Изобретение относится к электротехнике и может быть использовано в электрической и радиотехнической промышленности.
Целью изобретения является повышение качества сборки и производительности за счет механизации подачи провода к наконечнику в зону обжатия и удаления провода с наконечником после обжатия.
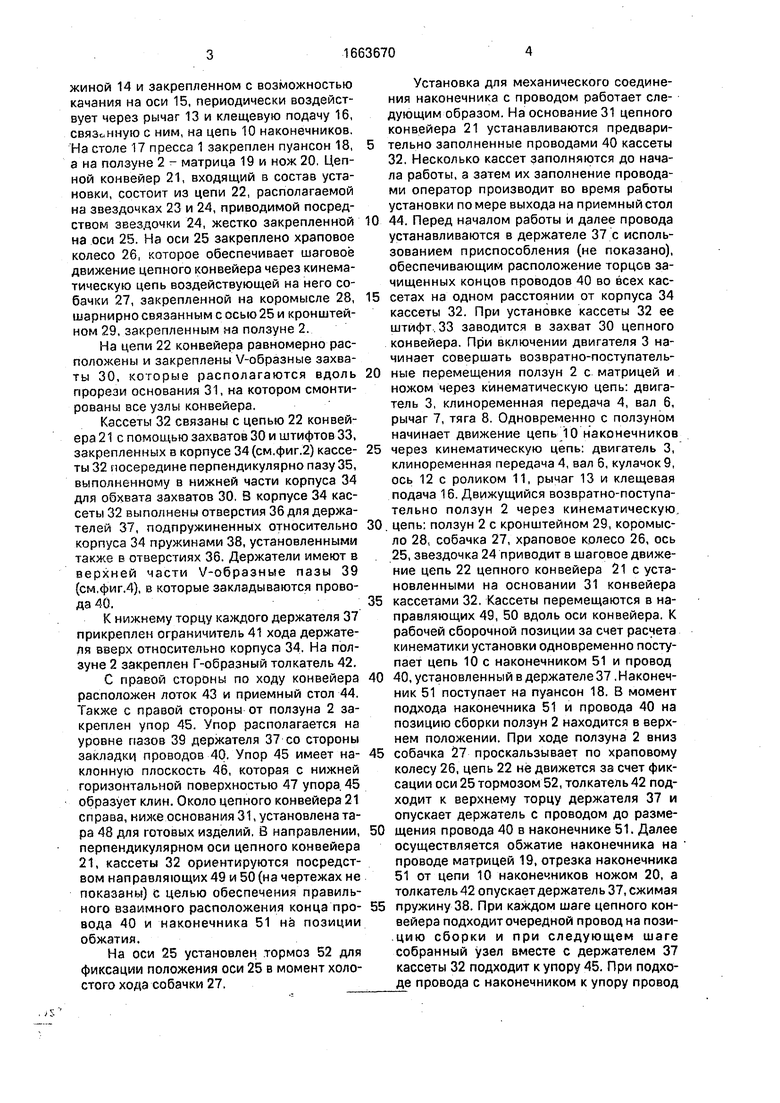
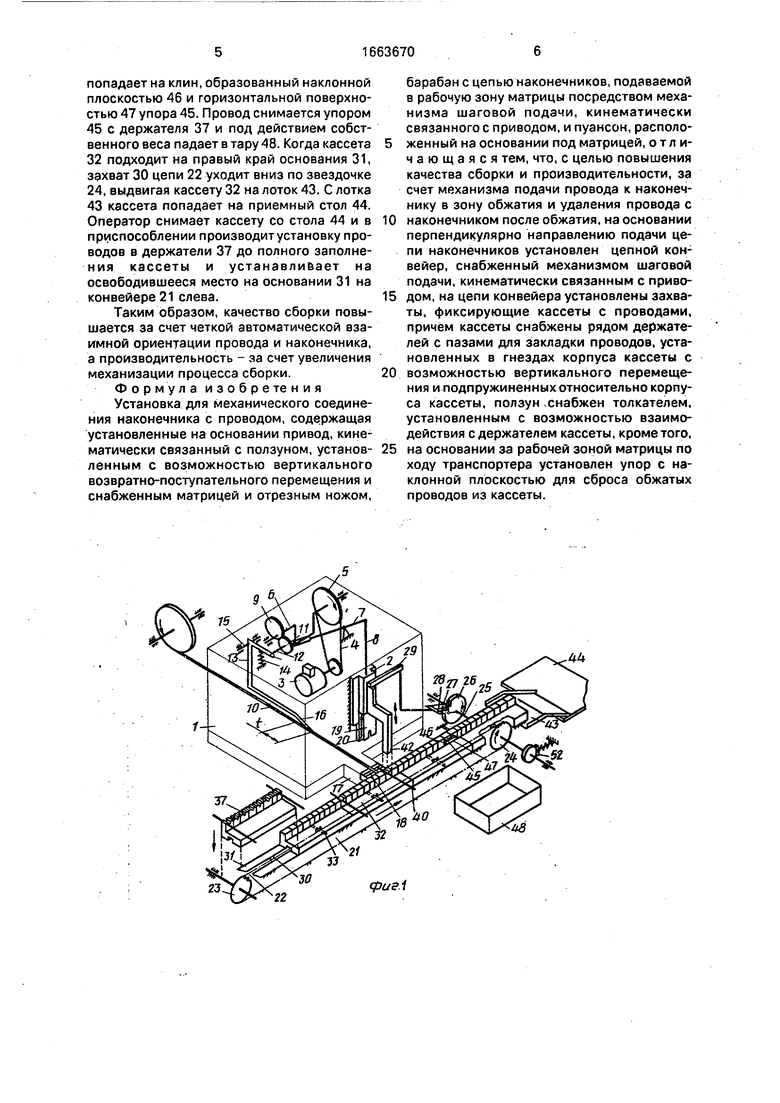
На фиг.1 изображена общая кинематическая схема установки; на фиг,2 - сечение кассеты с проводами по оси держателя до обжатия; на фиг.З - сечение кассеты с проводами по оси держателя после обжатия наконечником провода (момент обрезки наконечника): на фиг.4 - сечение А-А на фиг.2.
Установка для механического соединения наконечника с проводом содержит пресс 1, ползун 2 которого приводится возвратно-поступательно по вертикали от двигателя 3. Движение ползуну передается посредством кликоременной передачи 4, ведомый шкив 5 которой установлен на валу 6, связанном эксцентрично с рычагом 7 и тягой 8, соединенной с ползуном 2. Двигатель 3 через клиноременную передачу 4, вал 6, на котором закреплен кулачок 9, приводит в движение цепь 10 наконечников. Кулачок 9 через взаимодействующий с ним ролик 11, закрепленный на оси 12, установленной на двуплечем рычаге 13, подпружиненном пруо о со о VI о
жиной 14 и закрепленном с возможностью качания на оси 15, периодически воздействует через рычаг 13 и клещевую подачу 16, связанную с ним, на цепь 10 наконечников. На столе 17 пресса 1 закреплен пуансон 18, а на ползуне 2 - матрица 19 и нож 20, Цепной конвейер 21, входящий в состав установки, состоит из цепи 22, располагаемой на звездочках 23 и 24, приводимой посредством звездочки 24, жестко закрепленной на оси 25. На оси 25 закреплено храповое колесо 26, которое обеспечивает шаговое движение цепного конвейера через кинематическую цепь воздействующей на него собачки 27, закрепленной на коромысле 28, шарнирно связанным с осью 25 и кронштейном 29, закрепленным на ползуне 2.
На цепи 22 конвейера равномерно расположены и закреплены V-образные захваты 30, которые располагаются вдоль прорези основания 31, на котором смонтированы все узлы конвейера.
Кассеты 32 связаны с цепью 22 конвейера 21 с помощью захватов 30 и штифтов 33, закрепленных в корпусе 34 (см,фиг.2) кассеты 32 посередине перпендикулярно пазу 35, выполненному в нижней части корпуса 34 для обхвата захватов 30, В корпусе 34 кассеты 32 выполнены отверстия 36 для держателей 37, подпружиненных относительно корпуса 34 пружинами 38, установленными также в отверстиях 36. Держатели имеют в верхней части V-образные пазы 39 (см,фиг.4), в которые закладываются провода 40.
К нижнему торцу каждого держателя 37 прикреплен ограничитель 41 хода держателя вверх относительно корпуса 34. На ползуне 2 закреплен Г-образный толкатель 42.
С правой стороны по ходу конвейера расположен лоток 43 и приемный стол 44. Также с правой стороны от ползуна 2 закреплен упор 45. Упор располагается на уровне пазов 39 держателя 37 со стороны закладки проводов 40. Упор 45 имеет наклонную плоскость 46, которая с нижней горизонтальной поверхностью 47 упора 45 образует клин. Около цепного конвейера 21 справа, ниже основания 31, установлена тара 48 для готовых изделий, 8 направлении, перпендикулярном оси цепного конвейера 21, кассеты 32 ориентируются посредством направляющих49 и 50 (на чертежах не показаны) с целью обеспечения правильного взаимного расположения конца провода 40 и наконечника 51 на позиции обжатия.
На оси 25 установлен тормоз 52 для фиксации положения оси 25 в момент холостого хода собачки 27.
Установка для механического соединения наконечника с проводом работает следующим образом. На основание 31 цепного конвейера 21 устанавливаются предварительно заполненные проводами 40 кассеты 32. Несколько кассет заполняются до начала работы, а затем их заполнение проводами оператор производит во время работы установки по мере выхода на приемный стол
0 44. Перед началом работы и далее провода устанавливаются в держателе 37 с использованием приспособления (не показано), обеспечивающим расположение торцов зачищенных концов проводов 40 во всех кас5 сетах на одном расстоянии от корпуса 34 кассеты 32. При установке кассеты 32 ее штифт 33 заводится в захват 30 цепного конвейера. При включении двигателя 3 начинает совершать возвратно-поступатель0 ные перемещения ползун 2 с матрицей и ножом через кинематическую цепь: двигатель 3, клиноременная передача 4, вал 6, рычаг 7, тяга 8. Одновременно с ползуном начинает движение цепь 10 наконечников
5 через кинематическую цепь: двигатель 3, клиноременная передача 4, вал 6, кулачок 9, ось 12 с роликом 11, рычаг 13 и клещевая подача 16. Движущийся возвратно-поступательно ползун 2 через кинематическую
0 цепь: ползун 2 с кронштейном 29, коромысло 28, собачка 27, храповое колесо 26, ось 25, звездочка 24 приводит в шаговое движение цепь 22 цепного конвейера 21 с установленными на основании 31 конвейера
5 кассетами 32, Кассеты перемещаются в направляющих 49, 50 вдоль оси конвейера. К рабочей сборочной позиции за счет расчета кинематики установки одновременно поступает цепь 10 с наконечником 51 и провод
0 40, установленный в держателе 37 .Наконечник 51 поступает на пуансон 18. В момент подхода наконечника 51 и провода 40 на позицию сборки ползун 2 находится в верхнем положении. При ходе ползуна 2 вниз
5 собачка 27 проскальзывает по храповому колесу 26, цепь 22 не движется за счет фиксации оси 25 тормозом 52, толкатель42 подходит к верхнему торцу держателя 37 и опускает держатель с проводом до разме0 щения провода 40 в наконечнике 51. Далее осуществляется обжатие наконечника на проводе матрицей 19, отрезка наконечника 51 от цепи 10 наконечников ножом 20, а толкатель42 опускает держатель 37, сжимая
5 пружину 38. При каждом шаге цепного конвейера подходит очередной провод на позицию сборки и при следующем шаге собранный узел вместе с держателем 37 кассеты 32 подходит к упору 45. При подхо- де провода с наконечником к упору провод
попадает на клин, образованный наклонной плоскостью 46 и горизонтальной поверхностью 47 упора 45. Провод снимается упором 45 с держателя 37 и под действием собственного веса падает в тару 48. Когда кассета 32 подходит на правый край основания 31, захват 30 цепи 22 уходит вниз по звездочке 24, выдвигая кассету 32 на лоток 43. С лотка 43 кассета попадает на приемный стол 44. Оператор снимает кассету со стола 44 и в приспособлении производит установку проводов в держатели 37 до полного заполнения кассеты и устанавливает на освободившееся место на основании 31 на конвейере 21 слева.
Таким образом, качество сборки повышается за счет четкой автоматической взаимной ориентации провода и наконечника, а производительность - за счет увеличения механизации процесса сборки.
Формула изобретения Установка для механического соединения наконечника с проводом, содержащая установленные на основании привод, кинематически связанный с ползуном, установ- ленным с возможностью вертикального возвратно-поступательного перемещения и снабженным матрицей и отрезным ножом.
барабан с цепью наконечников, подаваемой в рабочую зону матрицы посредством механизма шаговой подачи, кинематически связанного с приводом, и пуансон, расположенный на основании под матрицей, отличающаяся тем, что, с целью повышения качества сборки и производительности, за счет механизма подачи провода к наконечнику в зону обжатия и удаления провода с наконечником после обжатия, на основании перпендикулярно направлению подачи цепи наконечников установлен цепной конвейер, снабженный механизмом шаговой подачи, кинематически связанным с приводом, на цели конвейера установлены захваты, фиксирующие кассеты с проводами, причем кассеты снабжены рядом держателей с пазами для закладки проводов, установленных в гнездах корпуса кассеты с возможностью вертикального перемещения и подпружиненных относительно корпуса кассеты, ползун снабжен толкателем, установленным с возможностью взаимодействия с держателем кассеты, кроме того, на основании за рабочей зоной матрицы по ходу транспортера установлен упор с наклонной плоскостью для сброса обжатых проводов из кассеты.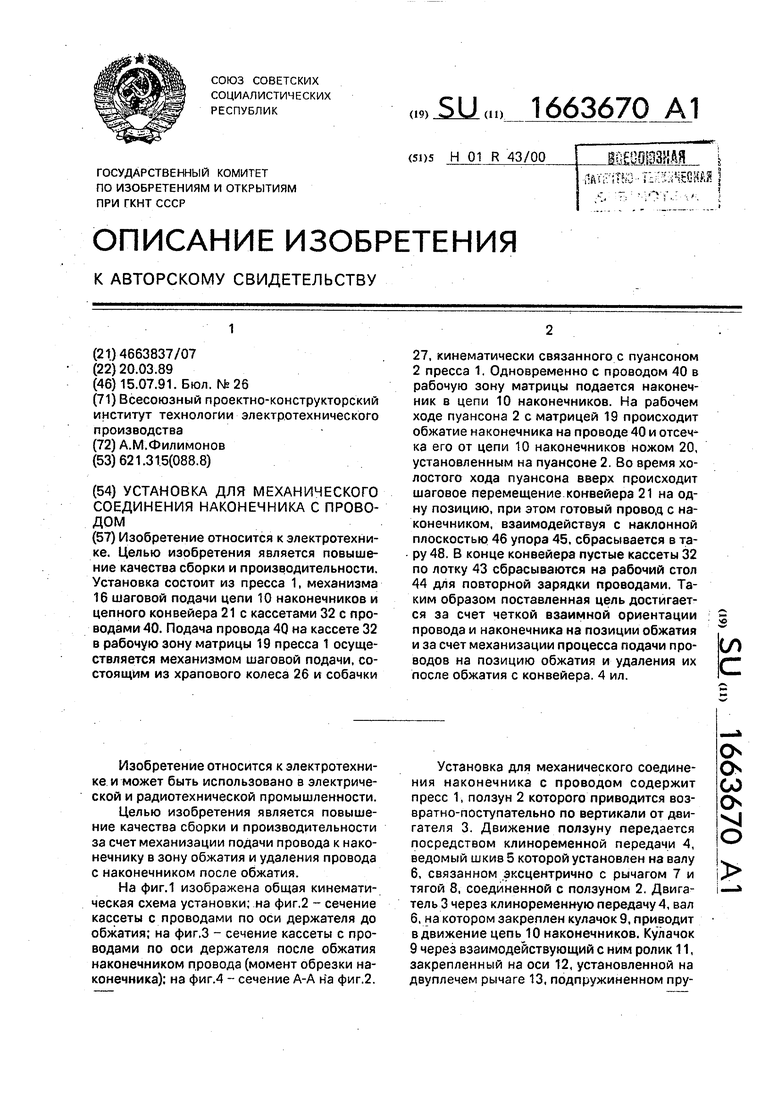
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки проволочных контактов | 1988 |
|
SU1554040A1 |
| Автоматическая линия для изготовления деталей | 1984 |
|
SU1207580A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Установка для изготовления одиночных проводов и сборки их в пучки для монтажа на автомашинах | 1960 |
|
SU135119A1 |
| Роторно-конвейерная машина | 1983 |
|
SU1180318A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Роторно-конвейерная машина | 1977 |
|
SU722823A1 |
| Автоматическая линия для обработки матричных листовых катодов | 1970 |
|
SU383353A2 |
| Роторно-конвейерная машина | 1982 |
|
SU1084203A1 |
| Автомат для сборки радиаторов | 1982 |
|
SU1042944A1 |
Изобретение относится к электротехнике. Целью изобретения является повышение качества сборки и производительности. Установка состоит из пресса 1, механизма 16 шаговой подачи цепи 10 наконечников и цепного конвейера 21 с кассетами 32 с проводами 40. Подача провода 40 на кассете 32 в рабочую зону матрицы 19 пресса 1 осуществляется механизмом шаговой подачи, состоящим из храпового колеса 26 и собачки 27, кинематически связанного с пуансоном 2 пресса 1. Одновременно с проводом 40 в рабочую зону матрицы подается наконечник в цепи 10 наконечников. На рабочем ходе пуансона 2 с матрицей 19 происходит обжатие наконечника на проводе 40 и отсечка его от цепи 10 наконечников ножом 20, установленным на пуансоне 2. Во время холостого хода пуансона вверх происходит шаговое перемещение конвейера 21 на одну позицию, при этом готовый провод с наконечником, взаимодействуя с наклонной плоскостью 46 упора 45, сбрасывается в тару 48. В конце конвейера пустые кассеты 32 по лотку 43 сбрасываются на рабочий стол 44 для повторной зарядки проводами. Таким образом поставленная цель достигается за счет четкой взаимной ориентации провода и наконечника на позиции обжатия и за счет механизации процесса подачи проводов на позицию обжатия и удаления их после обжатия с конвейера. 4 ил.
42
44
фиг
ДА(X SSNNSNVsS
