1
(21)4741898/02 (22) 28.08.89 (46)23.07.91. Бюл. №27
(71)Всесоюзный научно-исследовательский и проектно-конструкторский институт металлургического машиностроения им.А.И.Целикова
(72)А.И.Герцев, В.В.Павленко, Г.А.Макси- менко. Л.Д.Пескин, С.Х.Сиушев и Ю.В.Гесс- лер
(53)621.771.2.06(088.8)
(56)Тенденция развития толстолистовых станов МЕНТИЧМ. М.. 1977, вып. 9. с. 26.
Металлургия, 1989. № 2. реферат
№ 2D 385.
(54) ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПЛОСКОГО ПРОКАТА
(57)Изобретение относится к прокатному производству и предназначено для прокатки листов и полос. Цель изобретения - повышение точности прокатки путем расширения пределов регулирования профиля межвалкового зазора, снижение металлоемкости рабочей клети и повышение ее долговечности. Привод 8 на промежуточные валки 3 позволяет на порядок изменить пределы регулирования прогиба валка, взаимодействующего с рабочим, и за счет этого значительно расширить пределы регулирования межвалкового зазорч. При этом уменьшение диаметра валка 3, взаимодействующего с рабочим валком 2, позволяет более эффективно воздействовать на профиль межвалкового зазора в связи с тем, что при одном и том же прогибе рабочего валка в горизонтальной плоскости меньший диаметр промежуточного валка способствует более значительному увеличению межвалкового зазора по оси прокатки. 1 ил.
И
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Прокатная клеть | 1990 |
|
SU1713697A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 2005 |
|
RU2301123C1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ КЛЕТЕЙ С ОСЕВОЙ СДВИЖКОЙ | 2008 |
|
RU2370330C1 |
| Прокатная клеть | 1987 |
|
SU1816235A3 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
Изобретение относится к прокатному производству и предназначено для прокатки листов и полос. Цель изобретения - повышение точности прокатки путем расширения пределов регулирования профиля межвалкового зазора, снижение металлоемкости рабочей клети и повышение ее долговечности. Привод 8 на промежуточные валки 3 позволяет на порядок изменить пределы регулирования прогиба валка, взаимодействующего с рабочим, и за счет этого значительно расширить пределы регулирования межвалкового зазора. При этом уменьшение диаметра валка 3, взаимодействующего с рабочим валком 2, позволяет более эффективно воздействовать на профиль межвалкового зазора в связи с тем, что при одном и том же прогибе рабочего валка в горизонтальной плоскости меньший диаметр промежуточного валка способствует более значительному увеличению межвалкового зазора по оси прокатки. 1 ил.
Изобретение относится к прокатному производству и предназначено для прокатки листов и полос.
Цель изобретения - повышение точности прокатки путем расширения пределов регулирования профиля межвалкового зазора, снижение металлоемкости рабочей клети и повышение ее долговечности.
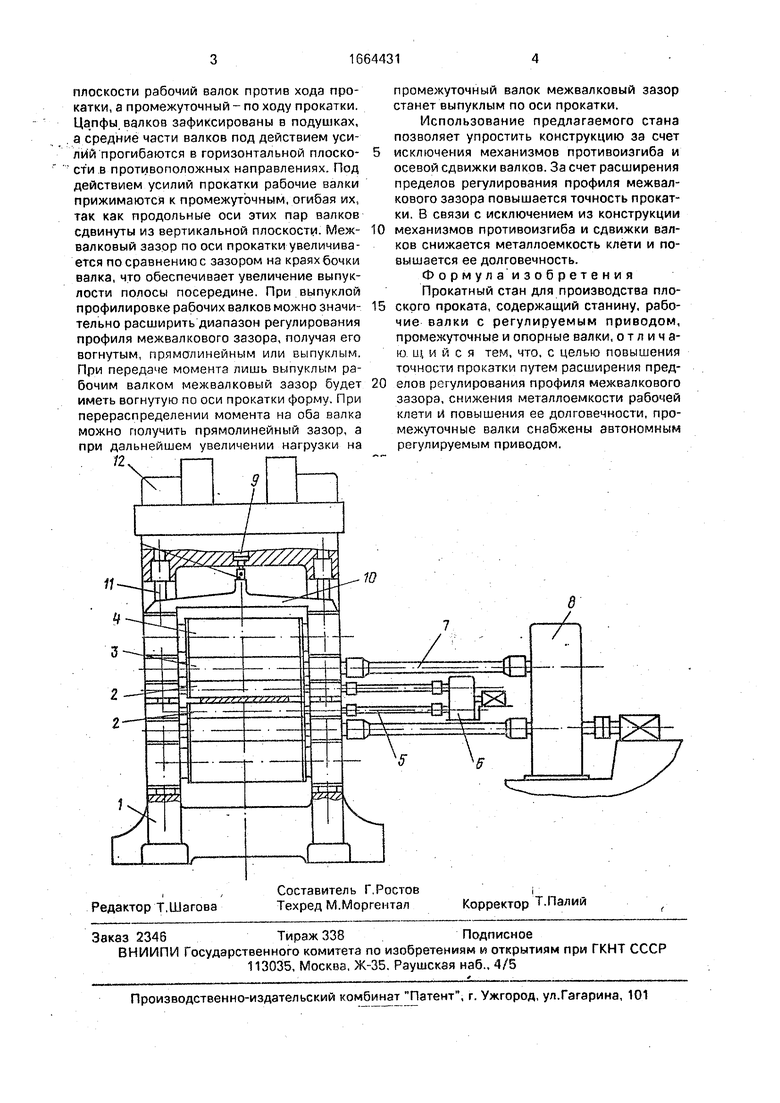
На чертеже изображен предлагаемый стан, общий вид.
Стан содержит станину 1, в окнах которой расположены подушки рабочих 2, промежуточных 3 и опорных 4 валков. Рабочие валки 2 с помощью шпинделей 5 соединены с приводом 6, а промежуточные валки 3 через шпиндели 7 соединены с приводом 8. Верхние опорные валки уравновешены гидроцилиндром 9 через траверсу 10. В поперечные станины 1 установлены нажимные винты 11с приводом 12.
Стан работает следующим образом.
Нажимными винтами 11 устанавливают требуемый раствор рабочих валков с учетом пружины рабочей клети. Включают привод рабочих или промежуточных валков, или тех и других вместе. В случае необходимости увеличения выпуклости посредине полосы перераспределяют крутящие моменты между рабочим 2 и промежуточным 3 валками, увеличивая нагрузку на промежуточный валок путем уставки скорости его привода 8 несколько большей скорости привода 6 рабочего валка 2. При этом возникают усилия, стремящиеся сдвинуть в горизонтальной
плоскости рабочий валок против хода прокатки, а промежуточный - по ходу прокатки. Цапфы, валков зафиксированы в подушках, а средние части валков под действием усилий прогибаются в горизонтальной плоскости в противоположных направлениях. Под действием усилий прокатки рабочие валки прижимаются к промежуточным, огибая их, так как продольные оси этих пар валков сдвинуты из вертикальной плоскости. Межвалковый зазор по оси прокатки увеличивается по сравнению с зазором на краях бочки валка, что обеспечивает увеличение выпуклости полосы посередине. При выпуклой профилировке рабочих валков можно значительно расширить диапазон регулирования профиля межвалкового зазора, получая его вогнутым, прямолинейным или выпуклым. При передаче момента лишь выпуклым рабочим валком межвалковый зазор будет иметь вогнутую по оси прокатки форму. При перераспределении момента на оба валка можно получить прямолинейный зазор, а при дальнейшем увеличении нагрузки на /2,
0
промежуточный валок межвалковый зазор станет выпуклым по оси прокатки.
Использование предлагаемого стана позволяет упростить конструкцию за счет исключения механизмов противоиэгиба и осевой сдвижки валков. За счет расширения пределов регулирования профиля межвалкового зазора повышается точность прокатки. В связи с исключением из конструкции механизмов противоизгиба и сдвижки валков снижается металлоемкость клети и повышается ее долговечность.
Формула изобретения Прокатный стан для производства пло- 5 ского проката, содержащий станину, рабочие валки с регулируемым приводом, промежуточные и опорные валки, отличающийся тем, что, с целью повышения точности прокатки путем расширения пределов регулирования профиля межвалкового зазора, снижения металлоемкости рабочей клети и повышения ее долговечности, промежуточные валки снабжены автономным регулируемым приводом.
0
8
