-0,014 мм. .Формула изобретения
1. Способ обработки алюминиевой фольги, включающий намотку рулона, нагрев с переменной скоростью и изотермическую выдержку в течение 30 - 60 мин, отличающийся тем, что, с целью повышения выхода годного и качества копированной алюминиевой фольги путем полного удаления технологической смазки при сохранении 5 механических свойств фольги, намотку рулона осуществляют с плотностью 2,35-2,45 г/см , нагрев рулона от температуры на 10-20°С выше темпера-, туры начала дистилляции смазки до температуры на 10-20вС выше температуры конца дистилляции смазки проводят со скоростью, равной: v . il«- I IlllYitfldtt:hj
где Т. - температура на 10-20вС выпе температуры начала дистилляции смазки, °С; Т - температура на 10-20°С выше температуры конца дистилляции смазки, вС; - скорость дистилляции смазки, г/мин; Р - масса рулона фольги, г;
СМ
СМ
- удельная масса смазки на
поверхности фольги, г/см ; hep- толщина фольги, см; К - коэффициент плотности намотки по отношению к компакному алюминию, равный 0,87-0,00,
а нагрев до температуры на 10-20°С выше температуры рекристаллизации проводят со скоростью 1,1-2,5°С/мин. 2. Способ поп.1, отличающийся тем, что нагрев рулона от 20°С до температуры 10-20°C выше температуры начал а дистилляции смазки проводят со скоростью 0,9 - 2,5 С/мин.
Т в Я К Q I
ется (чис-вне запятая по-ха верхность)
То жеТо же



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ каширования алюминиевой фольги | 1990 |
|
SU1733456A1 |
| Способ каширования металлической фольги | 1990 |
|
SU1813051A3 |
| Способ производства алюминиевой фольги | 1989 |
|
SU1704868A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ В КОЛПАКОВОЙ ПЕЧИ | 2004 |
|
RU2261281C1 |
| Способ каширования алюминиевой фольги | 1988 |
|
SU1602750A1 |
| Способ термической обработки холоднокатаного листового проката | 1990 |
|
SU1698302A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2006 |
|
RU2313584C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 2012 |
|
RU2499060C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ИЗ КРЕМНИСТОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРНИСТОЙ СТРУКТУРОЙ | 1997 |
|
RU2192484C2 |
| Способ производства алюминиевой фольги | 1982 |
|
SU1079318A1 |
Изобретение относится к цветной металлургии, в частности к способу обработки фольги из алюминия, преимущественно марок А5 и Аб, толщиной 0,009-0,014 мм, предназначенной для кэширования (склеивания) с различными видами бумаги. Цель Изобретение относится к цветной металлургии, в частности к разработке способа обработки фольги из алюминия, преимущественно марок А5 и Аб, толщиной 0,009-0,014 мм, предназначенной для кэширования (склеивания) с различными видами бумаги. Цель изобретения - повышение выхода годного и качества кашированной алюминиевой фольги путем полного увеличение выхода годного и повышение качества кашированной алюминиевой фольги путем полного удаления технологической смазки при сохранении механических свойств фольги. Фольгу толщиной 0,009-0,014 мм наматывают в рулон с плотностью 2,35-2,45 г/см . Затем осуществляют нагрев рулона от комнатной температуры до температуры на 10-20°С выпе температуры начала дистилляции смазки со скоростью 0,9-2,5 С/мин, а до температуры на 10-20 С выпе температуры конца дистилляции сказки - с рассчитанной скоростью Vj, . Далее проводят нагрев до температуры на 10-20 С выпе температуры рекристаллизации со скоростью 1,1-2,50С/мин. Изотермическая выдержка при этой температуре составляет 30-60 мин. Способ позволяет полностью удалить смазку, получить выход годного 94-97% при следующих механических свойствах: Ga 50 - 60 МПа, О 2-3% для толщины фольги 0,009-0,014 мм. 2 табл. S (Л удаления технологической смазки при сохранении механических свойств фольги. Поставленная цель достигается согласно способу обработки алюминиевой фольги, включающему намотку рулона, нагрев с переменной скоростью и изотермическую выдержку в течение 30 - 60 мин, в котором намотку рулона осуществляют с плотностью 2,35-2,45 г/си , ОЬ Сл -U 00 xl со
o±omo Тоо мо
200-10
Примечание. Примеры 1, 2, 5 и 6 - смазка Укринол -202; примеры j и 4 - основа смазки.
,55 ,60
200 200
2,5 1,7
Известный способ 300 1,0 330
300
0,83
340
375 375
0,83 0,4
30 60
65 63
| Способ производства алюминиевойфОльги для изгОТОВлЕНия дЕТАлЕйМЕТОдОМ шТАМпОВКи | 1979 |
|
SU850730A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
