Изобретение относится к области сварки пластмасс и можеъ найти применение при сварке труб из термопластов.
Целью изобретения является повышение качества сварного соединения.
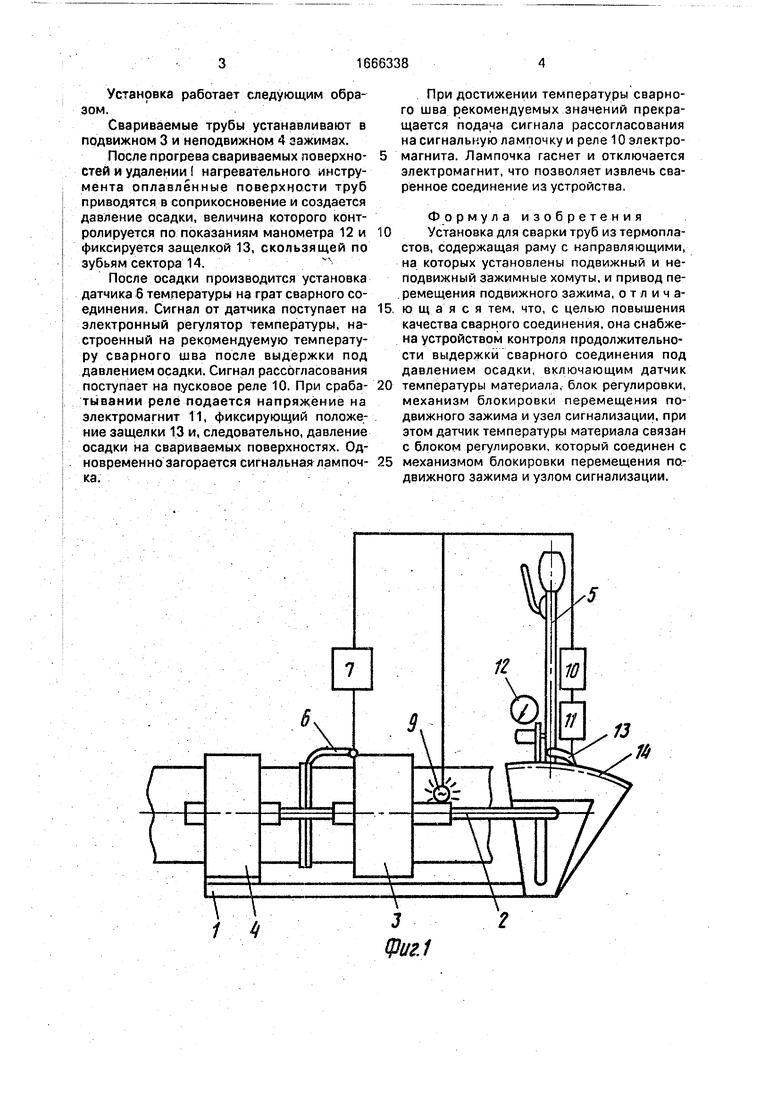
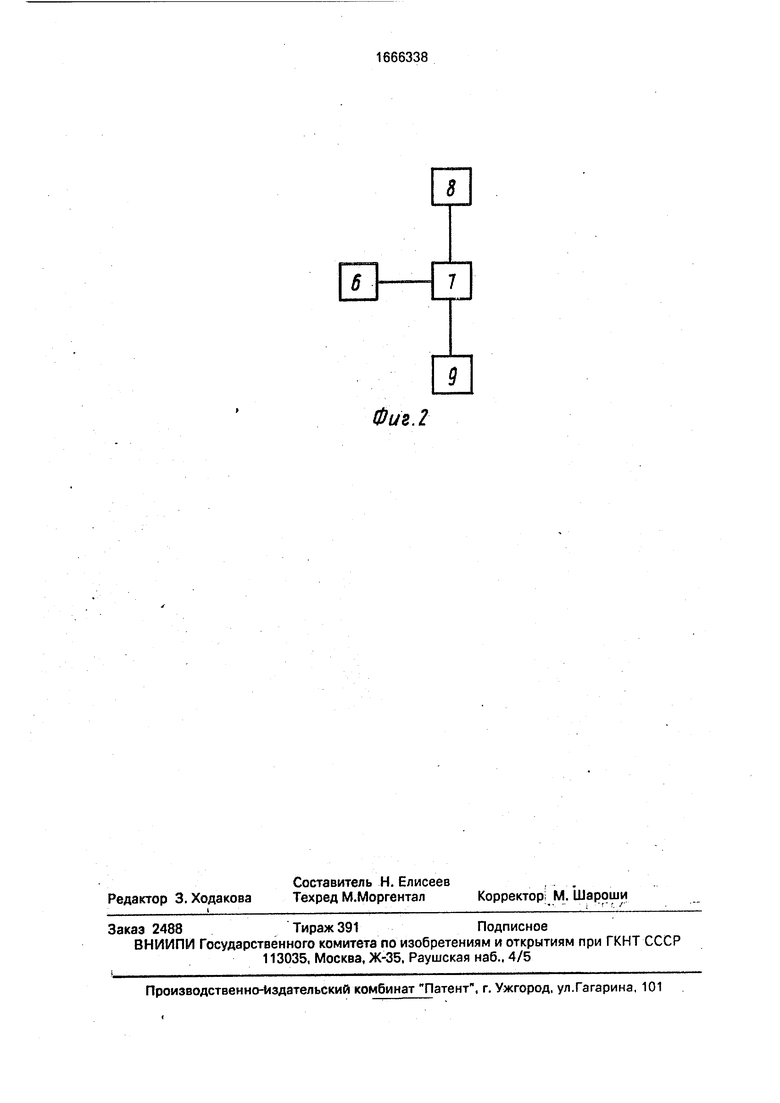
На фиг.1 изображена установка, общий вид; на фиг.2 - блок-схема устройства контроля продолжительности выдержки сварного соединения под давлением.
Установка для сварки труб из термопластов содержит раму с направляющими 2, на которых установлены подвижный 3 и неподвижный 4 зчжимы, и привода 5 перемещения подвижного зажима. Установка содержит также устройство контроля продолжительности выдержки сварного соединения под давлением осадки, включающее датчик 6 темпера гуры материала, блок регулировки 7, механизм блокировки 8 перемещения подвижного зажима и узел сигнализации 9. Датчик 6 температуры материала связан с блоком регулировки 7. который соединен с механизмом блокировки 8 перемещения подвижного зажима и узлом сигнализации 9. В качестве блока регулировки 7 использован электронный регулятор температуры. Механизм блокировки 8 перемещения подвижного зажима выполнен в виде электромагнитного фиксатора, состоящего из пускового реле 10 и электромагнита 11.
Узел сигнализаци 9 выполнен в виде сигнальной лампы. Установка содержит также манометр 12, защелку 13 для фиксации сварочного усилия, скользящую по зубчатому сектору 14.
О
Os
о
00 OJ 00
Установка работает следующим образом.
Свариваемые трубы устанавливают в подвижном 3 и неподвижном 4 зажимах.
После прогрева свариваемых поверхно- стей и удалении ( нагревательного инструмента оплавленные поверхности труб приводятся в соприкосновение и создается давление осадки, величина которого контролируется по показаниям манометра 12 и фиксируется защелкой 13, скользящей по зубьям сектора 14.
После осадки производится установка датчика 6 температуры на грат сварного соединения. Сигнал от датчика поступает на электронный регулятор температуры, настроенный на рекомендуемую температуру сварного шва после выдержки под давлением осадки. Сигнал рассогласования поступает на пусковое реле 10. При сраба- тывании реле подается напряжение на электромагнит 11, фиксирующий положение защелки 13 и, следовательно, давление осадки на свариваемых поверхностях. Одновременно загорается сигнальная лампоч- ка.
При достижении температуры сварного шва рекомендуемых значений прекращается подача сигнала рассогласования на сигнальную лампочку и реле 10 электромагнита. Лампочка гаснет и отключается электромагнит, что позволяет извлечь сваренное соединение из устройства.
Формула изобретения Установка для сварки труб из термопластов, содержащая раму с направляющими, на которых установлены подвижный и неподвижный зажимные хомуты, и привод перемещения подвижного зажима, отличающаяся тем, что, с целью повышения качества сварного соединения, она снабжена устройством контроля продолжительности выдержки сварного соединения под давлением осадки, включающим датчик температуры материала, блок регулировки, механизм блокировки перемещения подвижного зажима и узел сигнализации, при этом датчик температуры материала связан с блоком регулировки, который соединен с механизмом блокировки перемещения подвижного зажима и узлом сигнализации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1987 |
|
SU1549774A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1666342A1 |
| Устройство для стыковой контактной сварки труб из термопластов | 1990 |
|
SU1745557A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1115910A1 |
| Устройство для стыковой контактной сварки труб из термопластов | 1990 |
|
SU1742092A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1523384A1 |
| Машина для стыковой контактной сварки полос оплавлением | 1988 |
|
SU1609576A1 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство для сварки пластмассовых труб | 1988 |
|
SU1595672A1 |
Изобретение относится к области сварки пластмасс и может найти применение при сварке труб из термопластов. Цель - повышение качества сварного соединения. Для этого установка для сварки труб из термопластов снабжена устройством контроля продолжительности выдержки сварного соединения под давлением осадки, включающим датчик температуры материала, блок регулировки, механизм блокировки перемещения подвижного зажима и узел сигнализации. Датчик температуры материала связан с механизмом блокировки перемещения подвижного зажима, который соединен с механизмом блокировки перемещения подвижного зажима и узлом сигнализации. 2 ил.
/ 4
Фиг. 2
| Устройство для контактной сварки труб из термопластов | 1984 |
|
SU1229066A1 |
| Солесос | 1922 |
|
SU29A1 |
| Установка для сварки термопластичных трубчатых изделий | 1983 |
|
SU1162611A1 |
| Солесос | 1922 |
|
SU29A1 |
