Изобретение относится к области абразивной обработки изделий типа тел вращения и может быть использовано при ленточном шлифовании в деревосбрабаты-. вающей промышленности.
Цель изобретения - повышение производительности шлифования.
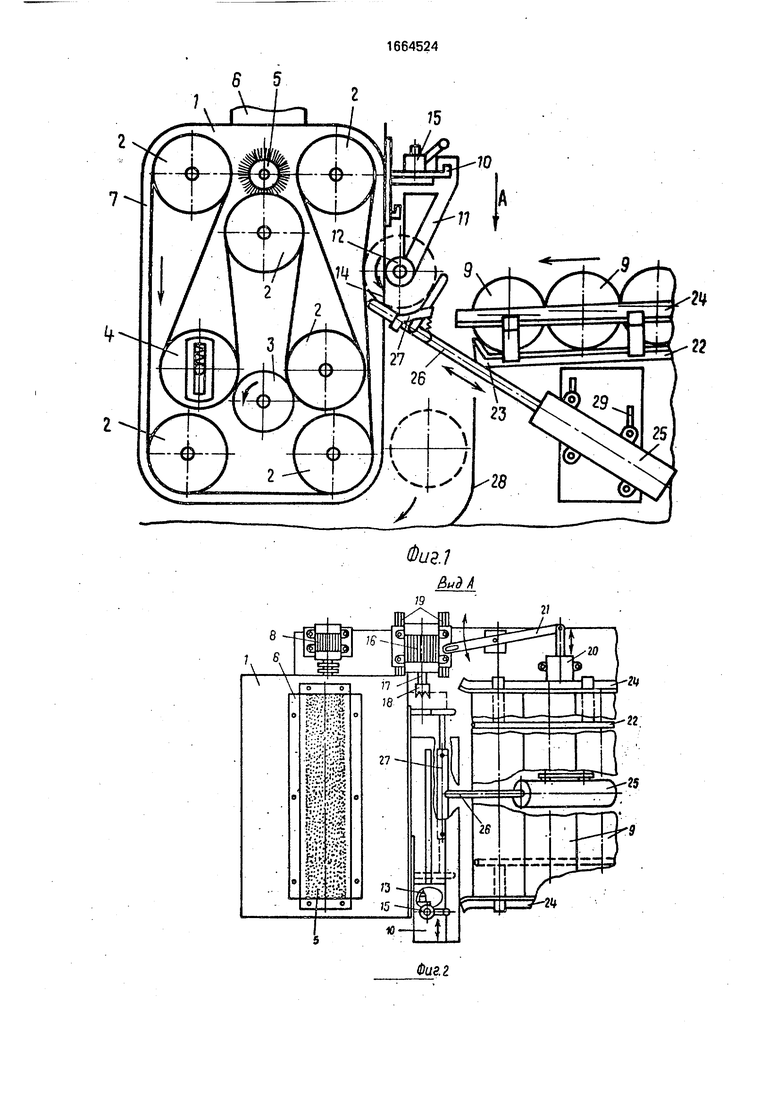
На фиг.1 показано устройство, вид сбоку в разрезе; на фиг.2 - вид А на фиг.1.
Для реализации способа используется устройство, содержащее камеру 1, в которой размещены ведомые 2, приводной 3, натяжной 4 ролики и ролик-щетка 5, расположенный под вентиляционным раструбом 6 и очищающий от налипших на нее частиц абразивную бесконечную ленту 1. Электродвигатель 8 вращает ролик-щетку 5 и приводной ролик 3, который, контактируя с лентой 7, прижимает ее к одному из ведомых роликов 2, чем придает ей движение при обработке изделия 9. К камере 1 прикреплены полозки 10, на которых с возможностью горизонтального перемещения, в
случае изменения длины заготовки 9, установлен кронштейн 11, снабженный задней бабкой 12 с неподвижным центром 13. Задняя бабка 12 расположена на уровне люка 14, выполненного в боковой стенке камеры 1. Для фиксации и надежного закрепления кронштейна 11 на полозках 10 последний снабжен зажимной гайкой 15 с ручкой. На уровне задней бабки 12 расположена бабка 16, выполненная в виде электродвигателя, ось 17 которого снабжена зубчатой насадкой 18, осевая линия последней совпадает с осевой линией неподвижного центра 13, причем бабка 16 установлена с возможностью возвратно-поступательного движения на салазках 19, которое придает ей пневмопривод 20 посредством коромысла 21.; Заготовки 9 на обработку поступают из накопителя по наклонным рейкам 22, снабженным упорами 23 и боковыми направляющими 24, установленными с возможностью горизонтального перемещения, в случае изменения длины заготовки 9. Подсл
с
о сь ь сл
ю
Јь
ачу заготовки 9 в люк 14 к ленте 7 и для зажима его неподвижным центром 13 и зубчатой насадкой 18 осуществляет пневмопривод 25, конец штока 26 которого снабжен подпружиненным захватным устройством 27, выполненным с возможностью раздвигания, в случае изменения длины изделия 9. Направляющая 28 ориентирует обработанные изделия 9 при их дальнейшем движении по назначению. На случай возможного изменения диаметра обрабатываемых изделий пневмопривод 25 установлен с возможностью вертикального перемещения, которое обеспечивает устройство 29.
Способ осуществляется следующим образом.
В соответствии с длиной обрабатываемых заготовок 9 устанавливают направляющие 24 и заднюю бабку 12, надежно закрепив последнюю зажимной гайкой 15. Открыв поступление изделий 9 по рейкам 22, включают электродвигатель 8 и бабку 16. Заготовка подается в зону обработки и в момент касания заготовки 9 с лентой 7, посредством датчика (не показан), включается пневмопривод 20, который посредством коромысла 21 по салазкам 19 двигает бабку 16 к заготовке 9 и, наколов ее одним торцом на неподвижный центр 13, вторым торцом внедряет на зубья насадки 18. После зажатия заготовки 9 шток 26 отводит устройство 27 в исходное положение. Необходимый контакт (усилие касания) вращающейся заготовки 9 с лентой 7, двигающейся в противоположную вращению заготовки сторону, предопределяет обработку последней, сначала крупнозернистым, потом средней зернистости и наконец мелкозернистым
отрезками ленты 7 абразивной ленты. Чистота обработки прямо пропорциональна скорости вращения бабки 16, т.е. количеству оборотов оси 17 и обратно пропорциональна скорости движения ленты 7. Кроме того, чистота обработки зависит от физической характеристики (твердости) материала обрабатываемого изделия 9 и степени износа ленты 7. Это определяет режим обработки,
т.е. скорость вращения заготовки 9 и движения ленты 7, а также длину отрезков ленты 7 и их зернистости. Таким образом одна рабочая перемотка на один оборот бесконечной ленты 7 с участками разной зернистости обеспечивает полную обработку изделия 9. При приближении конца мелкозернистого отрезка ленты 7 посредством датчика (не показан) включается работа пневмопривода 20, которой посредством
коромысла 21 отводит бабку 16 в исходное положение, а обработанное изделие 9, освободившись от центра 13 и насадки 18, падает на направляющую 28, которая ориентирует его движение по назначению. В
дальнейшем цикл повторяется.
Формула изобретения Способ ленточного шлифования, при котором шлифовальную ленту вводят в контакт с обрабатываемой заготовкой и сообщают им относительное перемещение, о т- личающийся тем, что, с целью повышения производительности шлифования, берут ленту с различными по зернистости абразива участками, расположенными последовательно вдоль продольной оси ленты, при этом процесс шлифования каждой заготовки начинают на участке с максимальной зернистостью абразива.
г
.х tv
(О
fo
го
ел
ел
О) О) Ј СЛ ГО 4Ь
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок | 1989 |
|
SU1689036A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2200077C1 |
| Ленточно-шлифовальный копировальный станок для обработки лопаток | 1960 |
|
SU141073A1 |
| ГИБКИЙ ОХВАТЫВАЮЩИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЭКСЦЕНТРИЧНЫХ ВАЛОВ И ВИНТОВ | 2001 |
|
RU2201331C2 |
| Способ ленточного шлифования тел вращения | 1989 |
|
SU1602702A1 |
| Способ ленточного шлифования внутренних сферических поверхностей изделий и устройство для его реализации | 1989 |
|
SU1743817A1 |
Изобретение относится к абразивной обработке изделий и может быть использовано при ленточном шлифовании изделий типа тела вращения в деревообрабатывающей промышленности. С целью расширения технологических возможностей способ обработки цилиндрических изделий осуществляется инструментом в виде бесконечной абразивной ленты, снабженной не менее, чем двумя участками разной зернистости. Абразивную ленту медленно перемещают относительно вращающейся заготовки так, что за один оборот абразивной ленты осуществляют полный цикл обработки изделия, включая черновые и чистовые проходы. 2 ил.
| Способ абразивной обработки | 1985 |
|
SU1286391A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
