Стенды для дуговой сварки кольцевых швов поворотных стыков труб, содержащие флюсовую подушку, выполненную в виде балки с механизмами поджатия флюса, подвижной в горизонтальной плоскости для перемещения от одного свариваемого стыка к другому, известны.
Предлагаемый стенд отличается TeMj что, с целью обеспечения сварки кольцевых швов с надежным поджатием флюса, он снабжен двумя парами толкателей для перекатывания свариваемой трубы по флюсовой подушке.
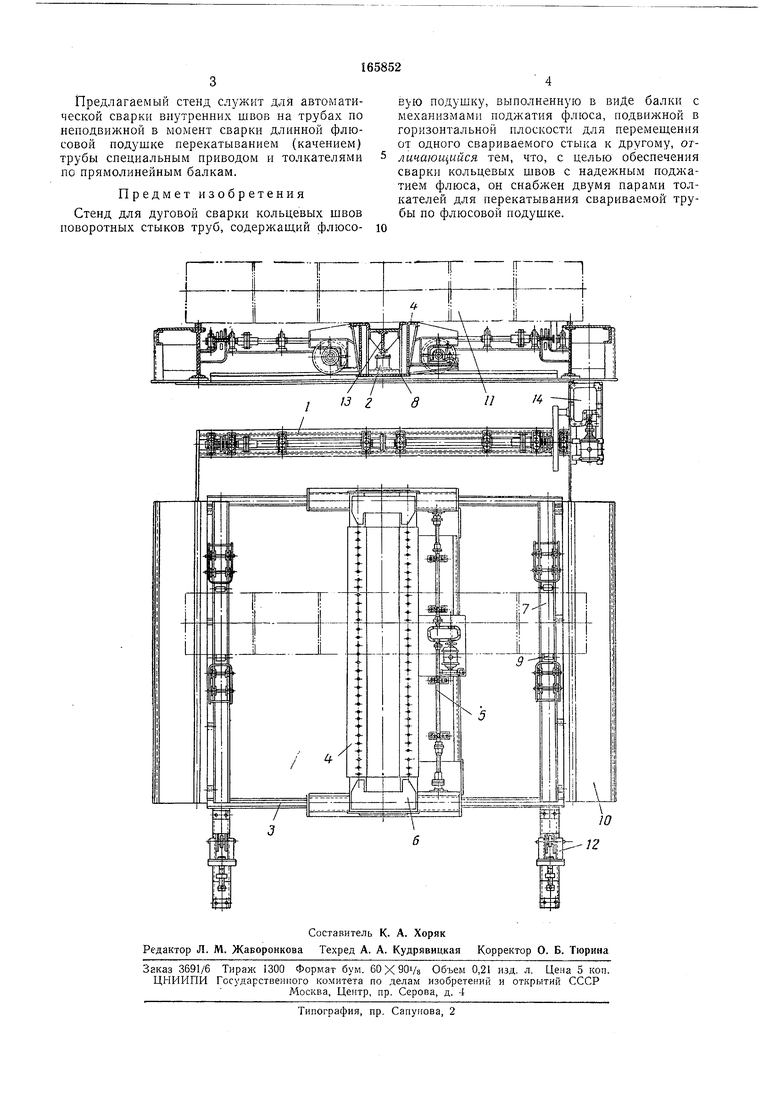
На чертеже изображен стенд для дуговой сварки кольцевых швов поворотных стыков труб, общий вид.
Стенд содержит следующие основные узлы: узел I трансмиссий качения трубы, цилиндр 2 для цодъема подвижной части флюсовой подушки с флюсом, рельсы 3 для переезда кранбалки 4, трансмиссию 5 кран-балки, концевые балки б кран-балки, направляющие 7 для толкателей, флюс 8, толкатели Я опорные балки 70 трубы У/, натяжное винтовое устройство /2 для приводных роликовых цепей, флюсовую подушку 13, имеющую подвижную часть, комбинированный червячно-цилиндрический редуктор 14 с двигателем постоянного тока для перекатывания (качения) в момент сварки.
на специальнол стенде продольных внутренних швов поступает на стенд для сварки внутренних кольцевых швов. Перед установкой трубы расстанавливаются толкатели по диаметру трубы. Так как одна пара толкателей прикреплена к цепям постоянно, другая пара отодвигается, занимая требуемое положение. Включением привода труба устанавливается на место начала сварки, включением двигателя трансмиссии кран-балки флюсовой подушки устанавливаются под кольцевой шов. В этом положении уже неподвижная флюсовая подушка, обнпмая трубу, готова для производства сварки.
С помощью цепей толкателей перекатывается труба, а автоматчик в этот момент вываривает первый внутренний шов. Закончив сварку первого шва трубы, автоматчик выпускает воздух из цилиндров, передвигает по рельсам
кран-балку под второй шов трубы, включает подачу воздуха в цилиндры. Переключив качение трубы на пульте в обратную сторону, автоматчик вываривает внутри второй шов. В такой последовательности взаимодействия
и включения узлов вывариваются все стыки трубы. Законченная труба по внутренней автоматической сварке труб снимается краном специальной траверсой и по потоку идет на стенд для автоматической сварки наружных
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ ДУГОВОЙ СВАРКИ ПРОДОЛЬНЫХ швов ТРУБ | 1964 |
|
SU165851A1 |
| Устройство для сварки продольныхшВОВ | 1978 |
|
SU795832A1 |
| Устройство для образования флюсовой подушки при сварке кольцевых швов | 1981 |
|
SU958055A1 |
| Установка для сварки листовых изделийдВОяКОВОгНуТОй КРиВизНы | 1978 |
|
SU837688A1 |
| Стенд для сборки и сварки конических днищ | 1976 |
|
SU648368A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| Установка для сварки внутренних продольных швов обечаек | 1976 |
|
SU610647A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Устройство для формирования обратной стороны шва | 1972 |
|
SU488676A1 |
