Изобретение относится к литейному производству и может быть использовано при центробежной отливке труб из сплавов и сталей на центробежных машинах с горизонтальной осью вращения.
Целью изобретения является повышение качества отливаемых заготовок.
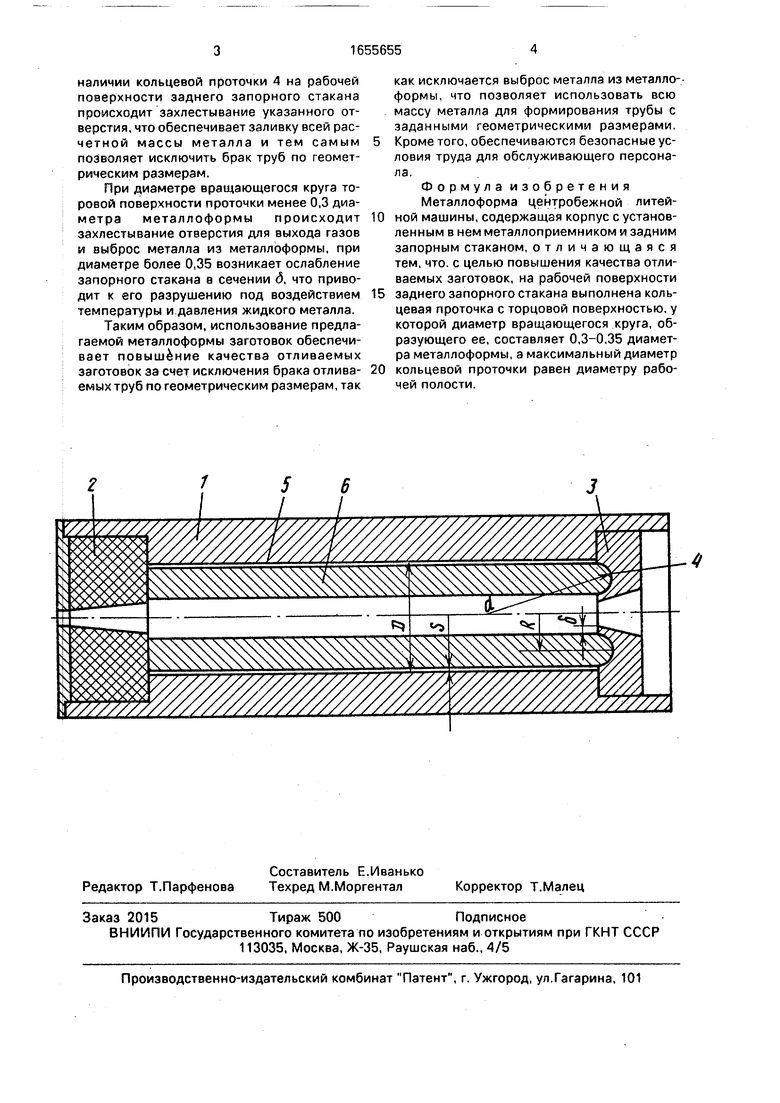
На чертеже приведена предлагаемая металлоформа, общий вид.
Металлоформа центробежной литейной машины включает корпус 1, снабженный установленными в нем металлоприемником 2 и задним запорным стаканом 3, на рабочей поверхности которого выполнена кольцевая проточка, имеющая форму торовой поверхности 4, диаметр вращающегося круга которой составляет 0,3-0,35 диаметра металлоформы.
При изготовлении проточки на рабочей поверхности запорного стакана радиус вращения центра вращающегося круга, образующего торовую поверхность, рассчитывается по следующей формуле:
-f-(s.+|-)где D - рабочий диаметр металлоформы;
Sn - толщина теплоизоляционного покрытия;
d - радиус вращающегося круга.
Работа металлоформы осуществляется следующим образом.
Перед заливкой металла на рабочую поверхность металлоформы наносится теплоизоляционное покрытие 5, устанавливаются металлоприемник 2 и задний запорный стакан 3 в проточки корпуса металлоформы и закрепляются (не показано). После выполнения этих операций металлоформа приводится во вращение и производится заливка металла.
Движение жидкого металла по мере его поступления в металлоформу происходит пс винтовой линии и при достижении металлом заднего запорного стакана 3 происходит его торможение, что приводит к захлестыванию вентиляционного отверстия для выхода газов из полости формы. При
Ё
Os
СЛ СП
о ел ел
наличии кольцевой проточки 4 на рабочей поверхности заднего запорного стакана происходит захлестывание указанного отверстия, что обеспечивает заливку всей расчетной массы металла и тем самым позволяет исключить брак труб по геометрическим размерам.
При диаметре вращающегося круга то- ровой поверхности проточки менее 0,3 диаметра металлоформы происходит захлестывание отверстия для выхода газов и выброс металла из металлоформы, при диаметре более 0,35 возникает ослабление запорного стакана в сечении б, что приводит к его разрушению под воздействием температуры и давления жидкого металла.
Таким образом, использование предлагаемой металлоформы заготовок обеспечивает повышение качества отливаемых заготовок за счет исключения брака отлива- емых труб по геометрическим размерам, так
как исключается выброс металла из металлоформы, что позволяет использовать всю массу металла для формирования трубы с заданными геометрическими размерами. Кроме того, обеспечиваются безопасные условия труда для обслуживающего персонала.
Формула изобретения Металлоформа центробежной литейной машины, содержащая корпус с установленным в нем металлоприемником и задним запорным стаканом, отличающаяся тем, что. с целью повышения качества отливаемых заготовок, на рабочей поверхности заднего запорного стакана выполнена кольцевая проточка с торцовой поверхностью, у которой диаметр вращающегося круга, образующего ее, составляет 0,3-0,35 диаметра металлоформы, а максимальный диаметр кольцевой проточки равен диаметру рабочей полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлоформа для центробежной литейной машины | 1987 |
|
SU1468647A1 |
| Способ центробежного литья чугунных труб | 1978 |
|
SU789226A1 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2765561C1 |
| Устройство для центробежного литья труб | 1981 |
|
SU996083A1 |
| Желоб для центробежной труболитейной машины | 1974 |
|
SU463508A1 |
| Способ центробежного литья биметаллических труб | 1980 |
|
SU899252A1 |
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU768545A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ДЛИННОМЕРНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ТРУБ | 2009 |
|
RU2388575C1 |
| Способ центробежного литья прокатных валков с шейками | 1986 |
|
SU1364391A2 |
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
Изобретение относится к области литейного производства и может быть использовано при центробежной отливке труб на центробежных литейных машинах с горизонтальной осью вращения. Цель изобретения - повышение качества заготовок - достигается тем, что на рабочей поверхности заднего запорного стакана выполняется кольцевая проточка, которая позволяет исключить захлестывание вентиляционного отверстия жидким металлом во время его заливки и исключить за счет этого 5рак по геометрическим размерам. 1 ил.
| Юдин С.Б | |||
| и др | |||
| Центробежное литье | |||
| М.: Машиностроение, 1972, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
