У
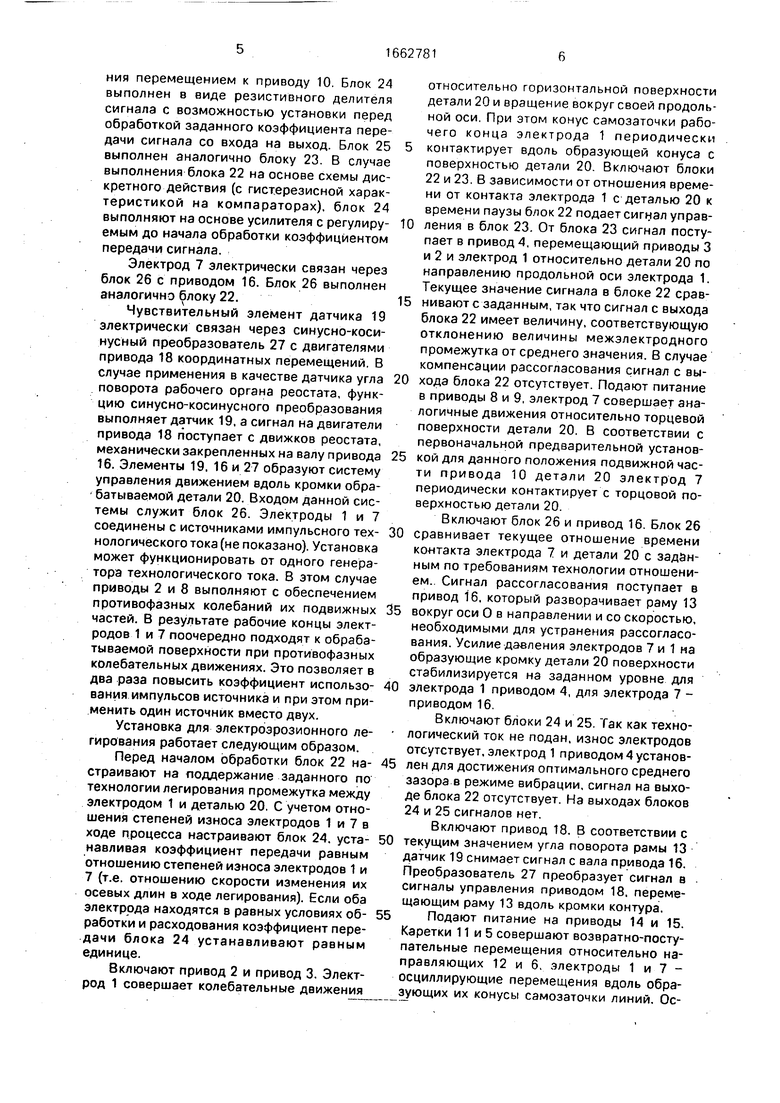
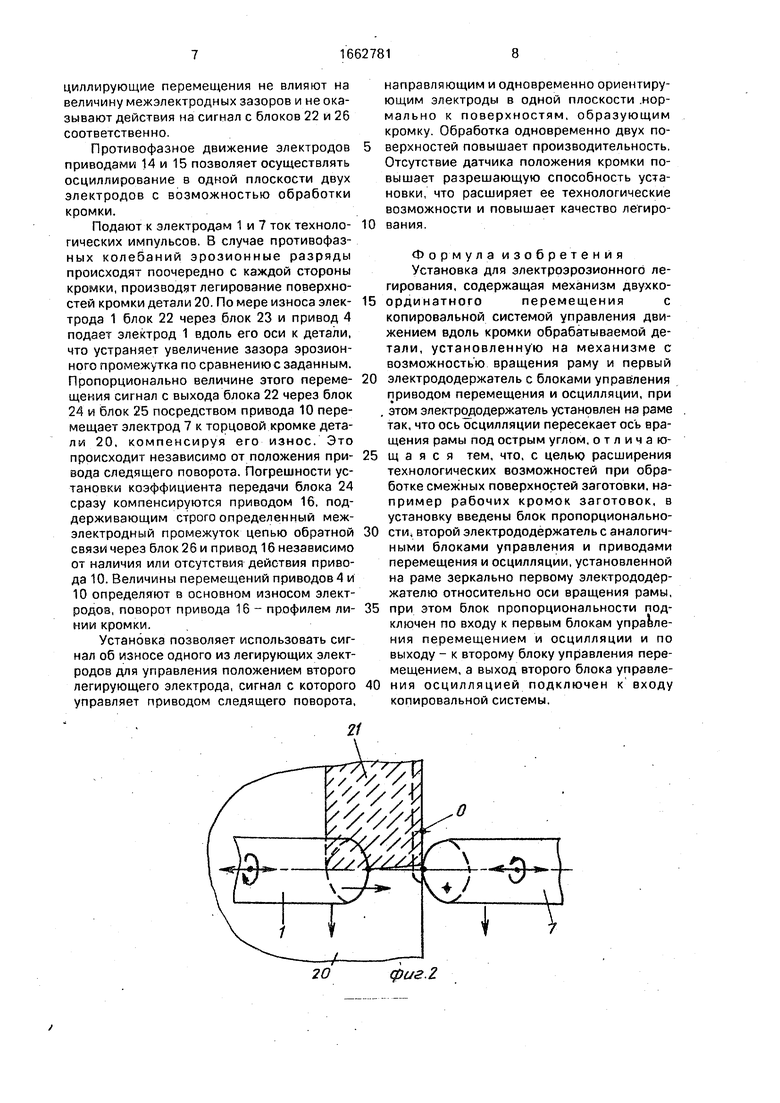
фиг.2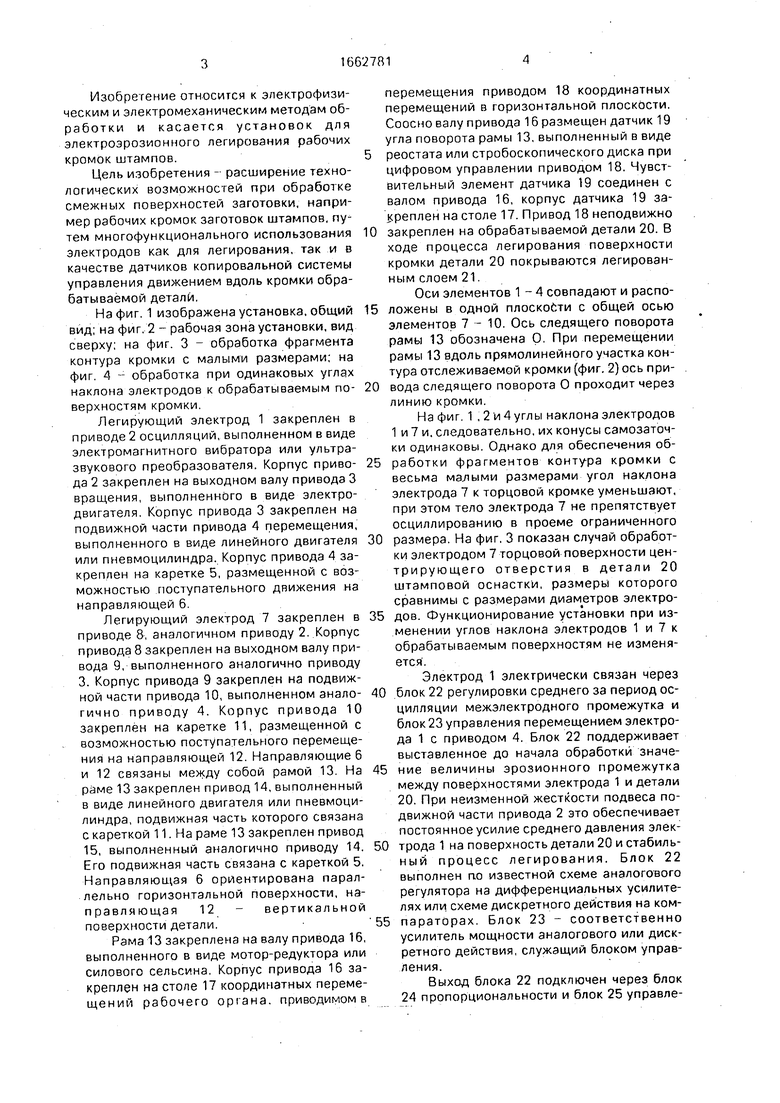
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электроэрозионного легирования | 1986 |
|
SU1502237A1 |
| Устройство для электроэрозионного легирования | 1988 |
|
SU1664486A1 |
| Установка для электроэрозионного легирования | 1987 |
|
SU1549685A1 |
| Установка для электроэрозионного легирования | 1986 |
|
SU1583236A1 |
| Устройство для электроэрозионного легирования | 1985 |
|
SU1323272A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ И ОБЛАДАЮЩИХ ВЫСОКОЙ УСТАЛОСТНОЙ ПРОЧНОСТЬЮ ПОВЕРХНОСТНЫХ СЛОЕВ НА ДЕТАЛЯХ ИЗ ТИТАНОВЫХ СПЛАВОВ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2005 |
|
RU2407822C2 |
| Способ вакуумного нанесения слоистых покрытий комбинацией методов электроискрового легирования и катодно-дугового испарения и устройство для его осуществления (варианты) | 2022 |
|
RU2797563C1 |
| Устройство для электроискрового легирования | 1981 |
|
SU994193A1 |
| Устройство для электроискрового легирования | 1985 |
|
SU1288002A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1998 |
|
RU2146581C1 |
Изобретение относится к металлообработке и касается устройств для электроэрозионного легирования. Цель изобретения - расширение технологических возможностей при обработке смежных поверхностей заготовки, например рабочих кромок заготовок штампов. Легирование выполняют двумя электродами 1, 7. По мере износа электрода 1 блок 22 через блок 23 и привод 4 подает электрод к детали 20. Пропорционально величине этого перемещения сигнал с выхода блока 22 через блоки 24, 25 посредством привода 10 перемещает электрод 7 к кромке детали 20, компенсируя его износ по сигналам износа электрода 1. Таким образом, величины перемещений приводов 4 и 10 определяются износом электродов, а поворот привода 16 - профилем кромки детали. 4 ил.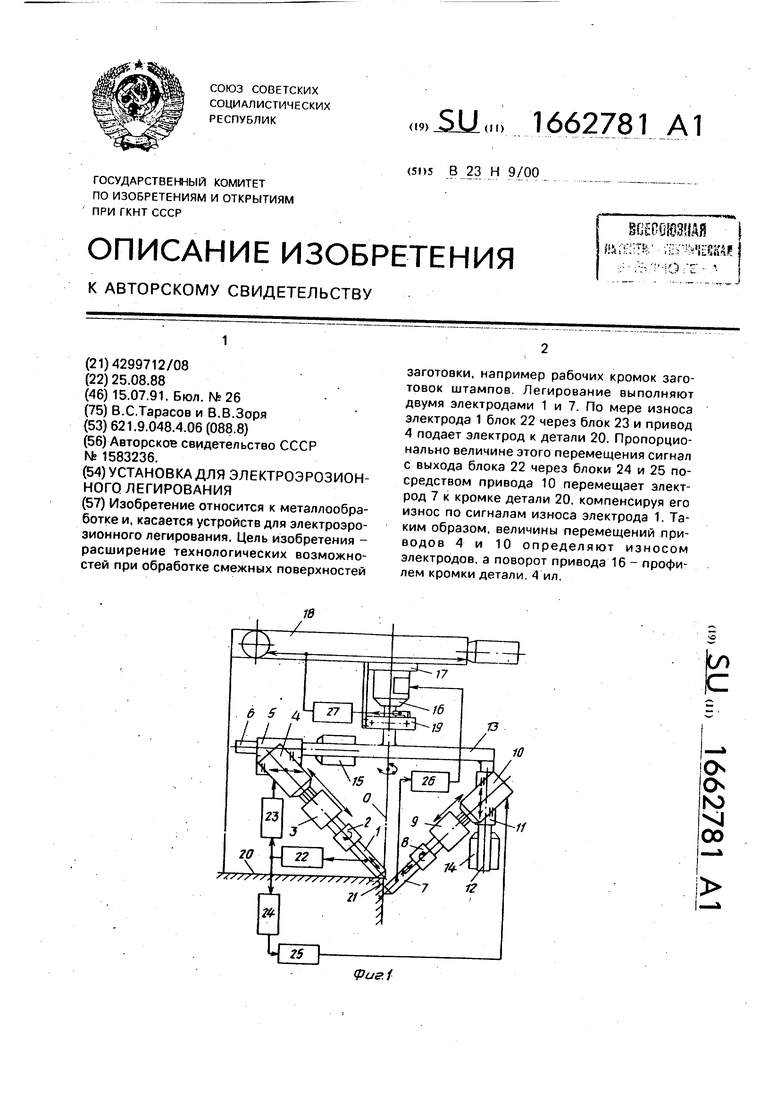
фиг.З
| Установка для электроэрозионного легирования | 1986 |
|
SU1583236A1 |
