Изобретение относится к сварке пластмасс, а именно к ультразвуковой сварке деталей из термопластичных полимерных материалов.
Цель изобретения - повышение производительности процесса и качества сварного соединения.
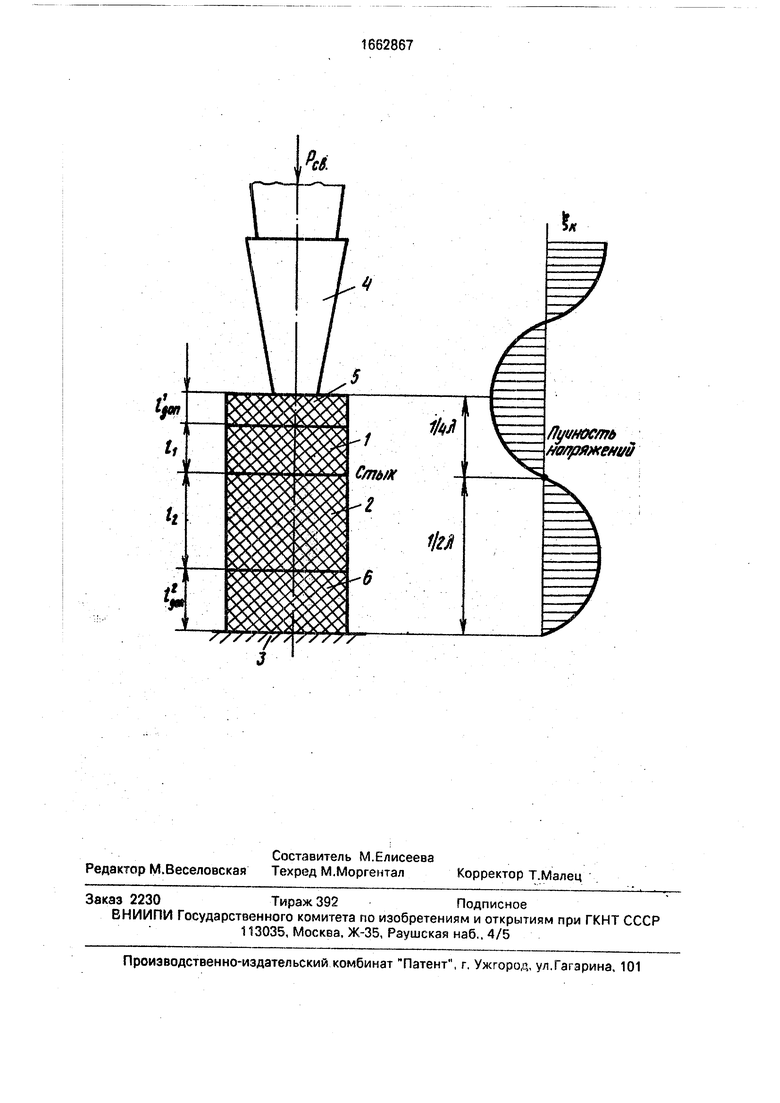
На чертеже схематично изображен процесс сварки деталей
Способ ультразвуковой сварки деталей из термопластичных полимерных материалов осуществляется следующим образом.
Свариваемые детали 1 и 2 размещают между опорой 3 и волноводом 4. Между рабочими поверхностями волновода и опоры и свариваемыми деталями 1 и 2 устанавливают теплостойкие прокладки 5 и 6 соответственно. Таким образом, детали оказываются между прокладками, которые являются дополнительными элементами и наращивают детали 1 и 2 по толщине. В качестве дополнительных элементов (прокладок) используют детали из термареак- тивных полимерных материалов. Все детали устанавливают соосно одна другой Прикладывают к ним сварочное давление и пропускают ультразвуковые колебания (УЗК) с установленным режимом сварки
о
О ГО 00 О VJ
По известной собственной частоте сварочной головки (f), скорости распространения УЗК (с) в материале свариваемых деталей и дополнительных элементов определяют длину волны, распространяющейся в материале свариваемых деталей и дополнительных элементах по формуле
А -
тУчитывая то, что пучность напряжений находится на расстоянии 1 /4 или 3/4 длины волны от места ввода колебаний в свариваемые детали, и толщину свариваемых деталей, определяют размеры дополнительных элементов по формуле
Гдоп(2щ+1)(1-.Адоп.
(2 2по С1 Ь 1
1доп - П2 ( - -fa). Адоп, ,
где Pi и h - толщина верхней и нижней свариваемых деталей, соответственно, мм;
f доп1- толщина прокладки между волноводом и верхней свариваемой деталью, мм;
Едоп2- толщина прокладки между опорой и нижней деталью, мм;
AI - длина волны в материале свариваемых деталей, мм;
Адоп -длина волны в материале дополнительных элементов (прокладок), мм;
hi - коэффициент кратности нечетному числу 1 /А длины волны в свариваемых деталях (.1,2..,);
П2 - коэффициент кратности 1/2 длины волны в свариваемых деталях (,2,3...).
Значения коэффициентов m и П2 зависят от толщины свариваемых деталей и приведены в табл.1 и 2.
Пример. Детали, изготовленные из пластика ABC, длиной мм и мм сваривались ультразвуковой сварочной го- ловкой с собственной частотой ,7 кГц,
Дополнительные элементы изготовлены из те; ореактивного материала - текстолита.
Из справочных данных установили скорость распространения УЗК в пластике ABC и текстолите: м/с; Ттекс.1800 м/с.:
Определили длину волны в пластике и текстолите по формуле
и
з с A-f
Ai
1800-IP3
19700
90мм;
i -2100JOf
ЛйОП ntnn
19700
10мм;
Длину верхнего дополнительного элемента определили по формуле
Е1
йоп(2п1+1)(-Ј)-АДоп
15
20
25
30
35
40
45
50
51
Учитывая, что fi Ai, приняли .
еДОп (1/4 - Л-Адоп 12,6мм
Длину нижнего дополнительного эле- 10 мента определили по формуле
(цоп 2П2 ( - у) Ядоп .
Учитывая что fe Ai приняли .
Йог, 2(1/2 - А-Адоп 16,2мм.
Свариваемые детали и дополнительные элементы установили между опорой и волноводом, создали статическое усилие сварки ,1 МПа, пропустили УЗК с частотой ,7 кГц.
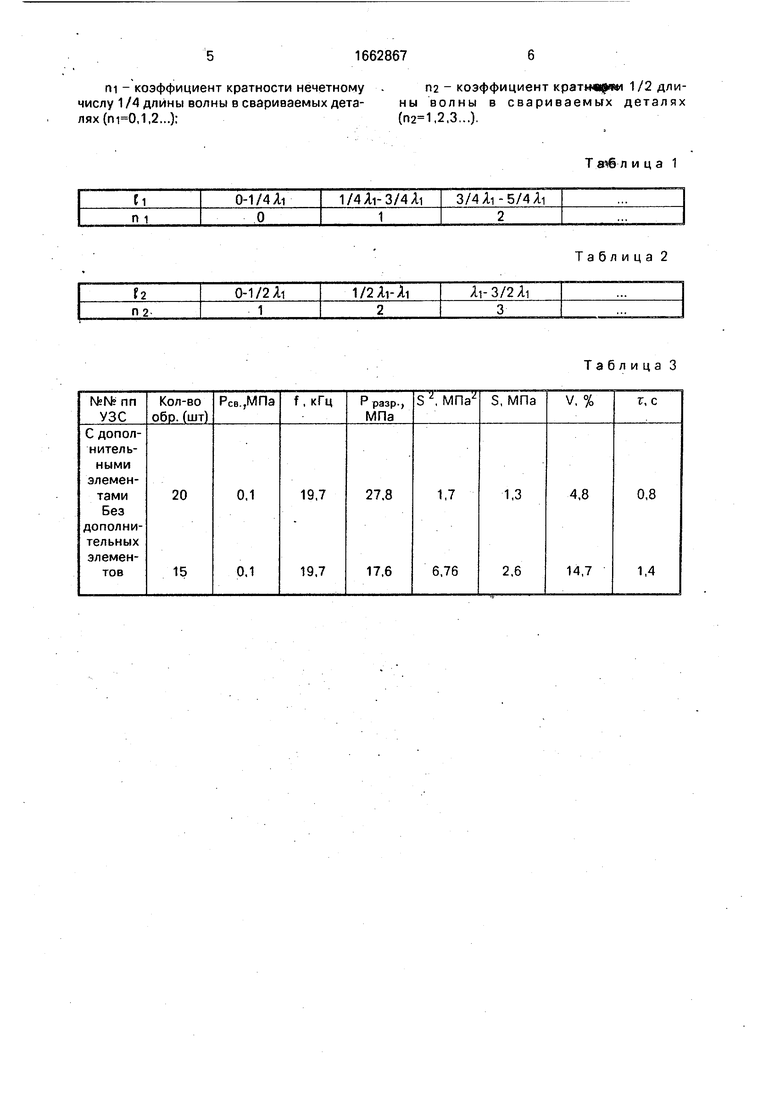
Контроль качества сварного соединения осуществляли визуально и по прочности на растяжение. Данные сведены в табл.3.
Прочность сварного шва при сварке с дополнительными элементами составила 70% от прочности основного материала, трещин, непроваров, деформаций не обнаружено.
Формула изобретения
Способ ультразвуковой сварки деталей из термопластичных полимерных материалов,включающий размещение свариваемых деталей между опорой и волноводом с установкой между их рабочими поверхностями и деталями теплостойких прокладок, приложение к деталям статического сварочного давления и пропускание ультразвуковых колебаний, отличающийся тем, что, с целью повышения, производительности процесса и качества сварного соединения, в качестве теплостойких прокладок используют детали из термореактивных полимерных материалов, толщину которых определяют из соотношений
1Доп (2т + 1) ( - Ј). Адоп.мм;
; доп 2п2(1-;|)Адоп.мм;
где Рдоп1 - толщина прокладки между волноводом и верхней свариваемой де- jr талью, мм;
доп2- толщина прокладки между опорой и нижней деталью, мм; I h и k - толщина верхней и нижней де- 55 j талей соответственно, мм;
AI - длина волны в материале свариваемых деталей, мм;
IАдоп - длина волны в материале прокладок, мм;
m - коэффициент кратности нечетному .П2 - коэффициент кратмврви 1/2 дличислу 1/4 длины волны в свариваемых дета- ны волны в свариваемых деталях лях(,1,2...):(,2,3...).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки корпусных деталей из полимерных материалов | 1988 |
|
SU1676820A1 |
| Устройство для ультразвуковой сварки деталей из полимерных материалов | 1982 |
|
SU1111866A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 1996 |
|
RU2109634C1 |
| Способ ультразвуковой сварки | 1989 |
|
SU1692789A1 |
| Способ ультразвуковой стыковой сварки деталей из полимерных материалов | 1988 |
|
SU1669749A1 |
| Способ стыковой ультразвуковой сварки деталей из полимерных материалов | 1987 |
|
SU1512802A1 |
| Способ ультразвуковой сварки полимерных материалов | 1985 |
|
SU1321596A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ТЕРМОПЛАСТОВ | 2003 |
|
RU2229382C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2007 |
|
RU2353519C1 |
| Устройство для ультразвуковой сварки | 1978 |
|
SU700343A1 |
Изобретение относится к сварке пластмасс, а именно к ультразвуковой сварке деталей из термопластичных полимерных материалов. Цель - повышение производительности процесса и качества сварного соединения. Для этого в способе ультразвуковой сварки деталей из термопластичных полимерных материалов в качестве теплостойких прокладок используют детали из термореактивных полимерных материалов. Толщину их определяют из соотношений Lдоп = (2N1+1)(1/4-L1/λ1) . λдоп, мм
Lдоп = 2N2(1/2 - L2/λ1) . λдоп, мм, где Lдоп - толщина прокладки между волноводом и верхней деталью, мм
L2 - толщина прокладки между опорой и нижней деталью, мм
L1, L2 -толщины верхней и нижней деталей
соответственно, мм
λ1 -длина волны в материале свариваемых деталей, мм
λдоп - длина волны в материале прокладок, мм
N1 - коэффициент кратности нечетному числу 1/4 длины волны в свариваемых деталях ( N1 = 0, 1, 2, ...)
N2 - коэффициент кратности 1/2 длины волны в свариваемых деталях (N2 = 1, 2, 3....). 1 ил.
Т л и ц а 1
Таблица 3
/1уцноелгь напряжений
| Способ передаточной ультразвуковой сварки деталей из полимерных материалов | 1981 |
|
SU979140A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Волков С.С | |||
| и др | |||
| Сварка пластмасс ультразвуком | |||
| - М.: Химия, 1976, с.83 - 84, 98. | |||
