Фиг.1
Изобретение относится к конвейерному транспорту, а именно к соединению концов конвейерных лент методом холодной вулканизации.
Цель/изобретения - повышение прочности путем снятия концентрации напряжений.
Нафиг.1 изображена лента, поперечное сечение; на фиг.2 - то же, общий вид.
Стыковое соединение содержит концы 1 и 2 ленты, на которых выполнены кромки 3, имеющие нижнее основание 4 со стороны рабочей поверхности ленты и верхнее основание 5. На кромке 3 каждого конца ленты выполнен глухой поперечный надрез 6, а от поперечного надреза б к верхнему основанию 5 выполнены глухие продольные надрезы 7. Каждый конец ленты содержит прокладки 8 и наружные рабочие обкладки 9, Разделанные концы 1 и 2 ленты промазываются клеем, просушиваются, накладываются друг на друга и простукиваются по стыку. Глухой поперечный надрез 6 на кромке 3 каждого конца ленты выполнен на всю ширину ленты на расстоянии от нижнего основания 4, равном от 2 до 3 толщин обкладки 9, а длина каждого глухого продольного надреза 7 выполнена равной расстоянию 0,9 - 0,95 расстояния от поперечного надреза 6 до верхнего основания 5.
Благодаря выполнению взаимно перпендикулярных надрезов снимается кон- центрация напряжений, что повышает прочность стыкового соединения.
Формула изобретения
1. Стыковое соединение конвейерной
ленты, содержащее два конца ленты, сопрягаемые своими кромками, выполненными с нижним основанием, расположенным со стороны рабочей поверхности ленты, и верхним основанием, каждый конец ленты содержит прокладки и наружные рабочие обкладки, отличающееся тем, что, с целью повышения прочности путем снятия концентрации напряжений, на кромке каждого конца ленты выполнен глухой поперечный
надрез на всю ширину ленты на расстоянии от нижнего основания, равном 2-3 толщин обкладки, а от поперечного надреза к верхнему основанию выполнены глухие продольные надрезы.
2. Соединение поп.1.отличающеес я тем, что длина продольного надреза выполнена равной расстоянию 0,9 - 0,95 расстояния от поперечного надреза до верхнего основания.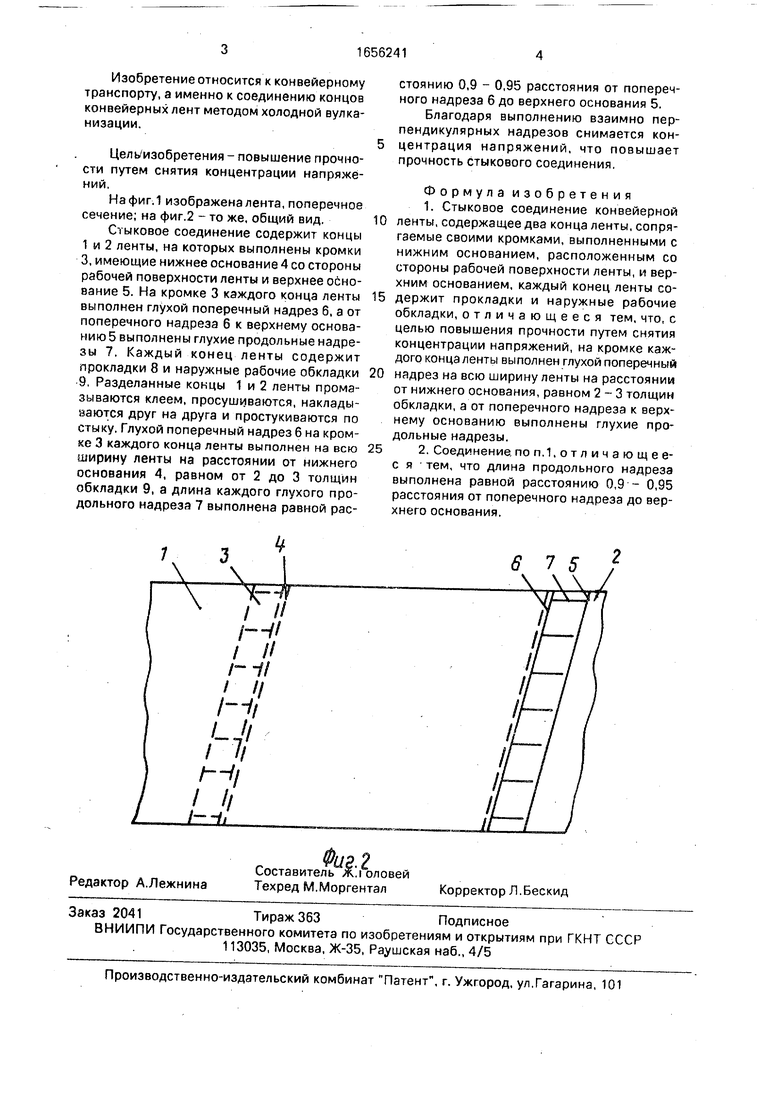
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение концов резинотросовой ленты конвейера | 1990 |
|
SU1803639A1 |
| СТЫК ТКАНЕВОЙ КОНВЕЙЕРНОЙ ЛЕНТЫ | 1992 |
|
RU2041146C1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| Устройство для разделки стыковРЕзиНОТРОСОВыХ КОНВЕйЕРНыХ лЕНТ | 1979 |
|
SU821194A1 |
| Стыковое соединение конвейерных лент | 1990 |
|
SU1810369A1 |
| Стыковое соединение конвейерной ленты | 1991 |
|
SU1831462A3 |
| ТЕХНОЛОГИЧЕСКОЕ ПОЛОТНО | 2014 |
|
RU2561156C1 |
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1085848A2 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ И КЛЕЙ ДЛЯ СКЛЕИВАНИЯ РЕЗИНЫ | 2018 |
|
RU2790320C1 |
Изобретение относится к конвейерному транспорту, а именно к соединениям концов конвейерных лент методом холодной вулканизации, Цель изобретения - повышение прочности путем снятия концентрации напряжений. На кромке 3 каждого конца ленты выполнен глухой поперечный надрез (ГПН) 6, а от ГПН 6 к верхнему основанию 5 выполнены ГПН 7. ГПН б выполнен на всю ширину ленты на расстоянии от нижнего основания 4, равном двум - трем толщинам обкладки 9, а длина каждого ГПН 7 равна 0,9 - 0,95 расстояния от ГПН 6 до верхнего основания 5, Благодаря выполнению взаимно перпендикулярных надрезов снимается концентрация напряжений, что повышает прочность стыкового соединения. 1 з.п, ф- лы, 2 ил.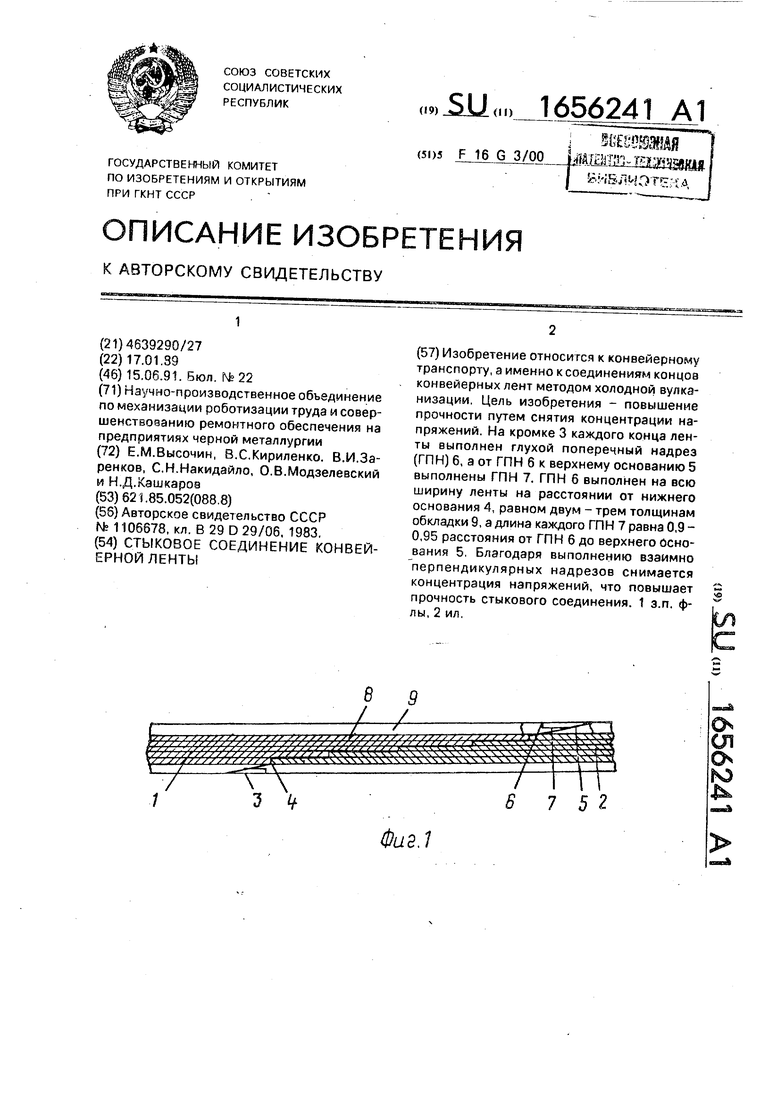
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Солесос | 1922 |
|
SU29A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
