Изобретение относится к порошковой металлургии.
Целью изобретения является увеличение выхода годного.
Предложенный способ прессования изделия с отверстиями включает предварительное формование изделия с запрессованными в нем стержнями и до- прессовку в радиальном направлении. До- прессовку осуществляют нагревом стержней, выполненных из материала с термомеханической памятью формы, до температуры мартенситного превращения в материале.
Устройство для прессования изделий с отверстиями содержит матрицу, сплошной пуансон с глухими отверстиями с эластичными вставками, пуансон со сквозными отверстиями и стержни, заостренные с обоих торцов и расположенные в отверстиях пуансонов. Пуансоны снабжены также полостями с входными и выходными патрубками для подачи в них горячего агента (вода, пар, масло и т.д.)
Способ и устройство поясняются следующими примерами.
П р и м е р 1. Из порошка железа формуют изделие диаметром 14,5 мм, высотой 15 мм с запрессованными тремя стержнями диаметром 3,1.5 мм. Стержни выполнены из материала Т46Н54 с температурой мартенситного превращения 75°С (начало восстановления формы). Допрессовку осуществляют нагревом стержней до 75°С; Относительная плотность образца повышается с 0,9 до 0.94, а выход годного составляет 100 %.
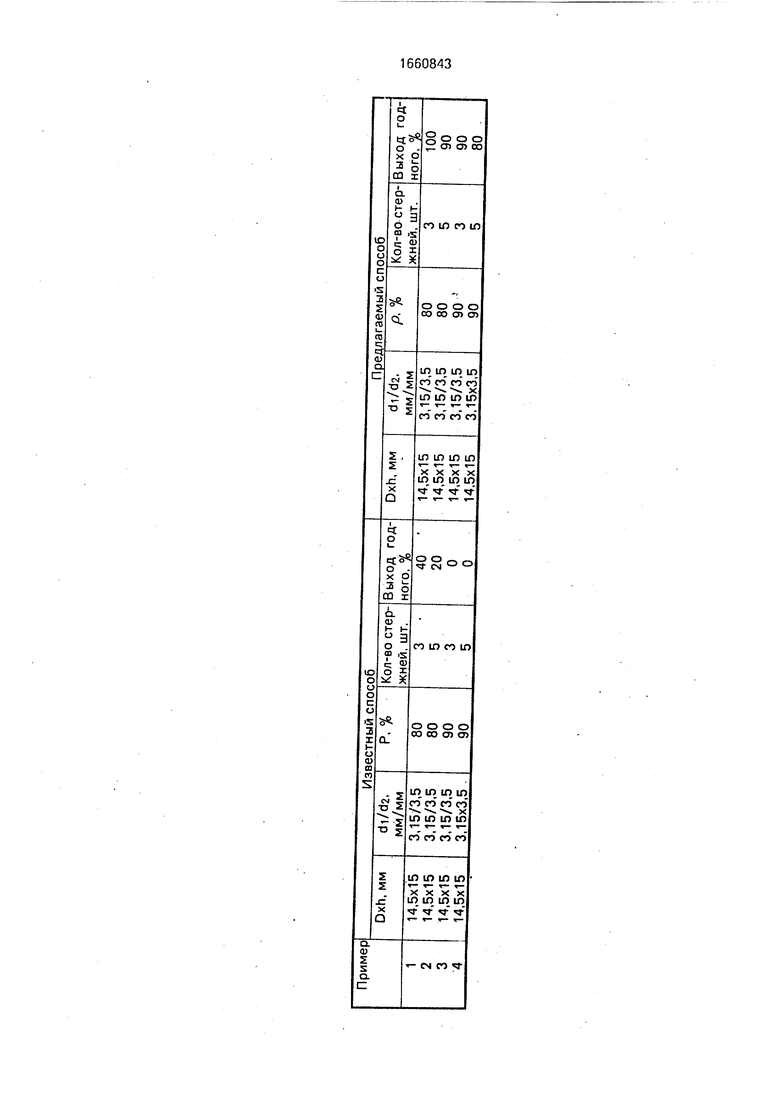
Другие примеры выполнения способа приведены в таблице.
ON О О 00 N 00
Как видно из таблицы, выход годного по известному способу при прессовании с относительной плотностью р 80% с тремя стержнями составляет 40%, а с пятью стержнями - всего 20%. При относительной плотности 90% не удается Получить прессовку в результате потери устойчивости стержней.
По предлагаемому способу выход годного при прессовании с относительной плотностью 80% составляет 100 и 90%, а при прессовании с относительной плотностью 90% выход годного для изделия с тремя стержнями равен 90%, с пятью стержнями - 80%.
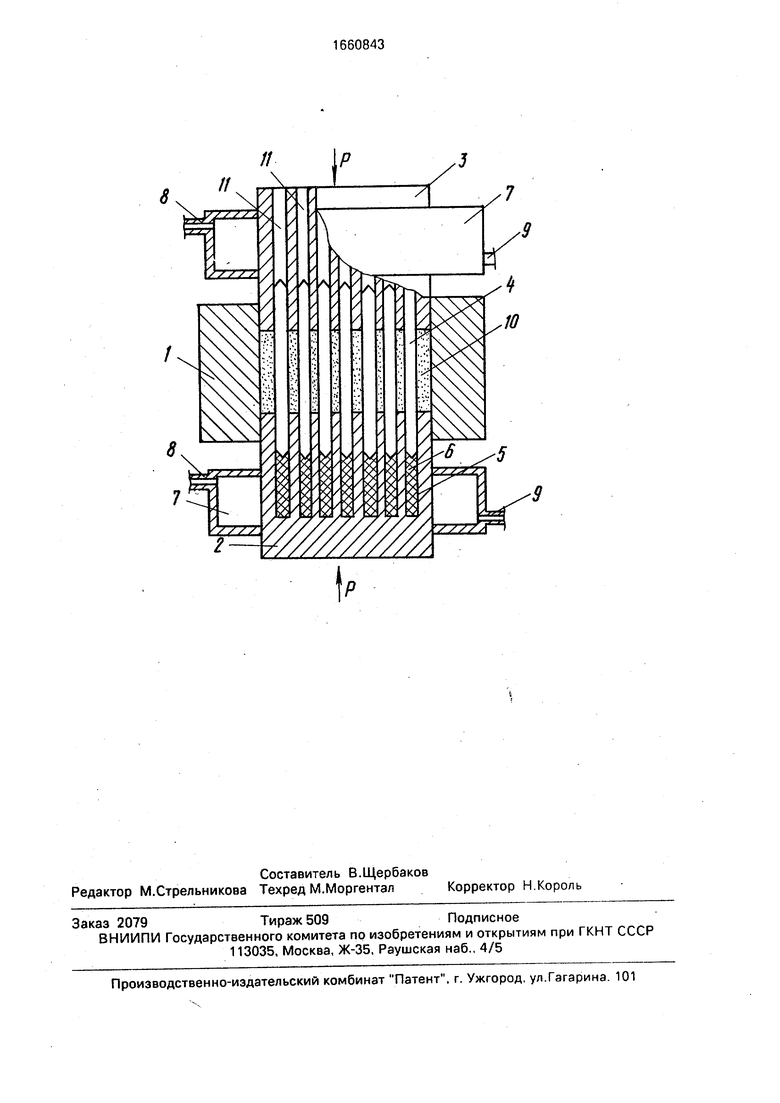
На чертеже представлено предлагаемое устройство.
Устройство содержит матрицу 1, нижний пуансон 2, верхний пуансон 3, стержни 4, глухие отеерстия 5, эластичную вставку 6, полость 7, входной патрубок 8, выходной патрубок 9, прессуемый порошок 10, сквозные отверстия 11.
С торцовых сторон матрицы 1 вставлены пуансоны 2 и 3. Нижний пуансон 2 имеет глухие отверстия 5, в которые вставлены эластичные вставки 6, а верхний пуансон 3 - сквозные отверстия 11. В отверстия входят стержни 4, выполненные из материала с памятью формы, например никелида титана Т46Н54, с температурой начала восстановления формы 75°С, а величиной запоминаемой деформации Ј 10 - 15% и рабочим напряжением 30-60 кг/мм2. Пуансоны 2 и 3 имеют полости 7 с входными и выходными 9 патрубками для подачи горячего агента.
Устройство работает следующим образом.
В матрицу 1 снизу вставляется пуансон 2 со стержнями 4, опирающимися на эластичные вставки 6, засыпается порошок 10 и вставляется верхний пуансон 3 с зеркально расположенными отверстиями 11, Стержни 4 заостренными концами входят в отверстия 11. Производится предварительное формование изделия усилием Р. Затем через входной патрубок 8 в полость 7 нижнего пуансона 2 подается горячий агент (вода, пар, масло и т.д.) и производится постепенный нагрев через пуансон 2 прессуемого порошка 10 и стержней 4. Последние предварительно вытянуты при фиксированной температуре с равномерным уменьшением диаметра на 10-15 и в таком состоянии охлаждены до комнатной температуры, т. е. с запоминанием своей первоначальной формы. При нагревании
стержней 4 от нижнего пуансона они восстанавливают свою первоначальную форму, при этом увеличивается диаметр и возникают радиальные усилия прессования отстержней. Распределение радиальных усилий прессования распространяется постепенно от нижнего пуансона 2 до верхнего пуансона 3 по мере нагрева стержней 4 от прессуемого порошка 10.
После равномерного прогрева всего устройства прекращается подача горячего агента в полость 7 нижнего пуансона 2 и одновременно в полость 7 верхнего пуансона 3 подается холодный агент (холодная вода и т.д.). Стержни 4 при этом постепенно охлаждаются от верхнего пуансона 3 и диаметры их постепенно уменьшатся до первоначального своего значения в обратном направлении от верхнего пуансона 3 до
нижнего пуансона 2
После охлаждения снимают пуансоны 2 и 3, при этом стержни 4 свободно вынимаются из отверстий прессовки вместе с пуан- соном 2, а изделие с отверстиями
выпрессовывается из матрицы запасным сплошным пуансоном
Применение предлагаемого устройства позволяет повысить производительность в 2-2,5 раза по сравнению с известным устройством.
Таким образом, применение способа и устройства для прессования изделий с отверстиями позволяет повысить производительность и выход годного.
Формула изобретения
1.Способ прессования изделия с отверстиями, включающий предварительное формование порошка с расположенными в нем
стержнями и допрессовку в радиальном направлении, отличающийся тем, что, с целью увеличения выхода годного, стержни изготавливают из материала с термомеханической памятью формы, а допрессовку
осуществляют нагревом стержней до температуры мартенситного превращения.
2.Устройство для прессования изделий с отверстиями, содержащее матрицу, нижний пуансон с глухими отверстиями и эластичными вставками, верхний пуансон со сквозными отверстиями и стержни, заостренные с торца и расположенные в отверстиях пуансонов, отличающееся тем, что, с целью увеличения выхода годного,
пуансоны выполнены с полостями и входными и выходными патрубками для подачи теплоносителя.
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования из порошка изделий с отверстием | 1984 |
|
SU1148708A1 |
| Способ прессования тонких изделий из металлических порошков | 1988 |
|
SU1669634A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| Пресс-форма для прессования изделий сложной формы из порошка | 1990 |
|
SU1752510A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| Способ непрерывного изготовления спеченных изделий и устройство для его осуществления | 1980 |
|
SU931293A1 |
| РОТАЦИОННЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 1992 |
|
RU2041825C1 |
| Пресс-форма для прессования сложнопрофильных фасонных изделий | 1987 |
|
SU1437146A1 |
| Устройство для снятия прессовки с матрицы | 1986 |
|
SU1315345A1 |
| СПОСОБ ПРЕССОВАНИЯ МАЛОЧУВСТВИТЕЛЬНОГО ВЗРЫВЧАТОГО МАТЕРИАЛА В КОРПУС | 2019 |
|
RU2732493C1 |
Изобретение относится к порошковой металлургии, и может быть использовано в порошковой промышленности. Цель - увеличение выхода годного. Способ включает предварительное формование изделия с запрессованными в нем стержнями, выполненными из материала с термомеханической памятью формы, и нагрев до температуры мартенситного превращения. Устройство содержит матрицу, верхний пуансон с глухими отверстиями и эластичными вставками, нижний пуансон со сквозными отверстиями и стержни, заостренные с обоих торцов и расположенные в отверстиях пуансонов. Пуансоны снабжены также полостями с входными и выходными патрубками для подачи горячего агента. 1 табл, 1 ил.
| Способ прессования изделий из порошка и устройство для его осуществления | 1977 |
|
SU703237A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для прессования порошков | 1986 |
|
SU1359075A2 |
