Изобретение относится к металлургии, литейному производству и может быть использовано в автоматических линиях для заливки жидкого металла в готовые литейные формы, перемещающиеся на конвейере.
Цель изобретения - повышение точности дозирования.
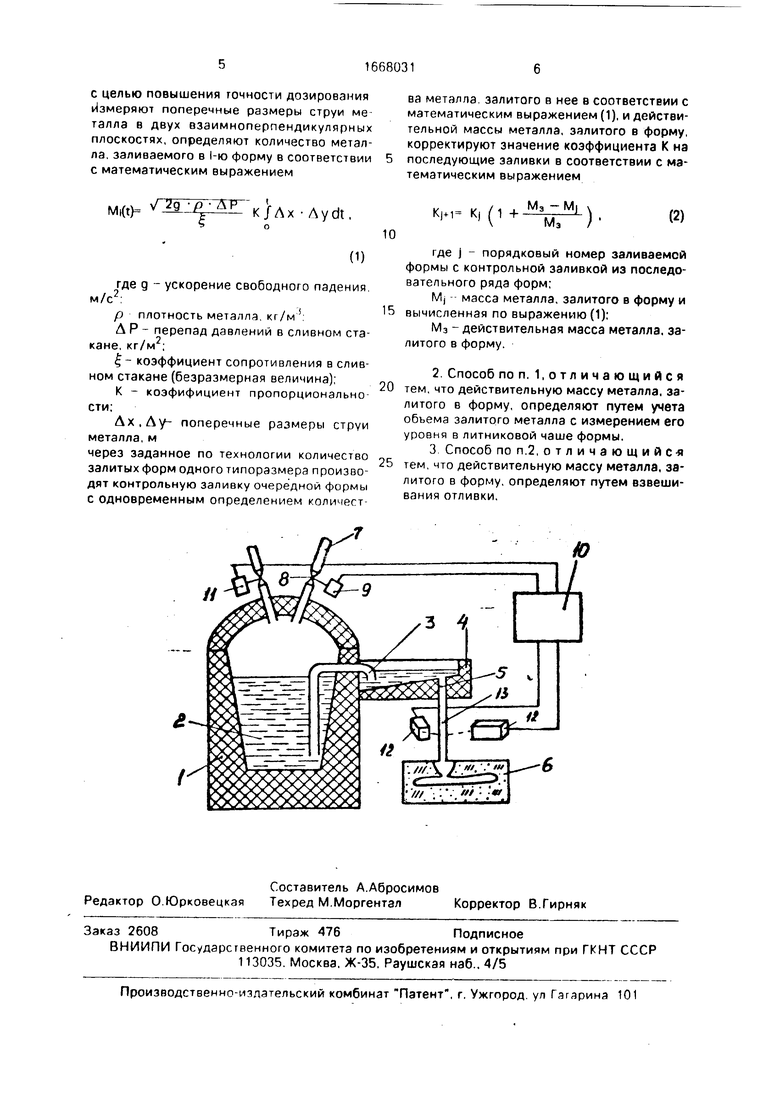
На чертеже изображена установка для автоматической заливки литейных форм.
Установка содержит из раздаточной печи 1 с жидким металлом 2 и сифоном 3 для подачи металла в раздаточный желоб 4, сливного стакана 5 с отверстием, ориентированным против приемной части литейной формы 6, и трубопровода 7 для подвода сжатого газа, например азота с электромагнитным клапаном 8, соленоид 9 которого
подключен к выходу системы 10 программного управления, например программируемого контроллера, к другому выходу которого подключен электромагнитный клапан 11 трубопровода для сброса избыточного давления газа в атмосферу, а к входу подключены два оптикоэлектронных датчика 12 поперечного размера струи 13 металла, ориентированных на определенное сечение струи. Датчики 12 расположены во взаимно перпендикулярных плоскостях, что позволяет определять в системе 10 площадь сечения струи в форме эллипса и при различной ориентации последней относительно датчиков 12.
Изменения формы струи жидкого металла вызываются различными случайными факторами: изменением диаметра отверО|0 00
о
СА)
стия сливного стакана в процессе разливки металла, изменением напора струи и др.
Указанные изменения формы струи непрерывно фиксируются оптикоэлектронны- ми датчиками, сигналы с которых поступают в вычислительное устройство системы программного управления для расчета площади поперечного сечения струи металла. Далее с учетом удельного веса металла рассчитывают обьем и массу заливаемого в линейную форму металла в единицу времени.
Суммарное значение непрерывно вычисляемых масс металла постоянно сравнивают в вычислительном устройстве с программно-заданной уставкой на массу металла для данного типоразмера литейной формы Точность определения поперечного сечения струи металла при частоте измерения Гц составляет 1 %.
Разнообразие литейных форм на автоматической линии учитывается системой подачи программного управления путем хранения в памяти вычислительного устройства уставок, состав ствующих количеству заливаемого металла для каждой конкретной литейной формы.
Способ осуществляют следующим образом.
В память блока программного управления задают значения масс металла, соответствующих заливаемым литейным формам. С момента заливки формы по команде с блока управления с оптикоэлектронных датчиков 12 с частотой, заданной программой, поступают значения поперечных размеров струи жидкого металла в цифровом виде. Вычислительное устройство производит расчет значений масс металла в с итветпвии с выражением
Mi(t)
уГ2д р Д Р
К J Л X Л у dt .
м/с2:
где g - ускорение свобод с
0) тэдения,
р- плотность металла, кг/м
Д Р - перепад давления ь с )- r i кане, кг/м :
Ј- коэффициент сопротивло .я в г i, , ном стакане (безразмерная велим,.
К - коэффициент пропорциональ о
Дх.Ду - поперечные размеры металла, м.
В момент, когда масса металла рлссчи- таная по выражению (1). будег равна значению уставки на массу металла для конкретного типоразмера литейной фоомы с управляющего вычислительного комплекса поступает сигнал на соленоид электромагнитного клапана об окончании заливки. Линия с формами перемещается, и процесс заливки повторяют.
Через заданное для конкретной технологии количество залитых форм одного типоразмера производят контрольную заливку очередной формы с одновременным определением количества залитого металла по выражению (1) и действительной массы металла, залитого в форму. Указанная операция необходима для коррекции коэффициента К в выражении (1) для учета случайных погрешностей аргументов, входящих в выражение (1).
Действительная масса металла, залитого в форму, может определяться или через обьем залитого металла, или путем взвешивания готовой отливки. В первом случае определяют уровень металла в литниковой
чаше формы любым из известных способов.
При наличии рассогласования между
действительной массой данного металла и
массой, рассчитанной по выражению (1),
осуществляют коррекцию коэффициента К в соответствии с выражением
К,г К, (1 +
Mi
М3
(2)
где j - порядковый номер заливаемой формы с контрольной заливкой из последовательного ряда форм.
М| - масса металла, залитого в форму и вычисленная по выражению (1);
М3- действительная масса металла, залитого в форму.
Применение способа автоматического дозирования приводит к повышению точности дозирования за счет периодической кор- рекции и учета изменяющихся технологических условий, что позволяет уменьшить количество обслуживающего персонала, увеличить производительность линии и увеличить экономию металла за счет исключения потерь на переполнение литниковой чаши.
Формула изобретения 1. Способ автоматического дозирова- гия металла в литейные формы, преимущественно через сливной стакан при перемещении литейных форм на конвейере, включающий определение текущего расхо- да металла через геометрический параметр струи металла, определение количества метал- ла. залитого в форму, и прекращение заливки пои его равенстве заданному по технологии э. -чению отличающийся тем, что.
с целью повышения точности дозирования Измеряют поперечные размеры струи металла в двух взаимноперпендикулярных плоскостях, определяют количество металла, заливаемого в l-ю форму в соответствии с математическим выражением
ва металла, залитого в нее в соответствии с математическим выражением (1), и действительной массы металла, залитого в форму, корректируют значение коэффициента К на последующие заливки в соответствии с математическим выражением
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля расхода жидкого расплава | 1979 |
|
SU1115850A1 |
| Устройство для заливки литейных форм | 1979 |
|
SU791457A1 |
| Устройство для автоматического дозирования жидкого металла | 1980 |
|
SU900977A1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛИЧЕСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2216427C1 |
| Способ дозирования металла при цен-ТРОбЕжНОМ лиТьЕ | 1979 |
|
SU821043A1 |
| Устройство для дозирования жидкого металла | 1988 |
|
SU1533831A2 |
| Центробежная форма | 1977 |
|
SU679306A1 |
| АВТОМАТИЧЕСКАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1990 |
|
RU2026770C1 |
| Способ центробежного литья | 1976 |
|
SU607644A1 |
| АВТОМАТИЧЕСКАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1990 |
|
RU2033896C1 |
Изобретение относится к металлургии, литейному производству и может быть использовано в автоматических линиях для заливки жидкого металла в готовые литейные формы, перемещающиеся на конвейере. Цель изобретения - повышение точности дозирования. Способ позволяет повысить уровень автоматизации процесса заливки и точность дозирования металла, заливаемого в литейную форму, при непрерывном измерении оптико-электронными датчиками поперечных размеров струи металла в двух взаимно перпендикулярных плоскостях, в результате чего время окончания заливки определяется равенством суммарных значений масс металла, заполняющих форму, и уставки на массу данной литейной формы в вычислительном устройстве программного блока. Способ может использоваться в литейном производстве в различных отраслях промышленности. 1 с.п. и 2 з.п. ф-лы, 1 ил.
Mi(t)
e SZpiar-K|Ax.Aydti
где g - ускорение свободного падения м/с2
р плотность металла, кг/м
Л Р - перепад давлений в сливном стакане, кг/м ;
Ј- коэффициент сопротивления в сливном стакане (безразмерная величина);
К - коэфифициент пропорциональности:
Дх.Ду- поперечные размеры струи металла,м
через заданное по технологии количество залитых форм одного типоразмера производят контрольную заливку очередной формы с одновременным определением количест//
К|+1 К) (
1 +
М3 -Mj Мэ
)
(2)
15
20
25
где j - порядковый номер заливаемой формы с контрольной заливкой из последовательного ряда форм;
Mj масса металла, залитого в форму и вычисленная по выражению (1);
Мэ - действительная масса металла, залитого в форму.
3 Способ по п.2, отличающийся тем, что действительную массу металла, залитого в форму, определяют путем взвешивания отливки.
| УСТРОЙСТВО для УПРАВЛЕНИЯ СКОРОСТЬЮ РАЗЛИВКИ и ДОЗИРОВАНИЯ СТАЛИ | 0 |
|
SU206818A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
