Изобретение относится к прокатному производству и может быть использовано при прокатке стали на реверсивных станах.
Целью изобретения является увеличение выхода годного путем сокращения торцовой обрези.
Способ включает прокатку поочередно с обеих сторон валков, причем со стороны привода прокатку ведут с вытяжкой на 7- 16% меньшей, чем со стороны перевалки валков.
Кроме того, прокатку начинают со стороны привода валков.
Экспериментально установлено, что при разнице более 16% преимущественно вытягивается неприводная сторона раската, при разнице менее 7% - приводная сторона, что в обоих случаях увеличивает долю торцовой обрези.
Если первоначально осуществлять прокатку с неприводной стороны валка, то для выравнивания торцов раската необходимо
соблюдать разницу вытяжек в интервале 18-31 %, что значительно увеличит неравномерность износа прокатных валков (интенсивней изнашивается неприводная сторона валков) и, как следствие, увеличит их расход при прокатке и снизит выход годного.
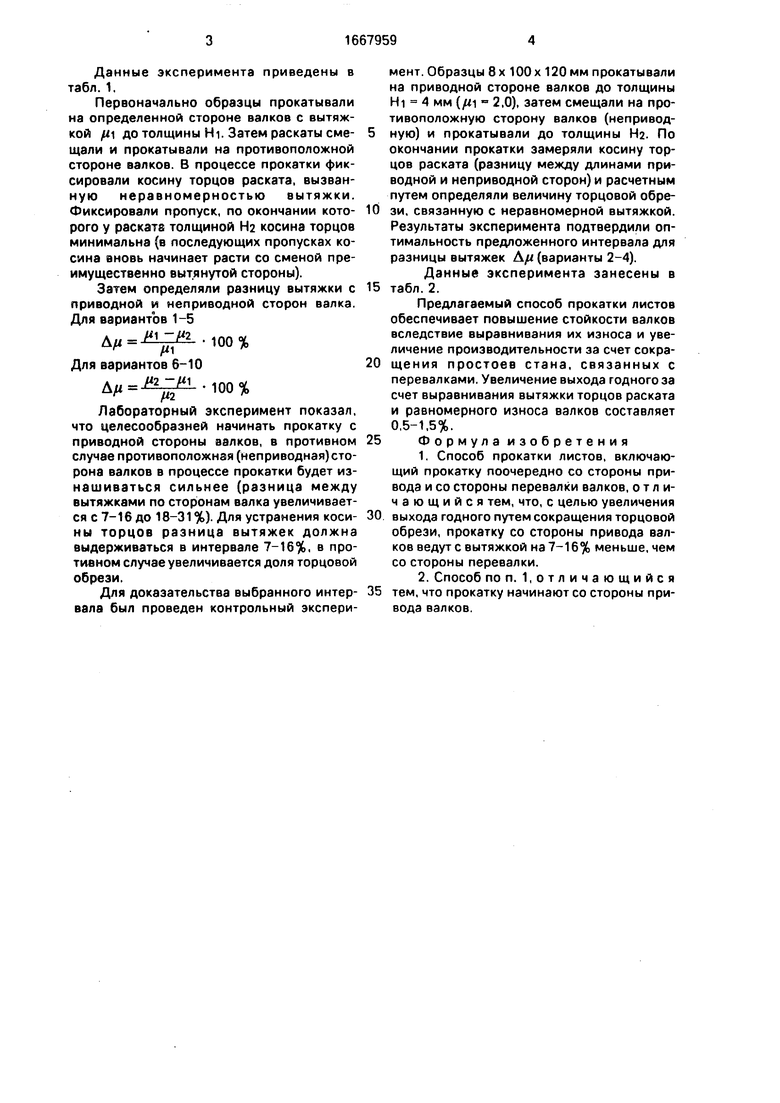
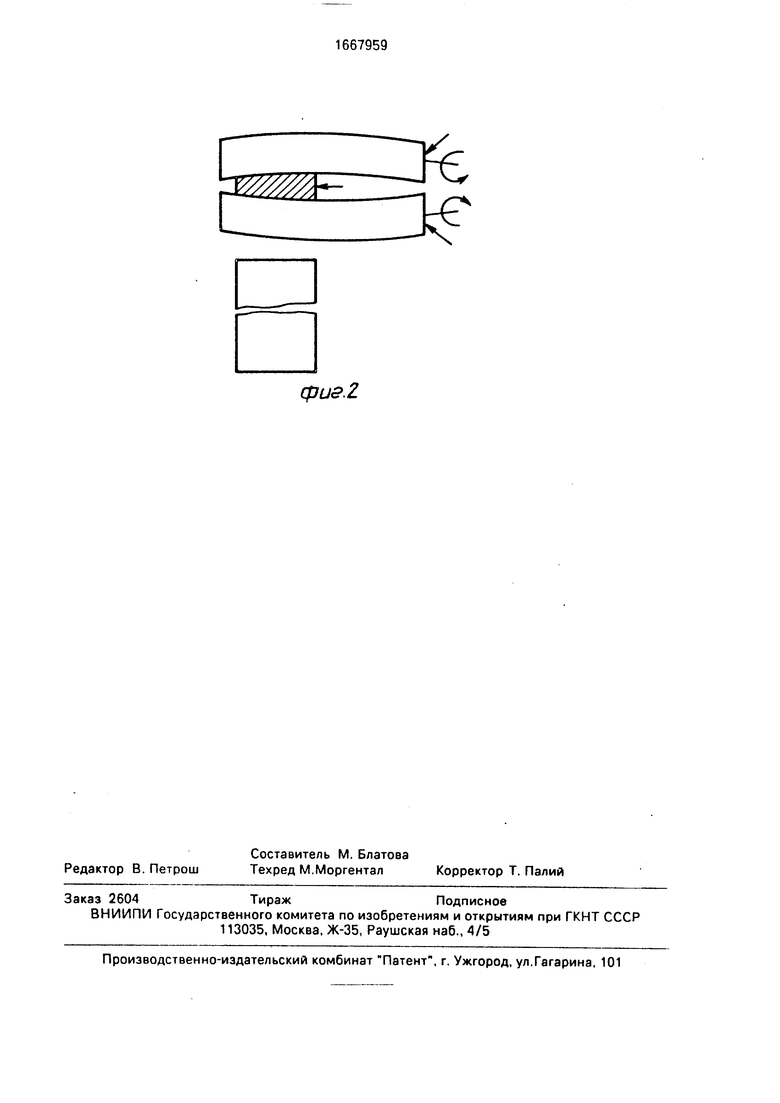
На фиг. 1 изображена схема прокатки с приводной стороны валка и вид раската в плане по окончании прокатки; на фиг. 2 - схема прокатки с противоположной (неприводной) стороны валков и вид раската в плане (стрелками показаны приводные стороны валка и раската).
Прокатка листа начинается с приводной стороны валка и завершается на противоположной. Для устранения косины торцов раската вытяжка на приводной стороне на 7-16% меньше, чем на противоположной.
Предлагаемый способ опробован в лабораторных условиях на стане 250. Прокатывали свинцовые образцы 8 х 100 х 120 мм.
w
Ё
о
ON VI Ю СЛ
ю
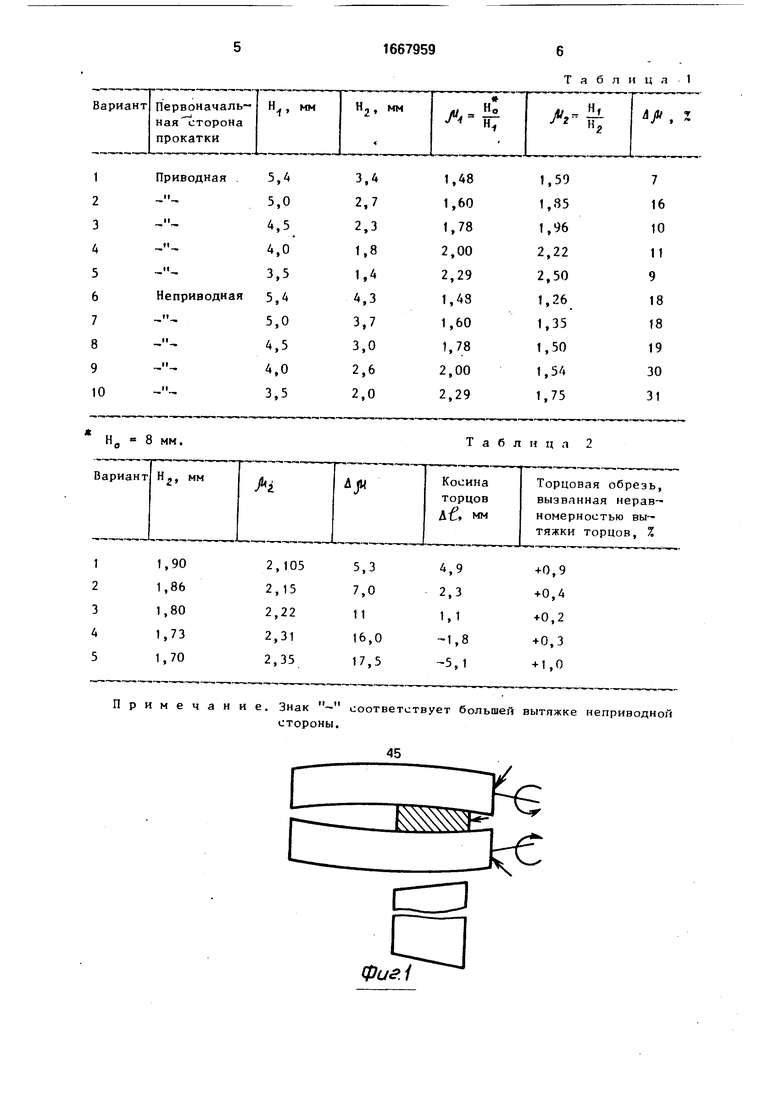
Данные эксперимента приведены в табл. 1.
Первоначально образцы прокатывали на определенной стороне валков с вытяжкой /л до толщины Hi. Затем раскаты смещали и прокатывали на противоположной стороне валков. В процессе прокатки фиксировали косину торцов раската, вызванную неравномерностью вытяжки. Фиксировали пропуск, по окончании которого у раската толщиной Н2 косина торцов минимальна (в последующих пропусках косина вновь начинает расти со сменой преимущественно вытянутой стороны).
Затем определяли разницу вытяжки с приводной и неприводной сторон валка. Для вариантов 1-5
Л/ -100% Для вариантов 6-10
Дл --юо%
Лабораторный эксперимент показал, что целесообразней начинать прокатку с приводной стороны валков, в противном случае противоположная (неприводная)сторона валков в процессе прокатки будет изнашиваться сильнее (разница между вытяжками по сторонам валка увеличивается с 7-16 до 18-31%). Для устранения косины торцов разница вытяжек должна выдерживаться в интервале 7-16%, в противном случае увеличивается доля торцовой обрези.
Для доказательства выбранного интервала был проведен контрольный эксперимент. Образцы 8 х ЮОх 120 мм прокатывали на приводной стороне валков до толщины Hi 4 мм ( 2,0), затем смещали на противоположную сторону валков (неприводную) и прокатывали до толщины HZ. По окончании прокатки замеряли косину торцов раската (разницу между длинами приводной и неприводной сторон) и расчетным путем определяли величину торцовой обрези, связанную с неравномерной вытяжкой. Результаты эксперимента подтвердили оптимальность предложенного интервала для разницы вытяжек А// (варианты 2-4).
Данные эксперимента занесены в
табл. 2.
Предлагаемый способ прокатки листов обеспечивает повышение стойкости валков вследствие выравнивания их износа и увеличение производительности за счет сокращения простоев стана, связанных с перевалками. Увеличение выхода годного за счет выравнивания вытяжки торцов раската и равномерного износа валков составляет 0,5-1,5%.
Формула изобретения
1.Способ прокатки листов, включающий прокатку поочередно со стороны привода и со стороны перевалки валков, отличающийся тем, что, с целью увеличения
выхода годного путем сокращения торцовой обреэи, прокатку со стороны привода валков ведут с вытяжкой на 7-16% меньше, чем со стороны перевалки.
2.Способ по п. 1,отличающийся тем, что прокатку начинают со стороны привода валков.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки толстых листов | 1988 |
|
SU1556777A1 |
| Способ прокатки толстого листа из слитков и кузнечных заготовок | 1990 |
|
SU1736650A1 |
| Способ производства толстых листов | 1988 |
|
SU1519801A1 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| Способ охлаждения валков и проката при прокатке слябов | 1985 |
|
SU1369839A1 |
| Способ прокатки слябов на листовых станах | 1981 |
|
SU990352A1 |
| Способ прокатки балочных профилей на непрерывном сортовом стане | 1984 |
|
SU1284617A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке листовой стали на реверсивных станах. Цель изобретения - увеличение выхода годного путем сокращения торцевой обрези. Способ состоит в том, что прокатку начинают на приводной стороне валка и с вытяжкой на данной стороне на 7 - 16% меньше, чем на противоположной. Способ обеспечивает повышение производительности на 1,5%. 1 з.п. ф-лы, 2 ил.
Примечание. Знак соответствует большей вытлжке неприводной
стороны.
фиг.1
фиг2
| Способ прокатки слитков на реверсивном обжимном прокатном стане | 1985 |
|
SU1308407A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 12585521, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
