Известна машина для литья термопластов под давлением, содержащая шнековый механизм предпластикации и впрыска и поворотный стол с размещенными на нем литьевыми формами, раскрытие и смыкание которых производится с помощью гидропривода установленного на станине машины.
Производительность известной машины ограничена технологическим временем производства изделий, в частности временем впрыска и временем выдержки под давлением.
Предлагаемая многоформиая роторная литьевая машина позволяет производить изделия в процессе их транспортного перемещения. Машина отличается от известной тем, что периодически поворотный стол ее выполнен в виде непрерывно вращающегося ротора, постоянно соединенного посредством контактирующей втулки со шпекозым пластикатором, снабженным упругим компенсатором осевого перемещения шнека.
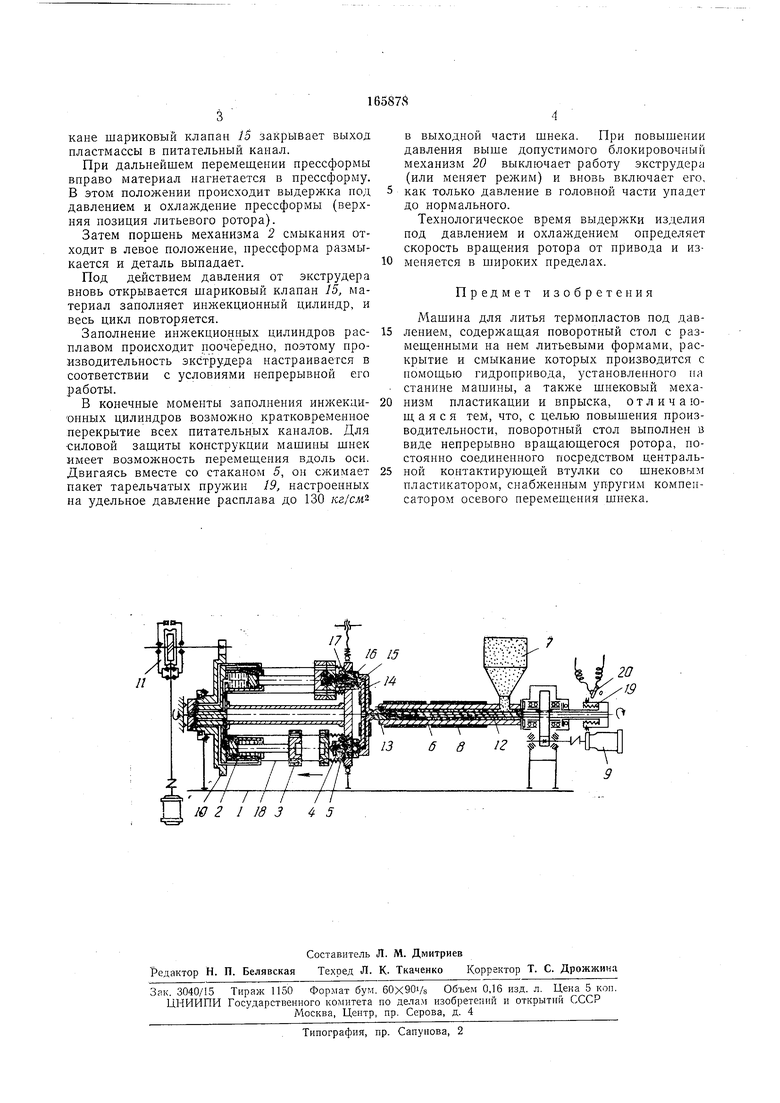
Па чертеже изображена предлагаемая машина.
Оиа содержит размещенные на общей станине 1 механизм 2 смыкания форм 3, инжекциоииый узел с плунжером 4, установленным в стакане 5, шнековый пластикатор 6 с загрузочным бункером 7, нагреватели 5 и привод Я литьевой ротор 10 и привод // ротора.
гранул загружается в бункер 7 экструдера. Пз бункера материал захватывается вращающимся шнеком 12 и затем, перемешиваясь и сжимаясь, продвигается вдоль оси внутри 5 экструдера. Материал плавится, переходит г вязкотекучее состояние и через втулку 13 поступает в питательные каналы 14 вращающегося литьевого ротора 10, а оттуда - в инжекционные цилиндры.
0 Инжекциоиные цилиндры представляют собой стаканы 5, в которых находятся инжекционные цилиндры 4, вынолненные в виде подвижных. втулок. Соединение полости стакана с питательпым каналом происходит через односторонний шариковый клапан 15. Под давлением расплава инжекционный цилиндр отходит в крайнее левое пололсение. Клапан-соило 16 в этот момент закрыт (нижняя позиция литьевого ротора).
0 Под действием гидравлического механизма 2 смыкания формы происходит перемещение обеих частей формы 3 вираво и предварительный поджим прессформы тарельчатыми пружинами 17, расположенными на иапраз5 ляющих колоннах 18, по которым перемещаются обе половины прессформы.
кане шариковый клапан 15 закрывает выход пластмассы в питательный канал.
При дальнейшем неремеш,ении прессформы вправо материал нагнетается в прессформу. В этом положении происходит выдержка нод давлением и охлаждение нрессформы (верхняя позиция литьевого ротора).
Затем поршень механизма 2 смыкания отходит в левое положение, прессформа размыкается и деталь выпадает.
Под действием давления от экструдера вновь открывается шариковый клапан 15, материал заполняет инжекционный цилиндр, и весь цикл повторяется.
Заполнение инжекционных цилиндров расплавом происходит поочередно, поэтому производительность экструдера настраивается в соответствии с условиями непрерывной его работы.
В конечные моменты заполнения инжекционных цилиндров возможно кратковременное перекрытие всех питательных каналов. Для силовой заш,иты конструкции машины шнек имеет возможность перемеш,ения вдоль оси. Двигаясь вместе со стаканом 5, он сжимает пакет тарельчатых пружин 19, настроенных на удельное давление расплава до 130 кг/сж
в выходной части шнека. При повышении давления выше допустимого блокировочный механизм 20 выключает работу экструдера (или меняет режим) и вновь включает его, как только давление в головной части упадет до нормального.
Технологическое время выдержки изделия под давлением и охлаледением определяет скорость вращения ротора от привода и изменяется в широких пределах.
Предмет изобретения
Машина для литья термопластов под давлением, содержашая поворотный стол с размещенными на нем литьевыми формами, раскрытие и смыкание которых производится с номошью гидропривода, установленного на станине машины, а также шнековый механизм пластикации и впрыска, отличающаяся тем, что, с целью повышения производительности, новоротный стол выполнен в виде непрерывно вращающегося ротора, постоянно соединенного посредством центральной контактирующей втулки со шнековым пластикатором, снабженным упругим компенсатором осевого перемещения шнека.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный термопластпресс-автомат | 1988 |
|
SU1666323A1 |
| Вертикальная литьевая машина для литья изделий из термопластов | 1977 |
|
SU695835A1 |
| ТЕРМОПЛАСТАВТОМАТ | 1966 |
|
SU181264A1 |
| Автоматическая роторно-конвейерная линия для литья под давлением деталей из термопластов | 1989 |
|
SU1687439A1 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Роторно-конвейерная машина для переработки реактопластов | 1980 |
|
SU870173A1 |
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| ЛИТЬЕВОЙ ТЕРМОПЛАСТАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1991 |
|
RU2010715C1 |
| Способ переработки термореактивных прессматериалов | 1973 |
|
SU486909A2 |
/ / / / / Ю 2 I 18 3 / / 5
